



1.评定条件
1)凡遇到下列情况之一者,应进行工艺评定试验:
①初次使用的焊条、合金粉末或焊丝。
②初次使用的母材。
③新的结构型式。
2)改变堆焊方法,应重新评定。
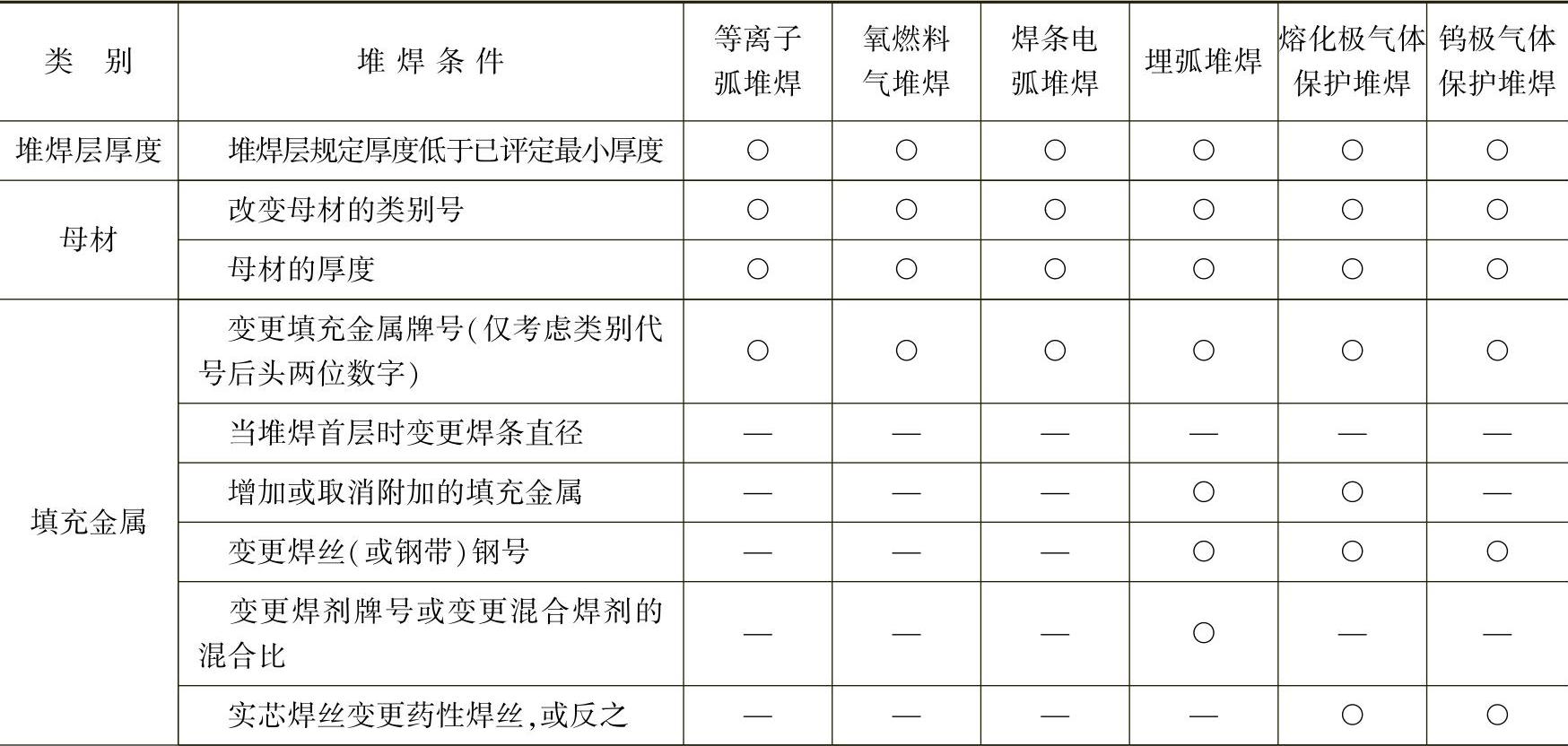
3)需重新评定的堆焊焊接条件按表8-7的规定。
表8-7 堆焊需要重新评定的焊接条件
(续)
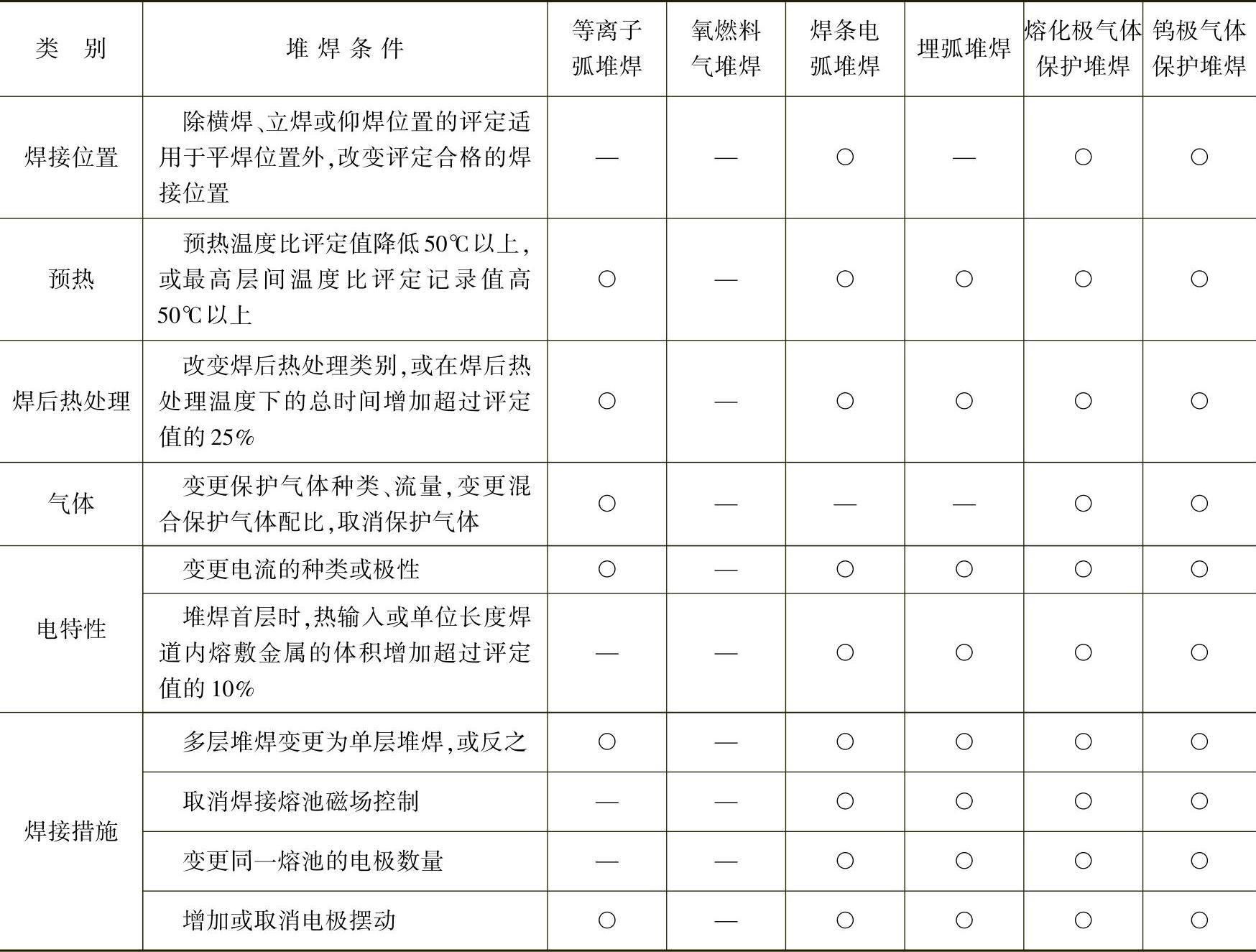
注:符号“○”表示需对该堆焊方法为重新评定的焊接条件。
4)当发生表8-7中的堆焊条件变更时,应重新进行堆焊工艺评定。其他因素变更,不需重新评定,但应重新编制堆焊工艺指导书。
2.堆焊过渡层
