



1.氩弧焊焊枪
(1)氩弧焊焊枪的作用
氩弧焊接必备工具是焊枪或称焊炬,其作用如下:
1)装夹钨极。
2)传导焊接电流。
3)输出保护气体。
4)启动或停止整机的工作系统。
优质的氩弧焊枪应能保证气体均匀喷出,气流挺度良好,抗干扰性强,并能满足焊接工艺要求。
(2)氩弧焊焊枪分类
1)按不同电极类别可分为钨极氩弧焊焊枪和熔化极氩弧焊焊枪两种。
2)按操作方式可分为手工、自动钨极氩弧焊焊枪和半自动、自动熔化极氩弧焊焊枪四类。
3)按冷却方式可分为水冷式和气冷式氩弧焊焊枪两类。
(3)氩弧焊焊枪的结构型式和技术参数
手工钨极氩弧焊焊枪由枪体、钨极夹头、夹头套筒、绝缘帽和喷嘴等几部分组成。焊枪型号的编制方法及含义如下:
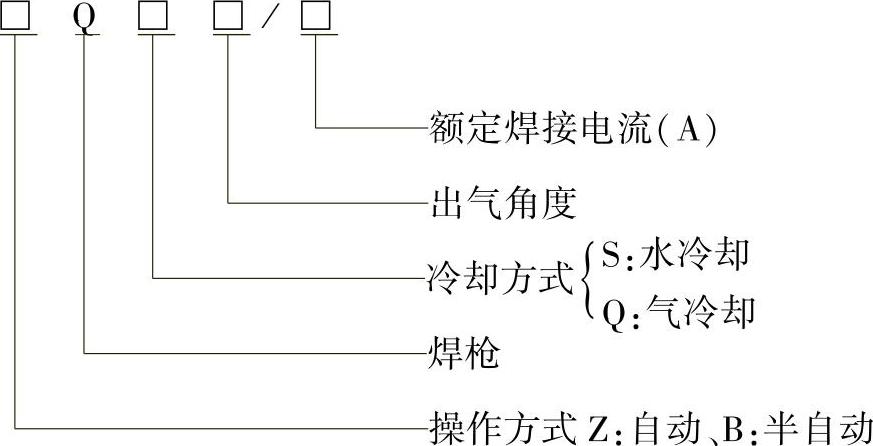
其中,出气角度指焊枪把和工件平行时,保护气体喷射方向和焊接方向之间的夹角。
(4)水冷式系列手工氩弧焊焊枪的特点
1)该系列焊枪采用循环水冷却的导电枪体及焊接电缆,这样可以增大导电部件的电流密度,并减轻重量,缩小焊枪体积,所以水冷式系列焊枪一定有冷却水的进、出水管。
2)钨极是借轴向压力来紧固的,通过旋电极帽盖,可使电极夹头紧固或放松,因此装卸钨极很容易。
3)每把焊枪带有2~3个不同孔径的钨极夹头,可配用不同直径的钨棒,以适应不同焊接电流的需要。
4)每把焊枪各带高、矮不同两个帽盖,可适用于不同长度的钨棒(最长160mm)和不同场合的焊接。
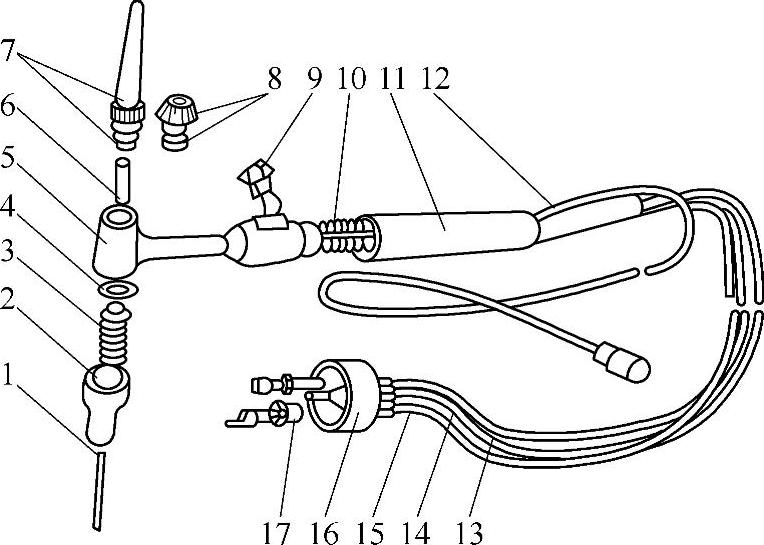
图6-6 QS-85°/250型水冷式氩弧焊枪分解图
