



坡口准备是根据板厚和结构情况而定。常见的对接接头坡口形式如图6-9所示。
薄板对接接头可以用卷边焊接的方法一次焊透;板厚为6~25mm时,建议采用V形坡口;板厚大于12mm时,则可采用双V形坡口。
其他的接头形式如图6-10所示。
为了保证良好的背面形成,焊接薄板时都要使用垫板。一般用奥氏体不锈钢作为垫板,且垫板不与接头对缝处贴紧,以免焊不透、焊缝背面成形不良或产生缺陷。垫板可以稍留槽隙,如图6-11a所示。垫板形状如图6-11b所示。山形对接接头的背面不与垫板直接接触,可以采用平垫板,如图6-11c所示。如果在垫板的气隙中通入保护气体,则更有利于形成圆滑的背面焊道。
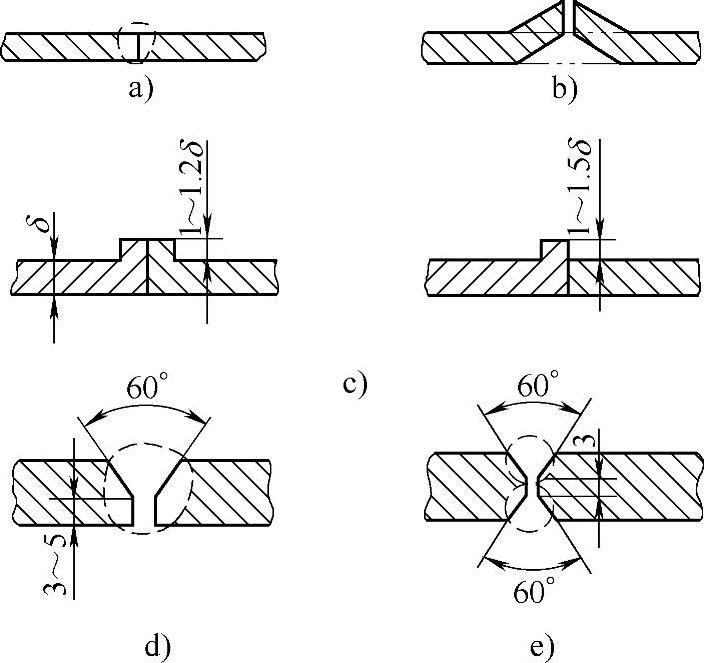
图6-9 对接接头坡口形式
a)I形坡口 b)山形接头I形坡口 c)卷边坡口 d)V形坡口(带钝边) e)双V形坡口
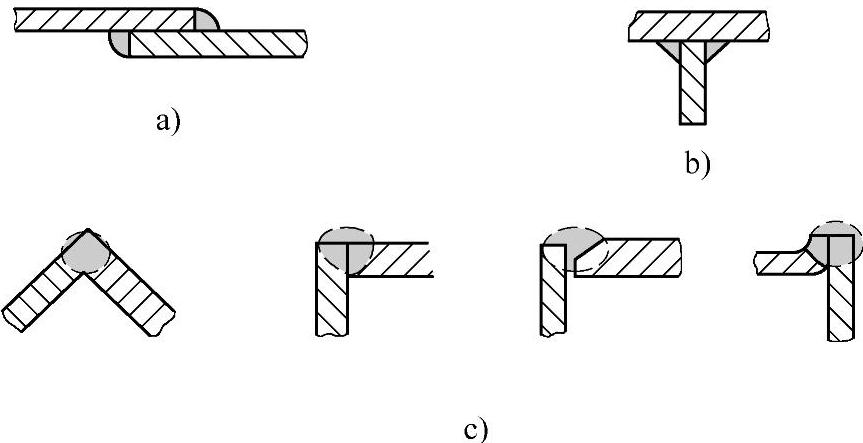
