



阀体环焊缝埋弧焊设备主要由埋弧焊机、固定龙门架(或单臂焊接操作机)、焊剂输送回收机、电气控制系统和焊接滚轮架等组成,如图7-4所示。
1.固定龙门式焊接机
固定龙门式焊接机的龙门架由立柱、平台、横梁、横梁小车、焊头调整机构和扶梯等组成,如图7-5所示。
1)立柱1由四根矩形钢管焊接、切削加工而成。两根立柱上安装有导轨,横梁在立柱导轨上作上下直线运动。
2)横梁6由一根矩形钢管经焊接、切削加工而成。横梁上安装有直线导轨及齿条。横梁升降采用链条传动,以实现横梁的大范围升降,并满足NPS18~NPS56各种公称尺寸全焊接固定球球阀焊接的需求。
3)横梁小车4由交流电动机通过减速器沿着横梁轨道作直线横向运动。调整滑板、焊接机头、焊丝盘等安装在横梁小车上。

图7-4 全焊接固定球球阀环焊缝焊接机
1—焊丝盘 2—横向轨道 3、20—电动平车 4—轨道 5—KT-60滚轮架 6—NPS56阀体 7—焊枪 8—MZ埋弧焊机 9—双向校直机构 10—小料斗 11—焊剂料斗 12—升降机构 13—龙门机架 14—护栏 15—焊接电源 16—药剂回收输送机 17—电控箱 18—NPS 18阀体 19—KT-20滚轮架 21—横向轨道 22—扶梯 23—三维调整机构
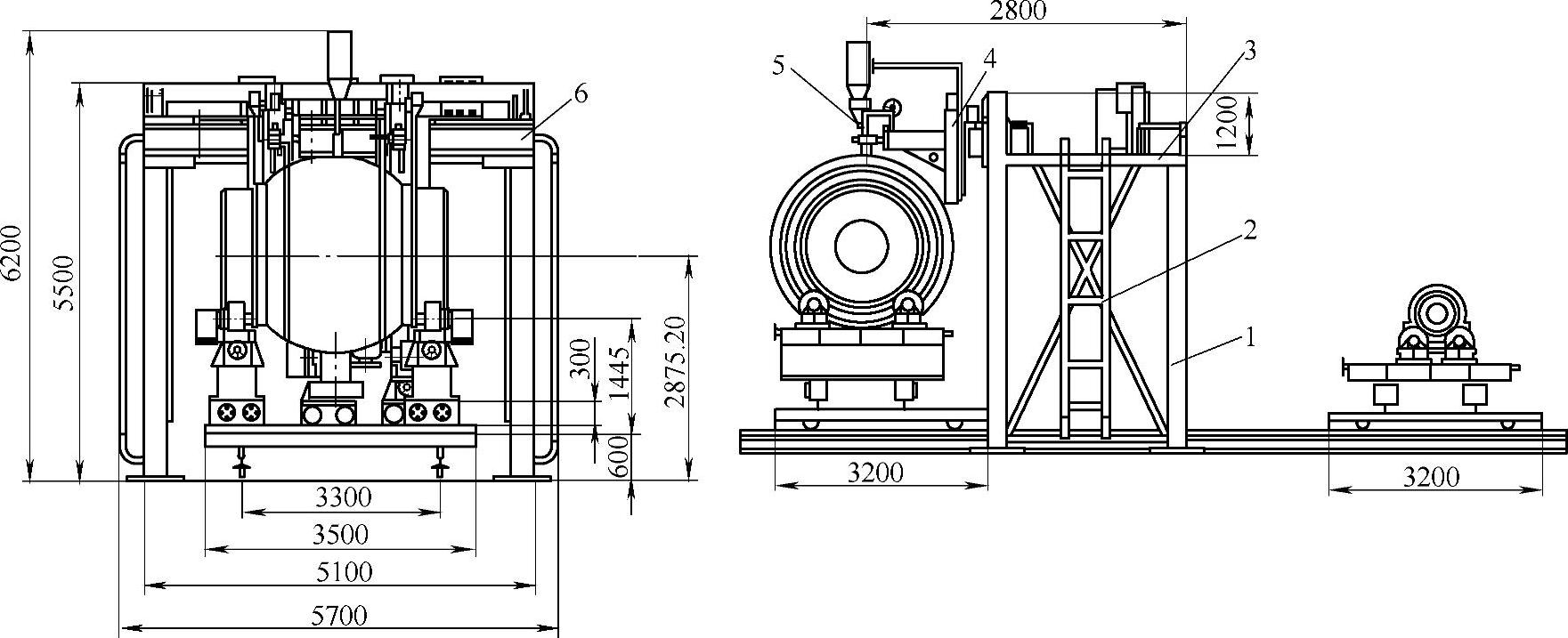
图7-5 龙门架结构
1—立柱 2—扶梯 3—平台 4—横梁小车 5—焊头调整机构 6—横梁
4)焊头调整机构5由一套微调三维滑板组成。焊接机头安装在十字滑板上。焊枪位置的调节通过粗调和微调机来实现焊枪对焊缝的控制,x向和y向调节范围为100mm,z向调节范围为200mm。该结构能满足对全焊接固定球球阀不同公称尺寸的焊接。另外,在焊接过程中,焊枪角度还可根据焊道情况进行±45°手动微调,焊剂漏斗y向和z向可微幅调节30mm,从而有效保证焊接质量。