1—钍钨极 2—陶瓷喷嘴 3—导流件 4、8—密封圈 5—枪体 6—钨极夹头 7—盖帽 9—船形开关 10—扎线 11—把手 12—插头 13—进气皮管 14—出水皮管 15—水冷缆管 16—活动接头 17—水、电接头
5)出气孔是一圈均布的径向或轴向小孔,其可使保护气体喷出时形成层流,有效地保护金属熔池不被氧化。
6)焊枪手把上装有微动开关、按钮开关或船形开关,可避免操作者因手指的过度疲劳和失误而影响焊接质量。
7)为保证使用时安全可靠,必须保证冷却水顺利通过,并接好电缆线和接通水管。
QS-85°/250型水冷式氩弧焊枪结构如图6-6所示。
(5)气冷式(自冷式)系列手工钨极氩弧焊焊枪的特点(https://www.xing528.com)
1)本系列焊枪是直接利用保护气流带走导电部件热量的一种焊枪。这种焊枪设计时适当地减小了导电部件的电流密度,因此没有冷却系统,相对地减轻了焊枪的重量。特别适用于无水地区或水易冻结的寒冷地区。
2)焊枪内只有一根进气管,它包裹着电缆,因此结构简单,接管线方便。
3)用QQ型焊枪时,应避免超载使用。一般应对照焊接电源上的负载持续率来选用有效电流。
4)当连续用较大电流进行焊接时,宜配备两把焊枪轮换使用,以延长焊枪寿命。
QQ-85°/150-1型气冷式氩弧焊焊枪的结构如图6-7所示。
(6)手工钨极氩弧焊焊枪的选用
选用手工钨极氩弧焊焊枪时应考虑以下几个因素:焊接材料、工件厚度、焊接层次、焊接电流的极性接法、额定焊接电流及钨极直径、焊接坡口的形式、焊接速度和经济性等。
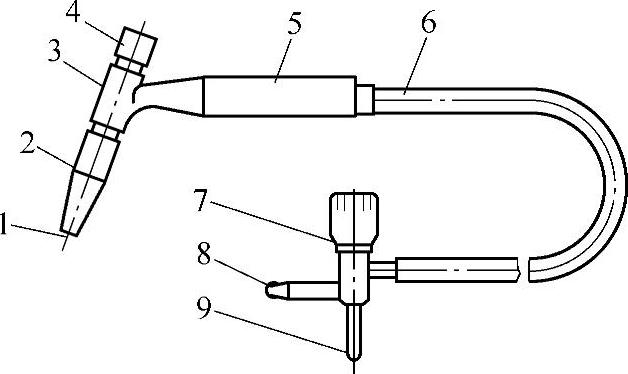