1)在母材为CrMo钢或CrMoV钢的情况下,可以堆焊过渡层,没有过渡层的应重新评定。
2)过渡层的材料应选择能防止裂纹产生及改善接头性能的18-8型、25-20型不锈钢焊接材料。过渡层材料改变时应重新评定。
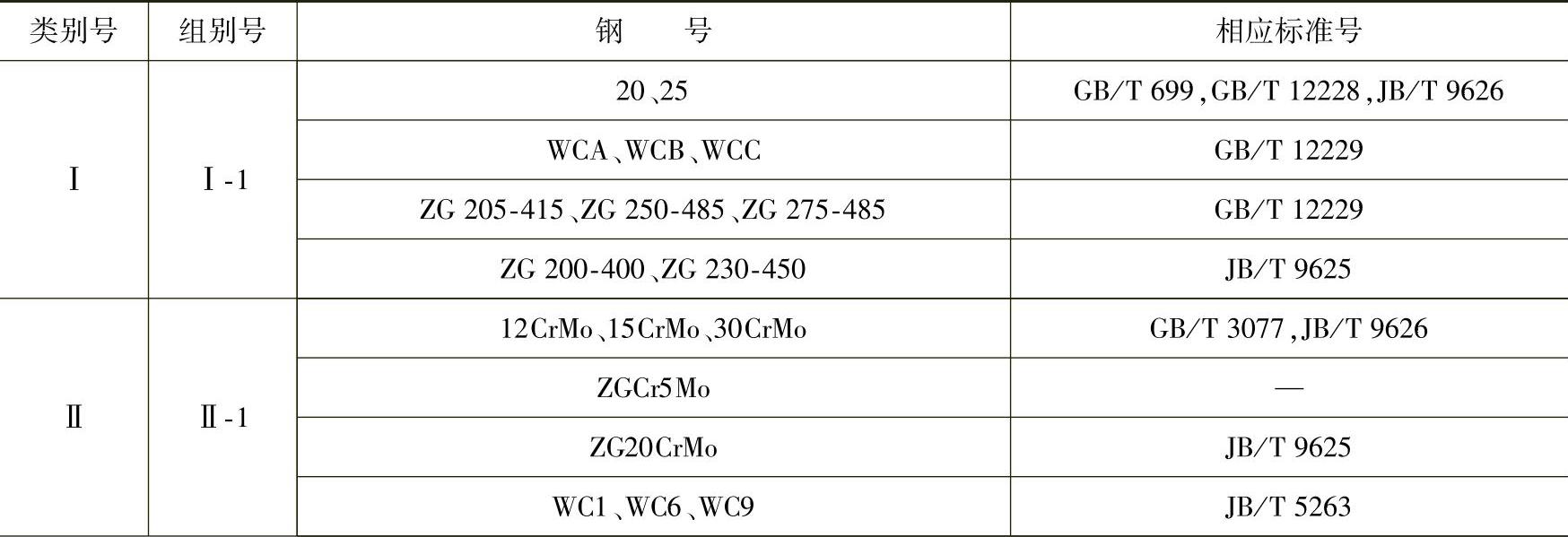
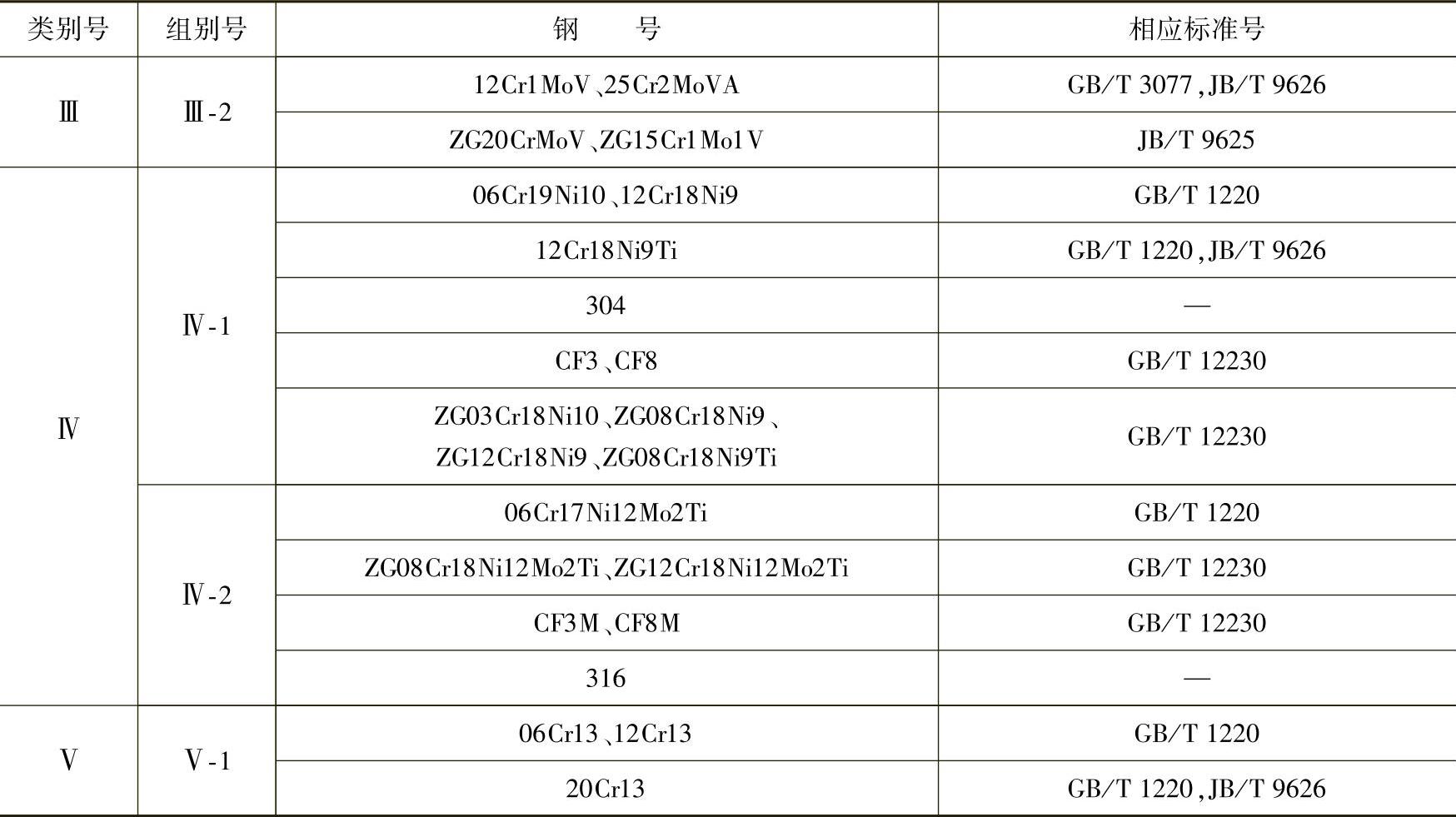
表8-8 母材分类分组表
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
3)过渡层的厚度。在焊接工艺指导书(WPS)中应规定当全部机加工和打磨完成后及随后的堆焊前,在产品过渡层堆焊件上应保留的过渡层的厚度,过渡层经机加工后厚度建议不小于2mm。