5)平台3由横钢焊接而成,上面铺设花纹钢板,用于放置焊接电源和回收机等设备。
6)扶梯2设置能方便操作人员上下平台。
2.埋弧焊机
埋弧焊机采用MZ-630型埋弧焊机,配用电源为NB-630型。焊接机头如图7-6所示,主要由焊枪水平及垂直微调机构、焊枪手动前后微调机构、双向校直送丝机构、机头横向移动机构及焊剂漏斗手动微调机构等组成。焊枪头上装有焊剂防落的挡板,挡板的尺寸根据工件大小确定。焊枪上提供连接点,方便挡板的更换,NPS18~NPS56各种公称尺寸可使用同一把焊枪。
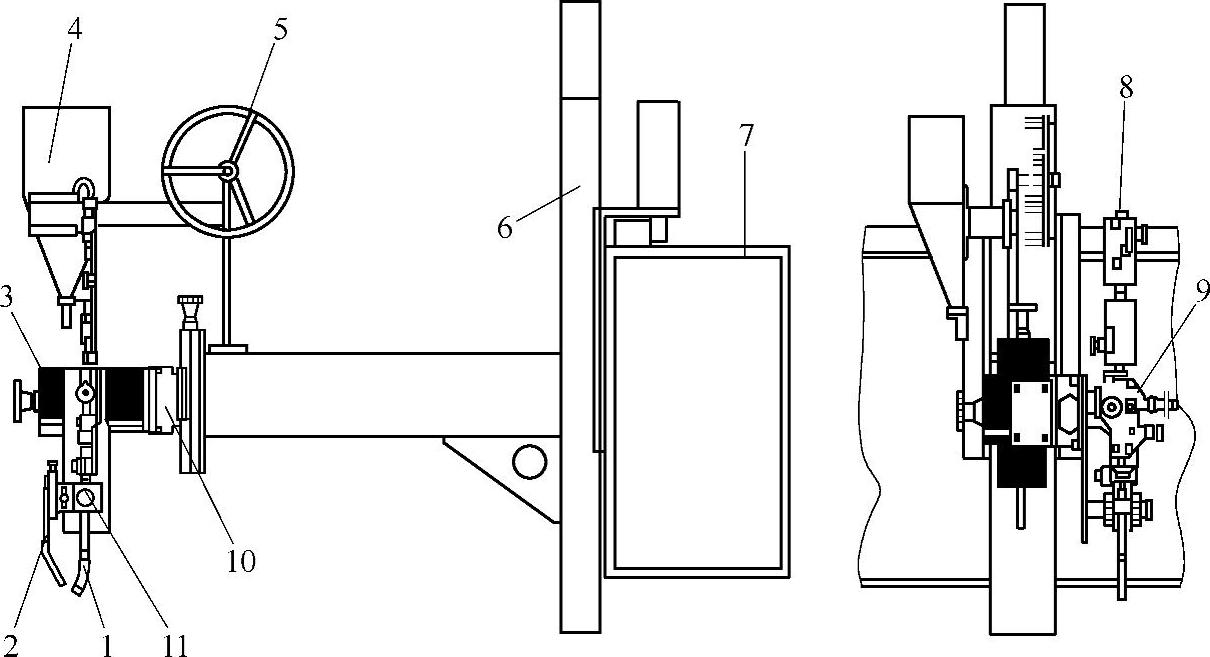
图7-6 焊接机头
1—焊枪 2—焊剂漏斗 3—焊枪前后微调滑板 4—焊剂斗 5—20kg焊丝盘 6—垂直升降机构 7—横梁 8—双向校直机构 9—MZ-630焊机机头 10—十字手动滑板 11—手动旋转装置
焊枪回转角度的调整采用手动调节蜗轮蜗杆的形式。可根据焊道情况调节焊接导电嘴的角度。
焊接机头上配有实现模块化的双校直送丝机构及焊丝盘固定装置,设置焊丝两个方向的校直机构,可满足细丝(ϕ1.6mm)的焊接需求。
焊接电源线和控制电线的安装方式采用拖链形式。
3.焊剂输送机
焊剂输送机采用标准的焊剂回收机。通过利用两滚轮架间下方的狭小空间设置安装一个托盘,用于盛放焊接时漏下来的焊剂和焊渣,焊剂漏下后在托盘内通过滤网分离焊剂、焊渣,焊剂落在托盘内由人工送入烘干装置,再从烘干装置送入焊剂斗形成一个循环,有效地解决了焊剂输送的问题。