图6-10 其他接头形式
a)搭接接头 b)T形接头 c)角接接头
焊接管子时,焊缝背面往往不能采用垫板,如有必要,可采用气垫的形式(图6-12),也可以用玻璃质软带或其他带条贴在焊缝的背面,起反面保护作用。
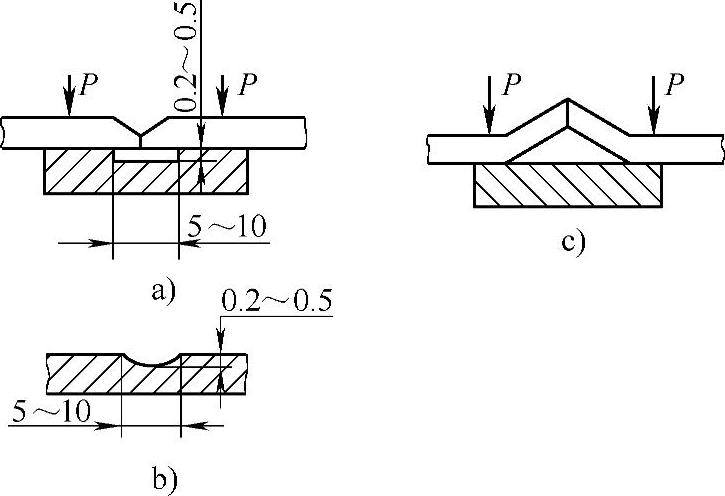
图6-11 薄板焊接垫板示意图
a)垫板不与接头对缝贴紧,稍留槽隙 b)垫板形状 c)山形对接接头的背面不与垫板直接接触
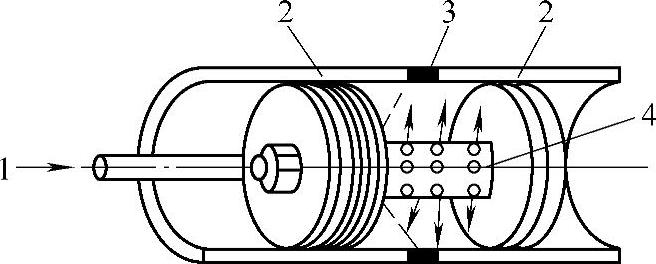
图6-12 焊接管子时背面气体保护示意图
1—气体进入 2—焊接的工件 3—焊缝 4—出气孔
 (https://www.xing528.com)
(https://www.xing528.com)
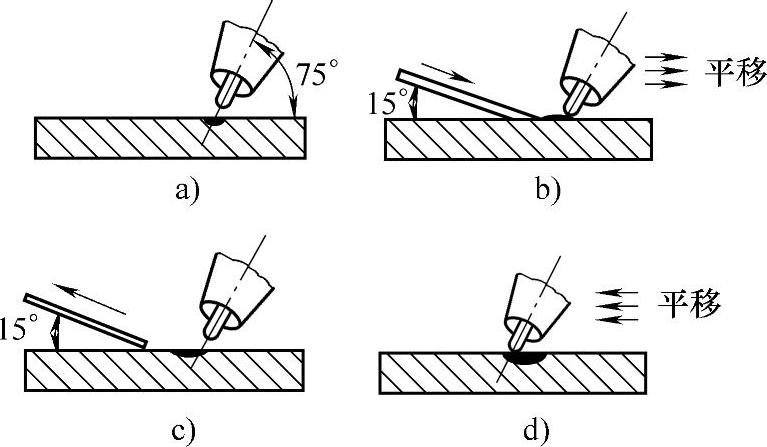
图6-13 填丝动作示意图
