



(GB/T 984—2001)
1.尺寸
1)焊条尺寸应符合表8-5的规定。
表8-5 焊条尺寸 (单位:mm)
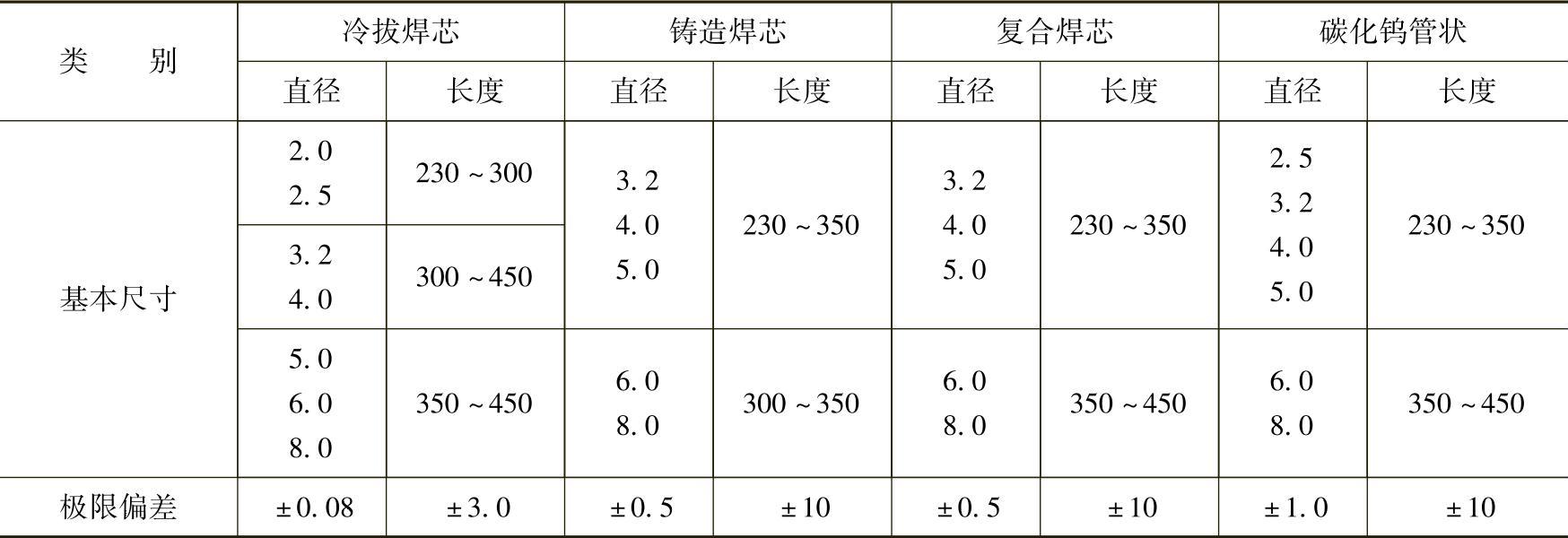
注:根据供需双方协议,也可生产其他尺寸的焊条。
2)焊条夹持端长度为15~30mm。
2.药皮
1)焊芯和药皮不应有影响焊缝质量均匀性的缺陷。
2)焊条引弧端药皮应倒角,焊芯端面应露出,但露芯长度应不大于2mm。
3)焊条偏心度应符合如下规定:
①对于冷拔焊芯的焊条,直径小于等于4.0mm的,偏心度应不大于7%;直径大于4.0mm的,偏心度应不大于5%。
②对于铸造焊芯的焊条,偏心度应不大于10%。
③对于其他焊芯的焊条,偏心度由供需双方商定。
偏心度的计算按GB/T 3375进行。
4)药皮应具有足够的强度,不应在正常的搬运和使用过程中损坏。
5)药皮应具有一定的耐潮性,不应在开启包装后很快吸潮而影响使用。
3.工艺性能
1)电弧应容易引燃,在焊接过程中燃烧平稳。药皮应均匀熔化,无成块脱落现象。焊接过程中,不应有过大、过多的飞溅。焊缝成形正常,熔渣容易清除。
