



1.单面焊
单面焊常用于14mm以下中、薄板的对接焊。焊件不开坡口,只留一定间隙,背面采用焊剂垫或焊剂-铜垫板来完成单面焊双面成形;有些情况下也采用焊后应力状态较差的钢垫板或锁口接头,如图7-24所示。单面焊双面成形工艺参数见表7-29。
表7-29 单面焊双面成形工艺参数
(续)

2.双面焊
双面焊适用于中、厚板的焊接。留间隙双面焊的第一面焊缝在焊剂垫上焊接,也可以在焊缝背面用水玻璃粘贴一条宽约50mm的纸带,承托焊接时流入装配间隙中的焊剂,起衬垫作用。焊接工艺参数应使两面焊缝有2~3mm的重叠。为减小焊缝余高h0,焊第二面焊缝前可用碳弧气刨刨出一条一定深度的沟槽,如图7-25所示。
对不宜采用较大热输入的钢材或厚度较大的焊件,可采用开坡口焊接。表7-30为留间隙双面焊工艺参数,表7-31为开坡口双面焊工艺参数。
当无法采用焊剂垫时,则只能用悬空埋弧焊来进行焊接。焊接坡口应尽量采用机械加工制成,并要保证焊接装配间隙小于1mm。悬空埋弧焊焊接工艺参数见表7-32。
3.厚板焊接
埋弧焊厚板焊接多采用双面焊。纵焊缝尽可能开对称坡口,厚度大于40mm的环焊缝可采用有打底焊的U形坡口,如图7-26所示。厚板深坡口焊接规范见表7-33。