a)焊枪与水平成75°起弧b)与水平成15°角填入焊丝,同时焊枪向右水平移动 c)焊丝与水平成15°角后撤 d)同时焊枪向左水平移动
手工钨极氩弧焊填充焊丝时,必须等母材熔融充分后再填丝,以免造成金属不熔合。填丝时应沿与工件表面成15°角的方向敏捷地从熔池前沿点进焊丝(此时焊枪喷嘴可稍向后平移一下),随后撤回焊丝,重复动作,如图6-13所示。
填丝时不应把焊丝直接放在电弧下面,如图6-14a所示;把焊丝抬得过高也是不适宜的,不应让熔滴从焊丝端头滴下,如图6-14b所示;更不允许在焊缝横向来回搅动,因为这样会影响母材的熔化,增加焊丝和母材氧化的可能性,破坏气体保护。正确地填丝方法是在电弧前沿熔池边缘点进,如图6-14c所示。撤回焊丝时,切记不要让焊丝的端头脱离气体保护区,以免焊丝端头发生氧化,致使在下次点进时又将氧化了的焊丝端头带入熔池,造成氧化物夹渣。焊接有色金属时,更要特别注意。
立焊时,填丝的点进方向如图6-15所示。
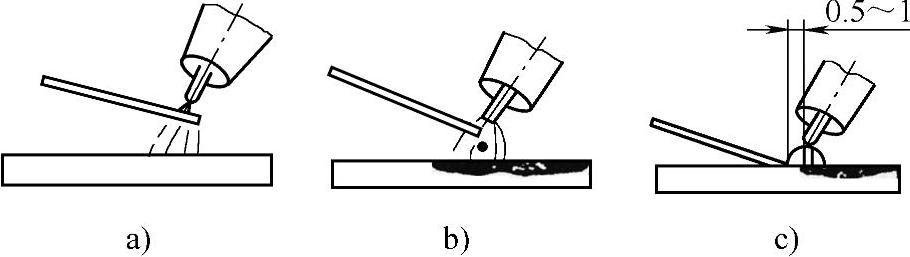
图6-14 焊丝点进的位置
a)、b)不正确 c)正确
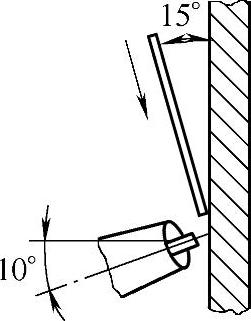
图6-15 立焊时的填丝方向
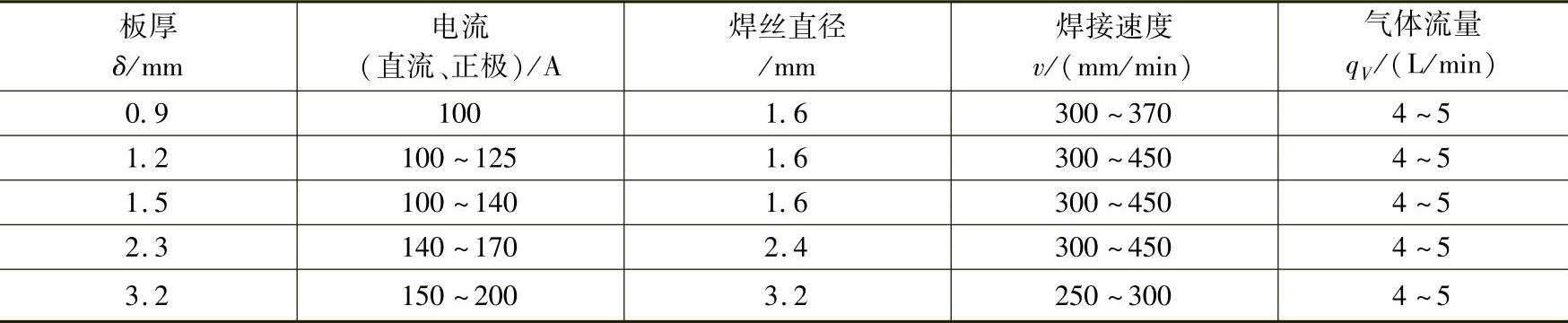
对不同材料、不同厚度及不同接头形式,所采用的焊接规范是不一样的。表6-28~表6-30分别列出了几种常见材料的常用焊接规范。
表6-28 铝合金对接接头TIG手弧焊规范
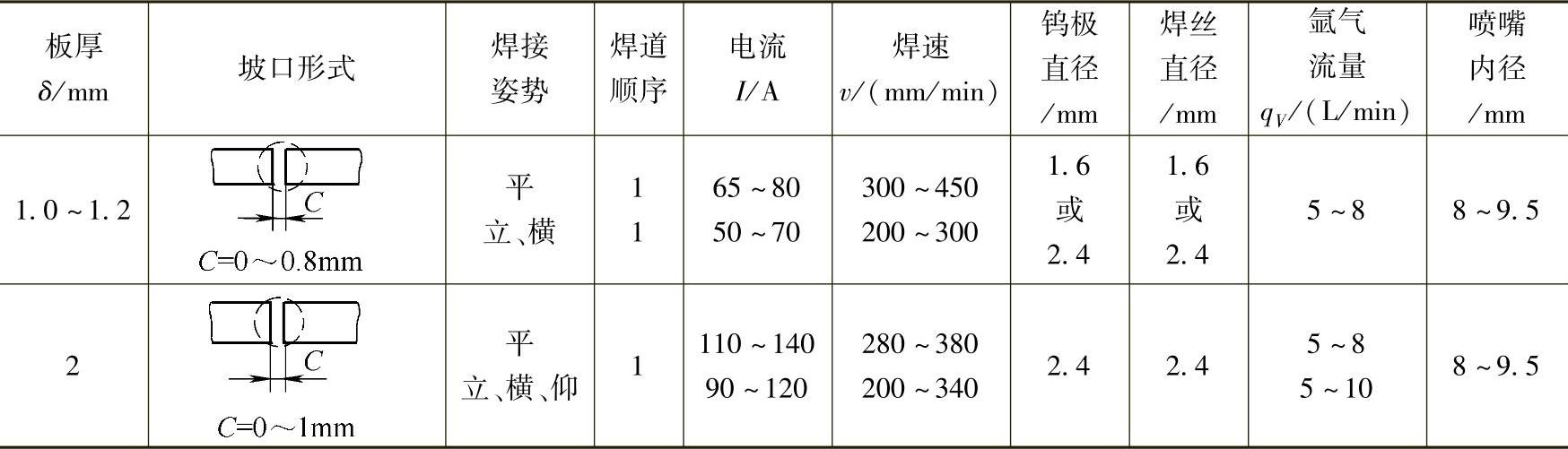
表6-29 不锈钢对接接头TIG手弧焊焊接规范
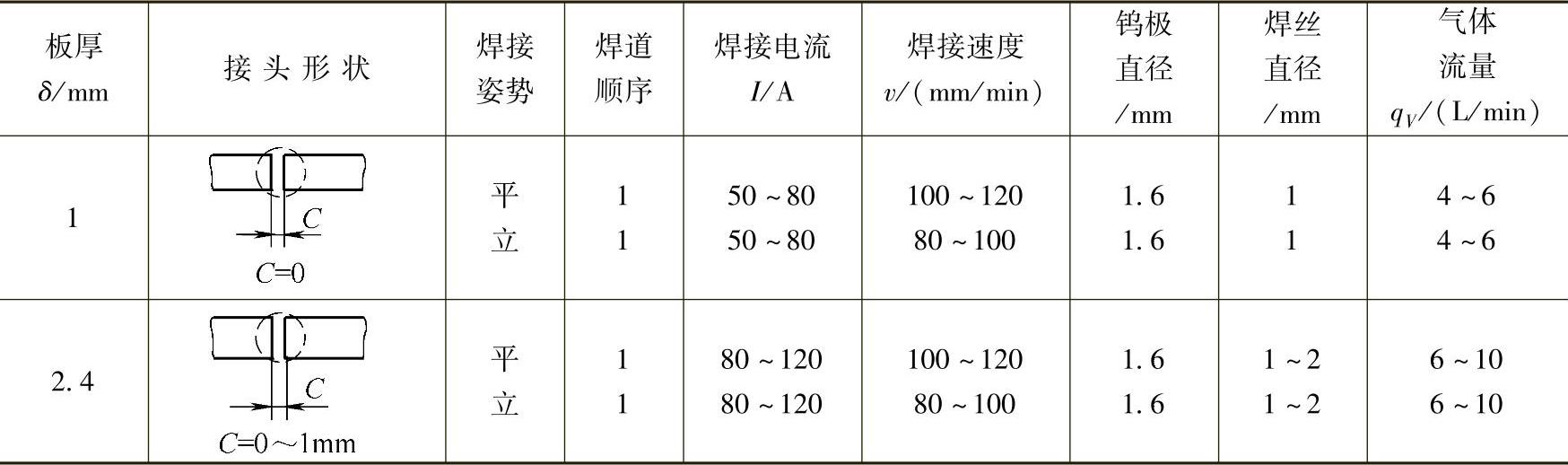
表6-30 普通钢对接接头TIG手弧焊规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。