2)熔敷金属不允许存在影响使用性能的缺陷。
4.熔敷金属化学成分(https://www.xing528.com)
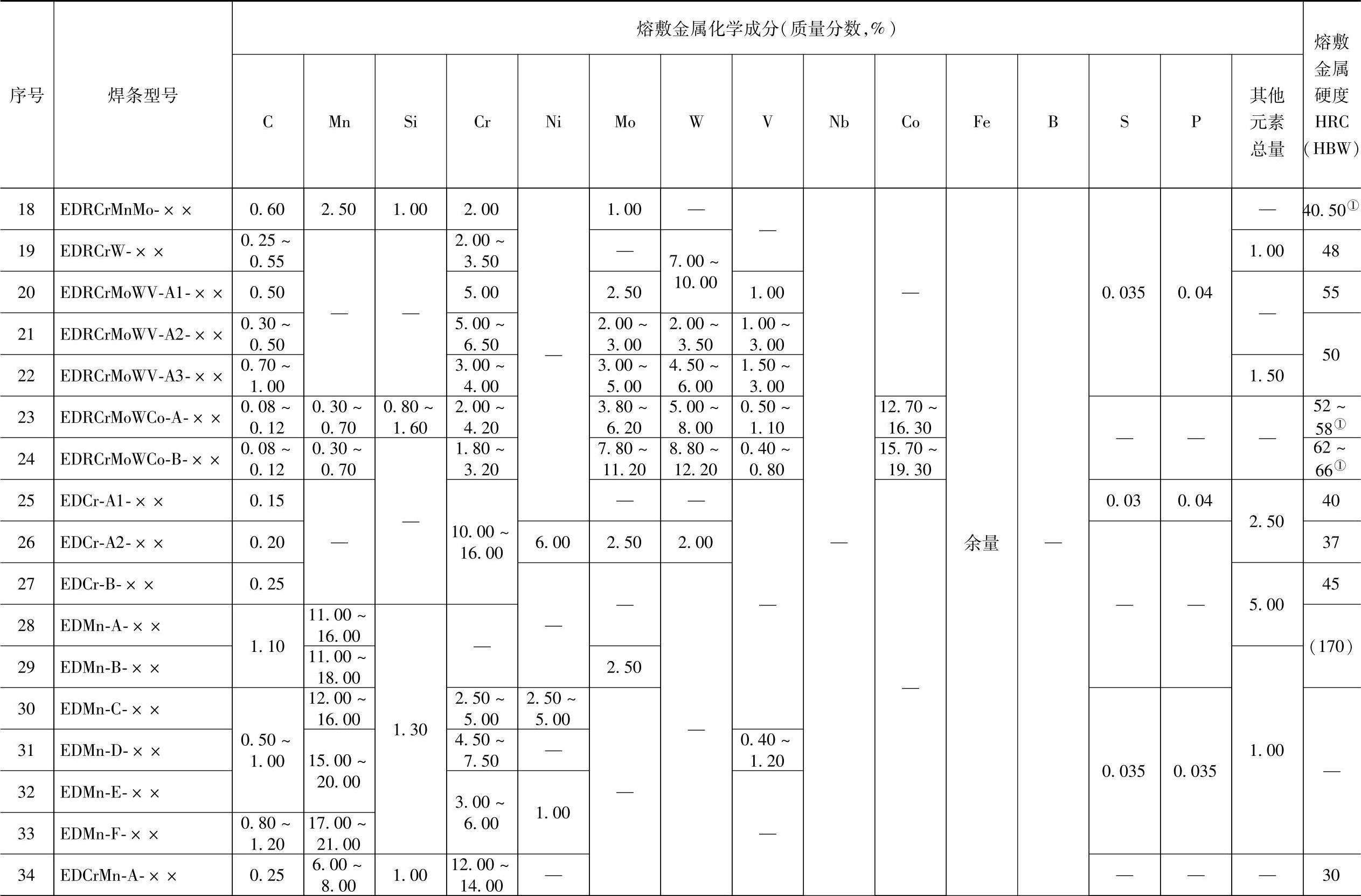
熔敷金属化学成分应符合表8-6的规定。
5.熔敷金属硬度
熔敷金属的硬度应符合表8-6的规定。
6.碳化钨管状焊条
1)芯部碳化钨粉的化学成分应符合表8-3的规定。
2)芯部碳化钨粉的粒度应符合表8-4的规定。
3)芯部碳化钨粉WC1和WC2的质量分数应为(60+4-2)%,WC3的质量分数由供需双方商定。
表8-6 熔敷金属化学成分及硬度

(续)
(续)

(续)

(续)

注:1.若存在其他元素,也应进行分析,以确定是否符合“其他元素总量”一栏的规定。
2.化学成分的单位均为最大值。硬度的单位均为最小平均值。
①为经热处理的硬度值,热处理规范在说明书中规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。