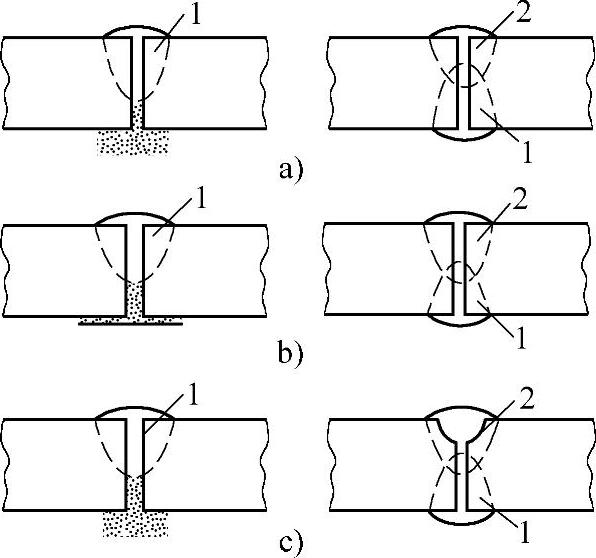
图7-25 留间隙双面焊
a)焊剂垫 b)用纸带承托焊剂 c)用碳弧气刨刨出内槽
1—第一面焊 2—第二面焊
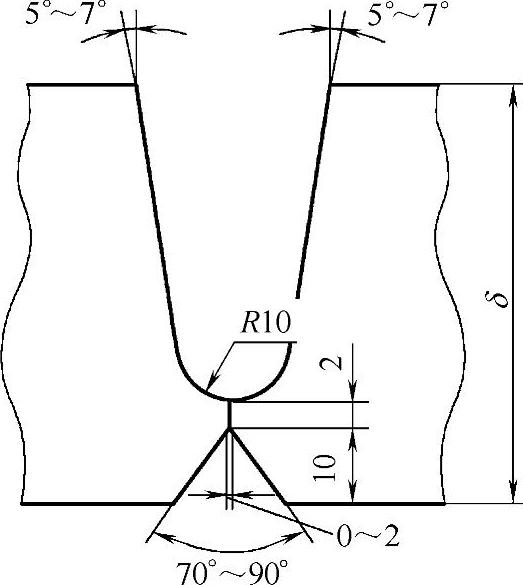
图7-26 厚板环焊缝深坡口形式
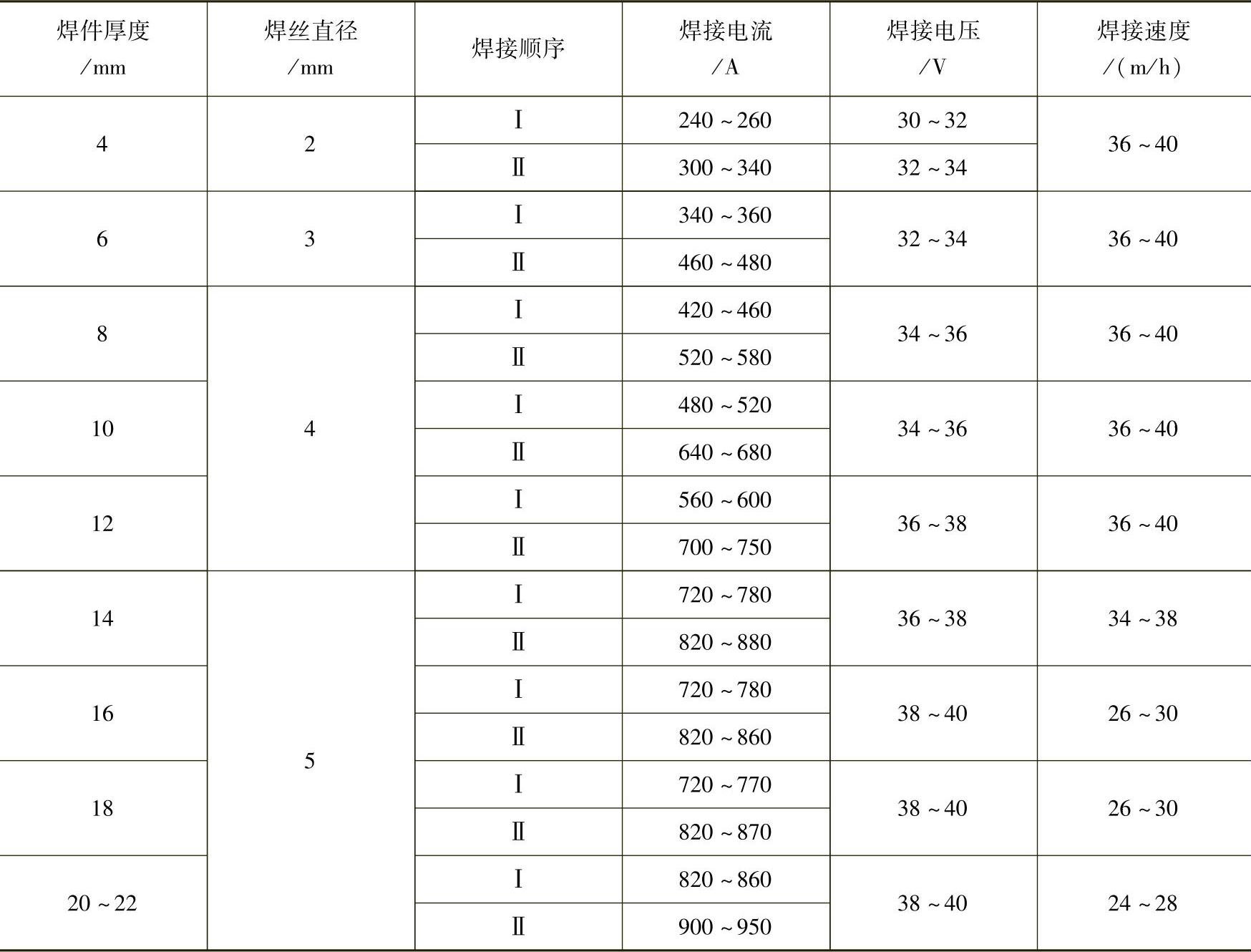
表7-30 留间隙双面焊工艺参数①(https://www.xing528.com)
①焊丝-焊剂型号为F4A2-H08A,焊丝直径5mm。