3.母材
1)根据母材的化学成分、力学性能和堆焊性能对母材进行分类分组,分类分组按表8-8的规定。
2)组别、类别评定规则:
①同组别号的母材的评定适用于同组别号的其他钢号母材。
②在同类别中,高组别号钢号母材的评定适用于低组别号钢号的母材。
③不同类别钢号的母材的评定不能适用。
3)未列入表8-8的钢号的评定规则:
①已列入国家标准、行业标准的钢号,根据其化学成分、力学性能和焊接性能确定归入相应的类别、组别中,或另分类别、组别;未列入国家标准、行业标准的钢号,应分别进行堆焊工艺评定。
②国外材料首次使用时应按每个钢号(按该国标准规定命名)进行堆焊工艺评定。当已掌握该钢号堆焊性能,且其化学成分、力学性能与表8-8中某钢号相当,且某钢号已进行过堆焊工艺评定时,该进口材料可免作堆焊工艺评定。
4.焊后热处理
1)焊后热处理的评定适用于焊后热处理。焊后热处理要求按焊接工艺指导书(WPS)的规定。
2)改变焊后热处理类别,需重新评定堆焊工艺。
3)试件的焊后热处理应与焊件在制造过程中的焊后热处理基本相同,试件加热温度范围不得超过相应标准或技术文件规定。试件保温时间不得少于焊件在制造过程中累计保温时间的80%。
4)当试件基体厚度T小于25mm时,评定合格的焊接工艺适用于焊件基体厚度小于T;试件厚度T大于或等于25mm时,评定合格的焊接工艺适用于焊件基体厚度不小于25mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。