焊剂回收的接料斗采用两个独立的上下、左右可调节的支架,方便不同工件、不同位置的焊剂回收。支架的调节通过手工进行,如图7-7所示。

图7-7 可调节焊剂回收斗示意图
1—工件 2—软管 3—三通接头 4—可调接斗
4.焊接滚轮架
工件的装夹和转动采用焊接滚轮架的形式,可实现对NPS18~NPS56各种公称尺寸的调节。阀体的径向调节采用丝杠结构,自动对中;轴向采用滚轮轨道手动调节及锁紧,装夹便利、可靠。为了适用不同公称尺寸的阀体,焊接滚轮架采用KT-20/60可调式滚轮改装而成,并加装轴向防窜动机构和自锁机构,保证了工件滚动时的稳定性,大大提高了焊接质量。
KT-20/60防窜动型可调式滚轮架如图7-8所示。
为使KT-20/60滚轮架顺利进入龙门架(或单臂焊机操作机),在两套滚轮架底部各设一台平车,相应的主从滚轮架同放在一台平车上,使每套滚轮架成为一整体。两台平车共用一套轨道,采用380V交流电动机恒速驱动,电线用钢制拖链布置走线。平车车轮选用标准起重机行走轮,耐用可靠。(https://www.xing528.com)
5.电气控制系统
电气控制系统可以将龙门焊机架部分、埋弧焊机部分和焊接滚轮架部分三套控制系统集中在一个系统上,实现三位一体控制。
该三位一体控制系统分为四部分:焊接龙门机架部分、焊机部分、焊接滚轮架和焊剂回收机部分。所有的电气控制元件分别安装于电气控制柜及操作控制箱中。
1)电气控制柜(固定在龙门架上)的操作界面包括:电源总开关的起动、停止及指示,平车的行走控制,横梁的上下控制和滚轮架的手动控制等。