表7-31 开坡口双面焊工艺参数
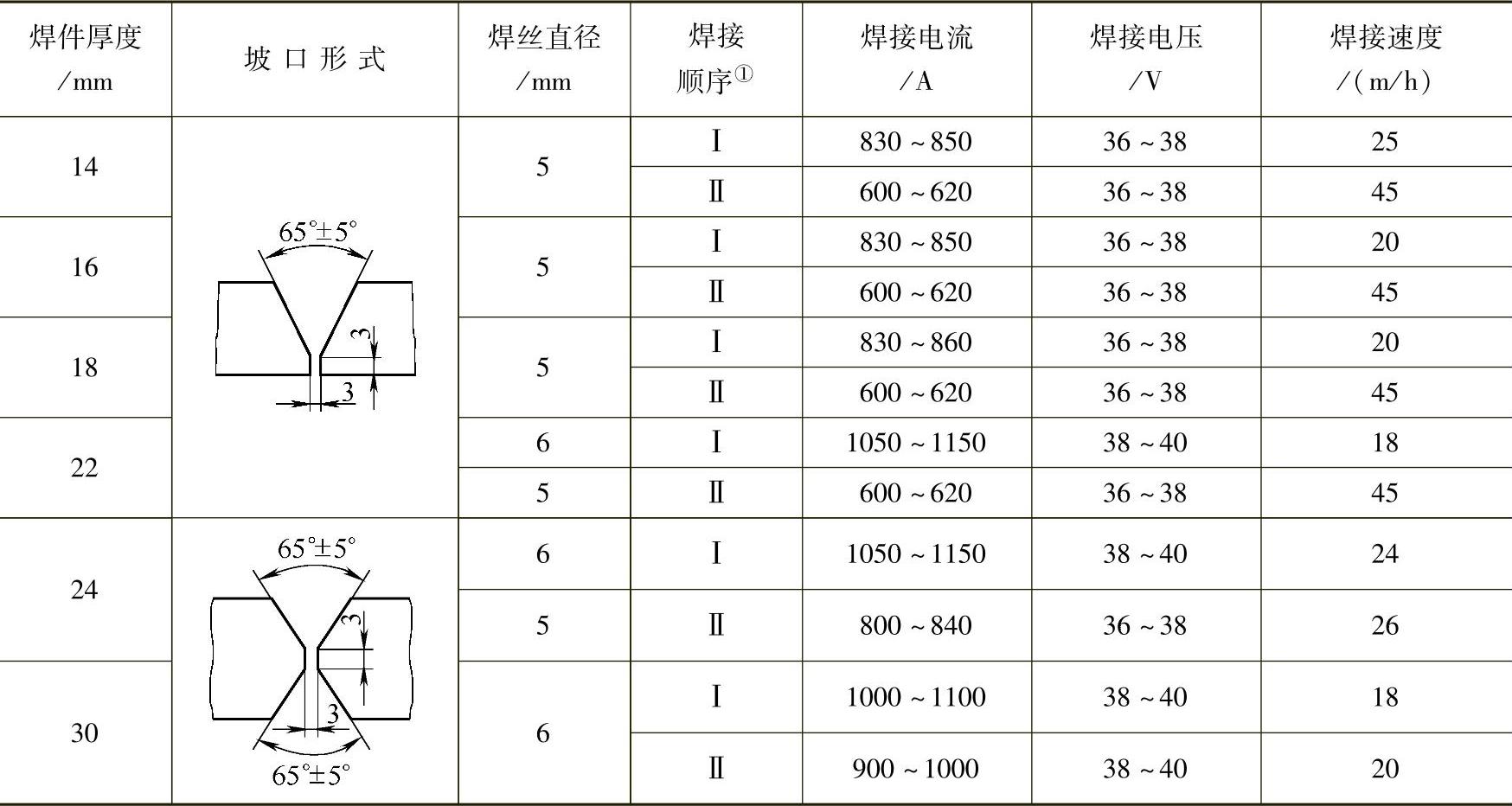
①焊缝Ⅰ在焊剂垫上焊接,每面焊一层。
表7-32 悬空埋弧焊焊接工艺参数
注:直流反接,焊件厚度≥16mm,开60°V形坡口,钝边6~8mm。
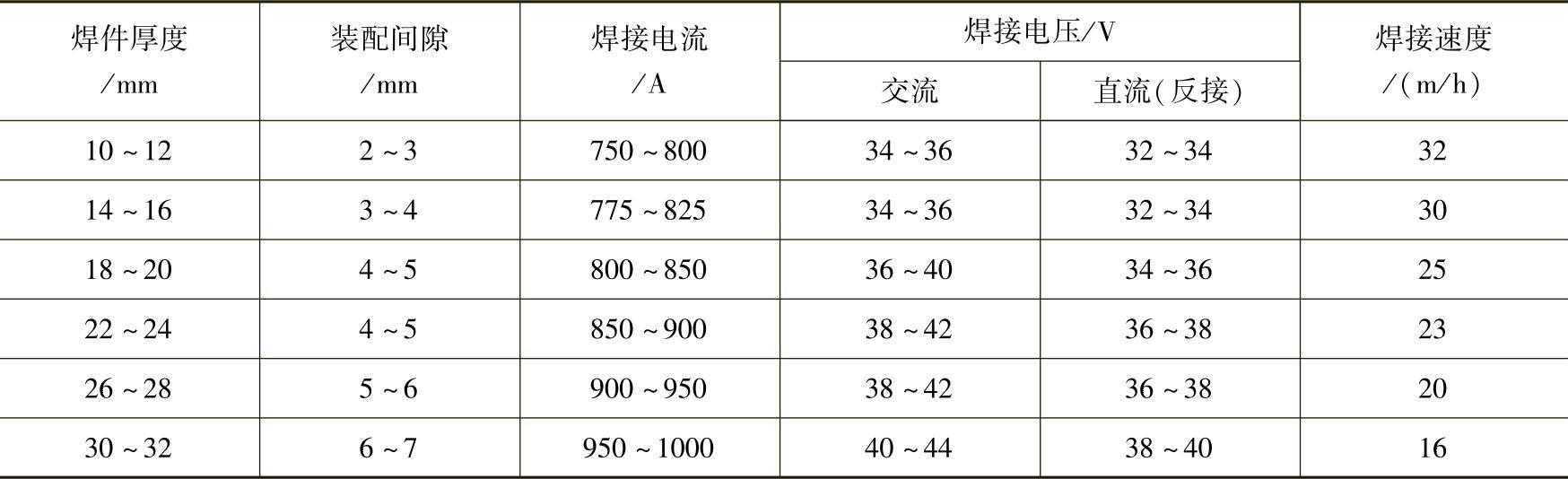
表7-33 厚板深坡口焊接规范

4.薄板焊接
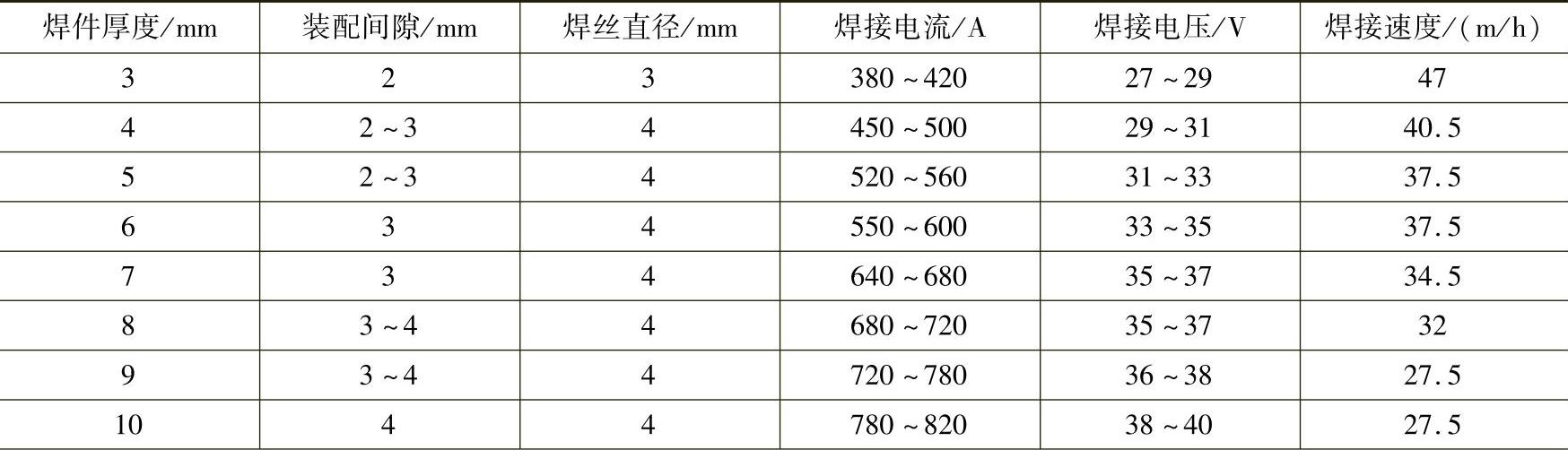