图6-7 QQ-85°/150-1型气冷式氩弧焊焊枪
1—钨极 2—陶瓷喷嘴 3—枪体 4—短帽 5—手把 6—电缆 7—气开关手轮 8—通气接头 9—通电接头
表6-25列出了钨极气体保护电弧焊用的典型焊枪特性。
表6-25 钨极气体保护电弧焊用的典型焊枪特性

①空冷型喷嘴实际上是由保护气体流动和辐射作用共同冷却的。
②1in=0.0254m。
2.氩气流量调节器
瓶装氩气充气压力一般可达到14.71MPa。由于瓶装氩气的压力很高,而工作时所需压力较低,因此需用一个减压阀将高压氩气降至工作压力,并且使整个焊接过程中的氩气工作压力稳定,不会因瓶内氩气压力的降低或氩气流量的增减而影响工作压力。
使用氩气流量调节器不仅能起到降压和稳压的作用,而且可方便地调节氩气的流量。
AT-15、30型氩气流量计的外形如图6-8所示。
表6-26给出了AT-15、30型氩气流量调节器的技术数据。
表6-26 AT-15、30型氩气流量调节器技术数据
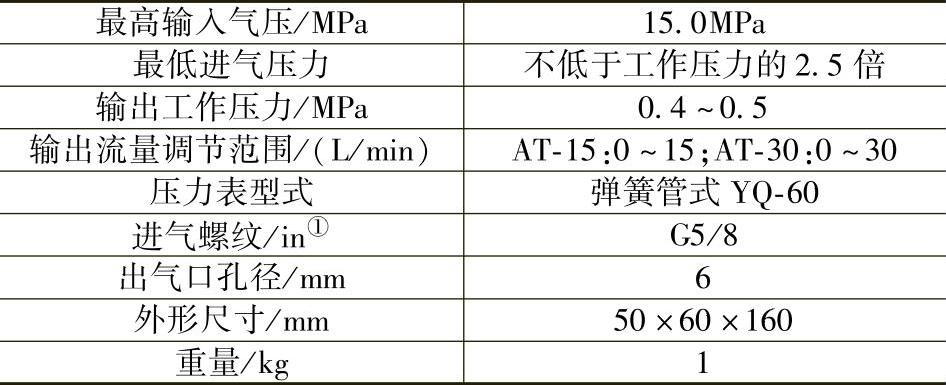
①1in=0.0254m。
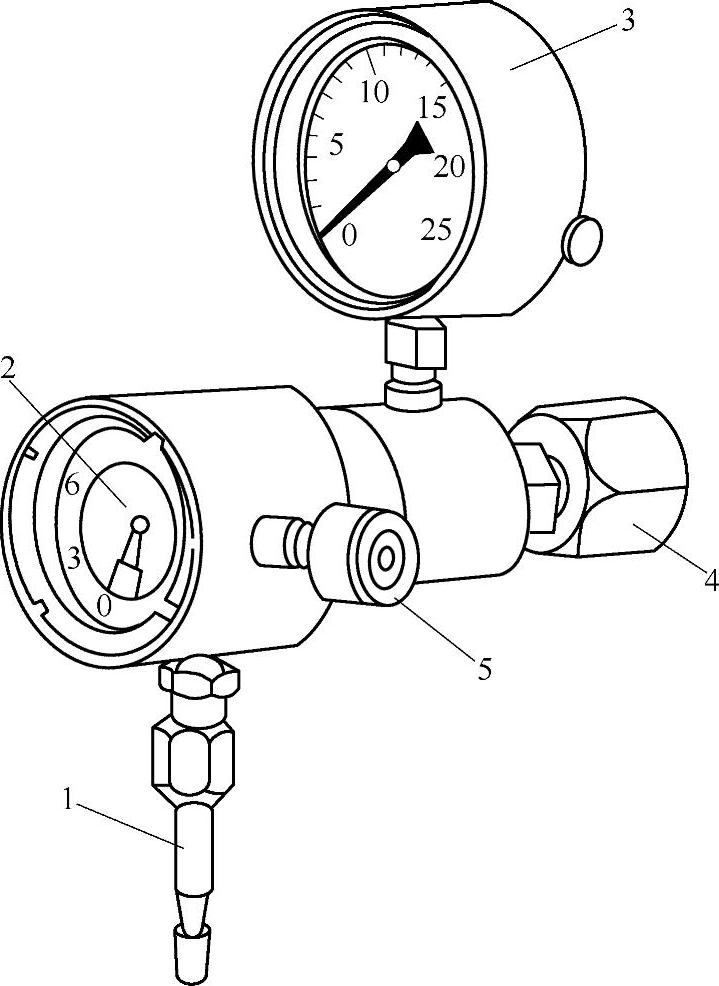
图6-8 AT-15、30型氩气流量调节器
1—出气管 2—流量表 3—高压表 4—进气口 5—流量调节旋钮
如果进行技术创新,可用氧气表来减压,并用转子流量计来调节氩气流量。但流量计需校正流量读数,否则流量不准确。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。