2)操作控制柜(固定在焊接机头旁)的操作界面包括:焊接操作,平车的行走控制,滚轮架的手动与联动操作,横梁的上下控制,机头十字拖板的操作,回收机的操作,焊接时电流、电压的显示及急停控制。
整个系统采用可编程序控制器(PLC)控制,从而实现整套设备各运动部件的整体控制。
3)龙门机架控制包括:
①龙门横梁升降采用恒速交流电动机控制。
②横梁小车采用交流电动机变频调速控制。
③以上控制电缆均采用拖链方式固定移动。
4)滚轮架采用交流电动机变频调速控制。为了有效地控制在滚轮架转动时焊接突然停止(此时焊丝粘住工件,导致工件带动焊枪,使其损坏),在控制上加装了保护控制系统。
5)焊剂回收输送系统采用人工控制方式开启及关闭。
6)焊机。有两套焊机的控制面板安装在同一个操作面板上,只需一名操作工就可以实现联机操作。
7)数字显示。电流、电压和速度表全部采用数字显示。数字显示表独立安装、方便拆卸。
6.设备技术参数
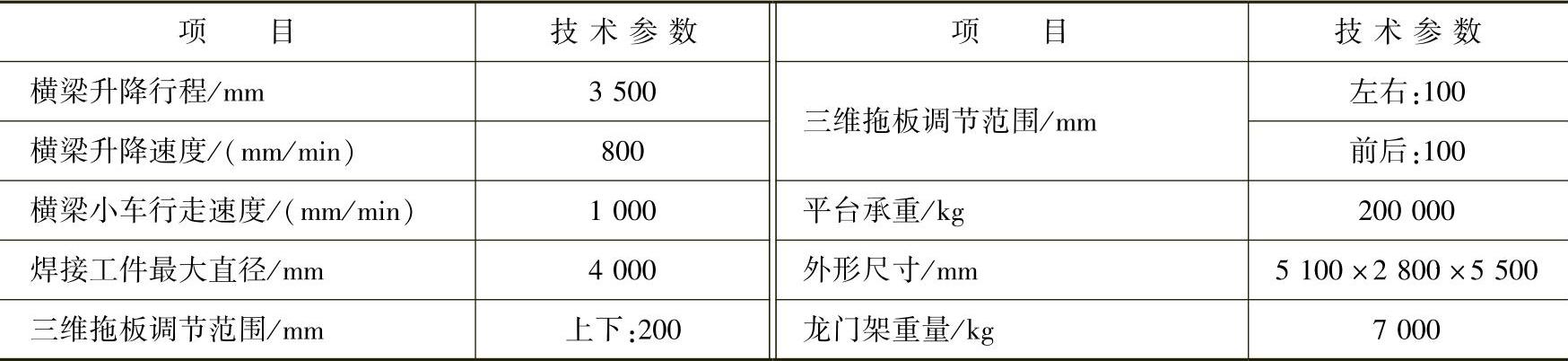
1)固定式龙门架技术参数见表7-1。

图7-8 KT-20/60防窜动型可调式滚轮架
表7-1 固定式龙门架技术参数
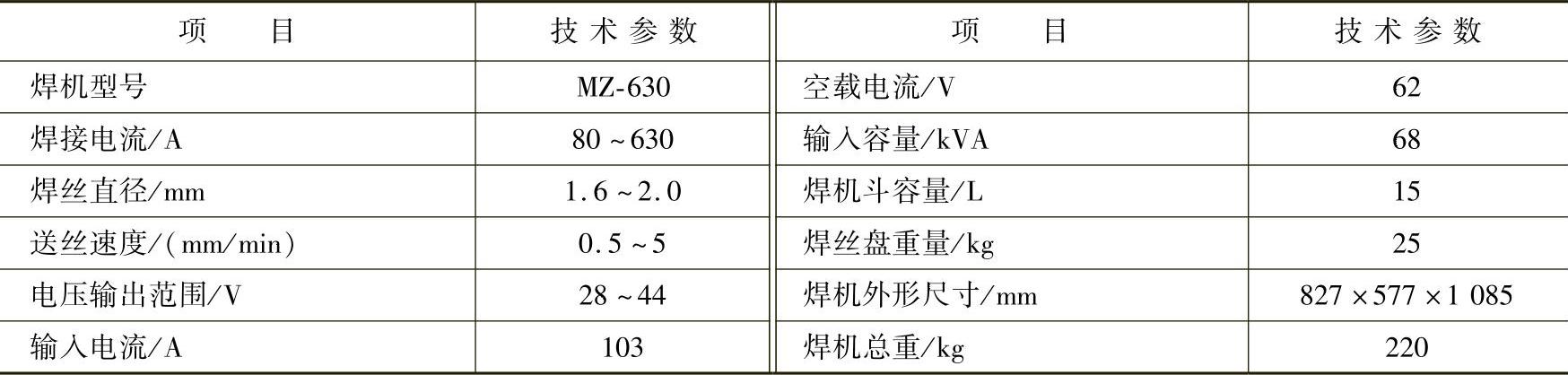
2)埋弧焊机技术参数见表7-2。
表7-2 埋弧焊机技术参数
3)焊剂输送回收机技术参数见表7-3。
表7-3 焊剂输送回收机技术参数

4)KT-20滚轮架技术参数见表7-4。
表7-4 KT-20滚轮架技术参数

5)KT-60滚轮架技术参数见表7-5。
表7-5 KT-60滚轮架技术参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。