



1.工作原理
氩弧焊是利用惰性气体——氩气作保护气体的一种焊接方法。焊接过程如图6-1所示。从喷嘴中喷出的氩气在焊接区形成一个厚而密的气体保护层隔绝空气,在氩气层流的包围下,电弧在钨极和工件之间燃烧,利用电弧产生的热量熔化被焊处并填充焊丝,把两块分离的金属连接在一起,从而获得牢固的焊接接头。
2.氩弧焊的分类
氩弧焊的分类方法见表6-1。

图6-1 氩弧焊示意图
a)钨极氩弧焊 b)熔化极氩弧焊
1—喷嘴 2—钨极 3—电弧 4—氩气流 5—焊丝 6—焊件 7—焊缝 8—熔池 9—送丝滚轮
表6-1 氩弧焊的分类方法

(1)熔化极氩弧焊的特点
熔化极氩弧焊是采用与焊件成分相似或相同的焊丝作电极,以氩气作为保护介质的一种焊接方法。其原理如图6-1b所示。熔化极氩弧焊也称金属极氩弧焊,通常用MIG表示。
熔化极氩弧焊又分为半自动、自动焊两种。熔化极半自动氩弧焊依靠手工操纵焊枪,焊丝通过自动送丝机构经焊枪输出。熔化极自动氩弧焊则由传动机构带动焊枪行走,送丝机构自动送丝。
(2)非熔化极氩弧焊特点
非熔化极氩弧焊采用高熔点钨棒作为电极,在氩气层流的保护下,依靠钨棒与工件间产生的电弧来熔化焊丝和母材(一般焊丝在钨极前方添入)。非熔化极氩弧焊也称钨极氩弧焊,通常以TIG表示。
钨极氩弧焊按操作方式的不同,又可分为手工钨极氩弧焊和自动钨极氩弧焊。在我国,手工钨极氩弧焊应用广泛,它可以焊接各种钢材和有色金属。在电站锅炉行业也普遍用于受热管件、集箱及管接头的打底焊。
(3)脉冲氩弧焊的特点(https://www.xing528.com)
如果在熔化极氩弧焊(MIG)或非熔化极氩弧焊(TIG)电源中加入脉冲装置,使焊接电流有规律地变化,即获得脉冲电流。用脉冲电流进行氩弧焊时称为脉冲氩弧焊,通常用来焊接较薄的工件。
1)脉冲电流波形:通过脉冲装置形成的脉冲,电流波形有多种形式,最常用的是方形波,如图6-2所示。
2)方形波脉冲电流包括下列参数:
①脉冲峰值电流(I脉):指供电弧用的最大焊接电流,用来熔化金属形成熔池。
②脉冲维持时间(t脉):供给脉冲电流焊接所用的时间。
③维持电流(I基):指供给电弧用的最小电流值,它维持电弧燃烧和预热母材。这个电流又叫基位电流。
④维持电弧燃烧时间(t基):保持电弧在最小的焊接电流下燃烧的时间。
3)脉冲氩弧焊的工艺过程:当电极通过脉冲电流时,焊件在电弧热的作用下形成一个熔池,焊丝熔化滴入熔池(脉冲钨极氩弧焊时焊丝由外部填入)。当出现维持电流时,由于热量减少,无熔化现象,熔池逐渐缩小,液态金属凝固形成一个焊点。当下一个脉冲电流来到时,原焊点的一部分与焊件新的对口处出现一个新熔池,如此循环,最后形成一条由许多相互搭接的焊点组成的链状焊缝,如图6-3所示。
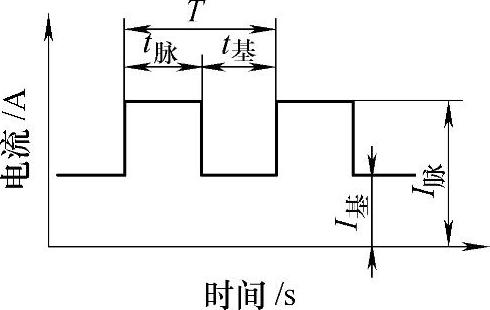
图6-2 脉冲电流波形示意图
I脉—脉冲峰位电流(A) t脉—脉冲维持时间(s) I基—脉冲维持电弧燃烧的基位电流(A) t基—维持电弧燃烧时间(s) T—脉冲周期(s)

图6-3 脉冲氩弧焊的焊缝形成过程
S0—维弧电流作用区间 S3—形成第3个焊点时脉冲电流作用区间 S4—形成第4个焊点时脉冲电流作用区间
1—焊点 2—焊件 3—电极 4—电弧
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。