埋弧焊薄板焊接采用细直径焊丝及较细颗粒焊剂,对装配要求严格,最好在装有焊剂-铜垫板的电磁平台上焊接,焊接过程中应设法保持工艺参数稳定。表7-34为薄板焊接工艺参数。
表7-34 薄板焊接工艺参数
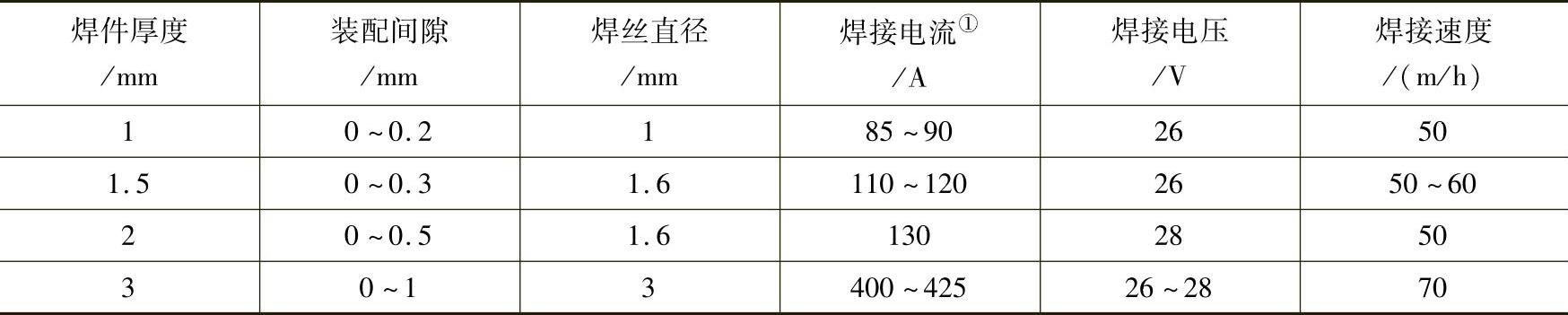
①直流反接。
5.环缝焊接
环缝焊接时,为防止熔池中液态金属和熔渣从转动的焊件表面流失,焊丝位置要偏离焊件中心线一定距离,如图7-27所示。其中,a值随焊件直径减小而增大,可根据焊缝成形确定a值是否合适。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。