



CO2气体的沸点很低,为-78℃,所以在常温常压下它是气体。为了便于储存、运输和使用,工业上一般都是先把它加压变成液体,装在钢瓶里。常温时它经过钢瓶吸收周围大气中的热量而逐渐汽化,存于瓶内上部空间,经瓶口阀门而导出使用。容积为40L的钢瓶,可盛25kg液态CO2,而在正常条件下,每kg液态CO2可产生509L气体,共可产生12725L,相当于6.5瓶5.0MPa的气态CO2。
焊接用的CO2气体应具有较高的纯度。纯度不高,往往引起焊缝气孔的产生,并降低焊缝塑性。对焊接用CO2气体纯度的要求,各国并不完全一致。据俄罗斯文献记载,焊接用CO2气体纯度应不小于99.5%(体积分数),其中溶解状态的水应不大于0.04%(体积分数),自由状态的水应不大于0.1%(体积分数),含N2量应不大于0.1%(体积分数)。德国的研究结果介绍,焊接用CO2气体的纯度应不小于99.5%(体积分数)。据我国机械科学研究院试验结果认为,焊接用CO2气体最低纯度应为99.17%(体积分数),用此纯度的CO2气体焊接,可以保证获得完全致密的焊缝。但是随着CO2气体内杂质的增加,就会使焊缝的力学性能有所下降。因此,在可能的条件下,应使用纯度高于99.17%(体积分数)的CO2气体。
CO2气体多为酒精厂、电石厂等的副产品。为了保证其纯度,首先是这些生产厂必须严格其提纯过程和灌装过程的技术组织工作,防止将空气、水分等杂质带入瓶内。焊接工作者也应了解如何在焊接现场提高CO2气体的纯度。
CO2气体中所含有害杂质主要是水分和空气。其中水分一部分溶于液态CO2中,另一部分以自由状态存在,蒸发后混在CO2气体中。空气多半是在装瓶、运输和储存过程中混入瓶内的,它不溶于液态CO2中,而是混在液态CO2上部的CO2气中。排除这些杂质的措施是:
1)将气瓶倒立静置若干时间,放出瓶中自由状态的水分。在一般室温下(高于-10℃),液态CO2比水轻,因此自由状态的水沉积在液态CO2的底部,当打开倒立放置的气瓶的阀门后,存于气瓶内的自由状态的水分便被排出。倒立静置需1~2h,水分才能沉积到最下部位。根据CO2中含水量不同,一般进行2~3次放水即可排净。每次放水时间间隔为30min左右。
2)经放水处理后的气瓶,在使用之前,先放出瓶内上面部分的气体,时间为2~3min即可。因为这部分气体通常含有较多的空气。
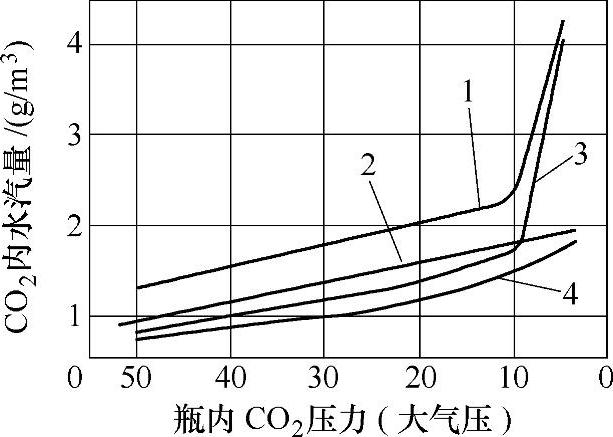
图5-8 CO2内水汽量与气瓶内剩余气体压力的关系
1—气瓶未经倒置放水,未经干燥 2—气瓶经倒置放水,未经干燥 3—气瓶未经倒置放水,经干燥 4—气瓶经倒置放水,经干燥
3)在气路系统中设置高压气体干燥器或低压气体干燥器,或者两者共设,以进一步吸除水汽。干燥剂可用硅胶或脱水硫酸铜。用过的干燥剂经烘干后还可以反复使用。
4)瓶内气体不要全部用光,要剩余一些。这样做可以避免下次灌气前使空气进入瓶内。此外,瓶内气体的水汽含量与瓶中剩余气体的压力有关,剩余气体的压力越低,则水汽的分压越大,水汽的含量越多,如图5-8所示。比较图中的曲线还可以看出,倒置放水与干燥去水对减少CO2气体内的水汽含量都有很大作用。当瓶内气体压力小于10个大气压(1个大气压=101.325kPa)后,一般不宜继续使用。
前面我们着重地阐述了Ar和CO2这两种保护气体及在它们保护下的焊接过程。但是随着气体保护电弧焊的发展,工业上已有一系列的其他保护气体用于焊接中。前面已经简要地提到过氩气中加入少量氧气或CO2气体的问题,下面对现有的保护气体作一些介绍。
表5-8列出了熔化极气体保护电弧焊中所有的保护气体的种类及它们的简要特性和应用情况。我们知道,气体保护电弧焊中应用保护气体的首要目的是防止熔化的焊接金属被周围大气中氧、氮等气体污染和损害。但是,在使用中还会考虑到其他一些因素,如保护气体对电弧和熔滴过渡特性的影响,对熔深、熔宽和焊缝表面形状的影响,对产生气孔、咬肉等焊接缺陷的影响等。此外,成本也必须考虑。
表5-8 熔化极气体保护电弧焊的保护气体
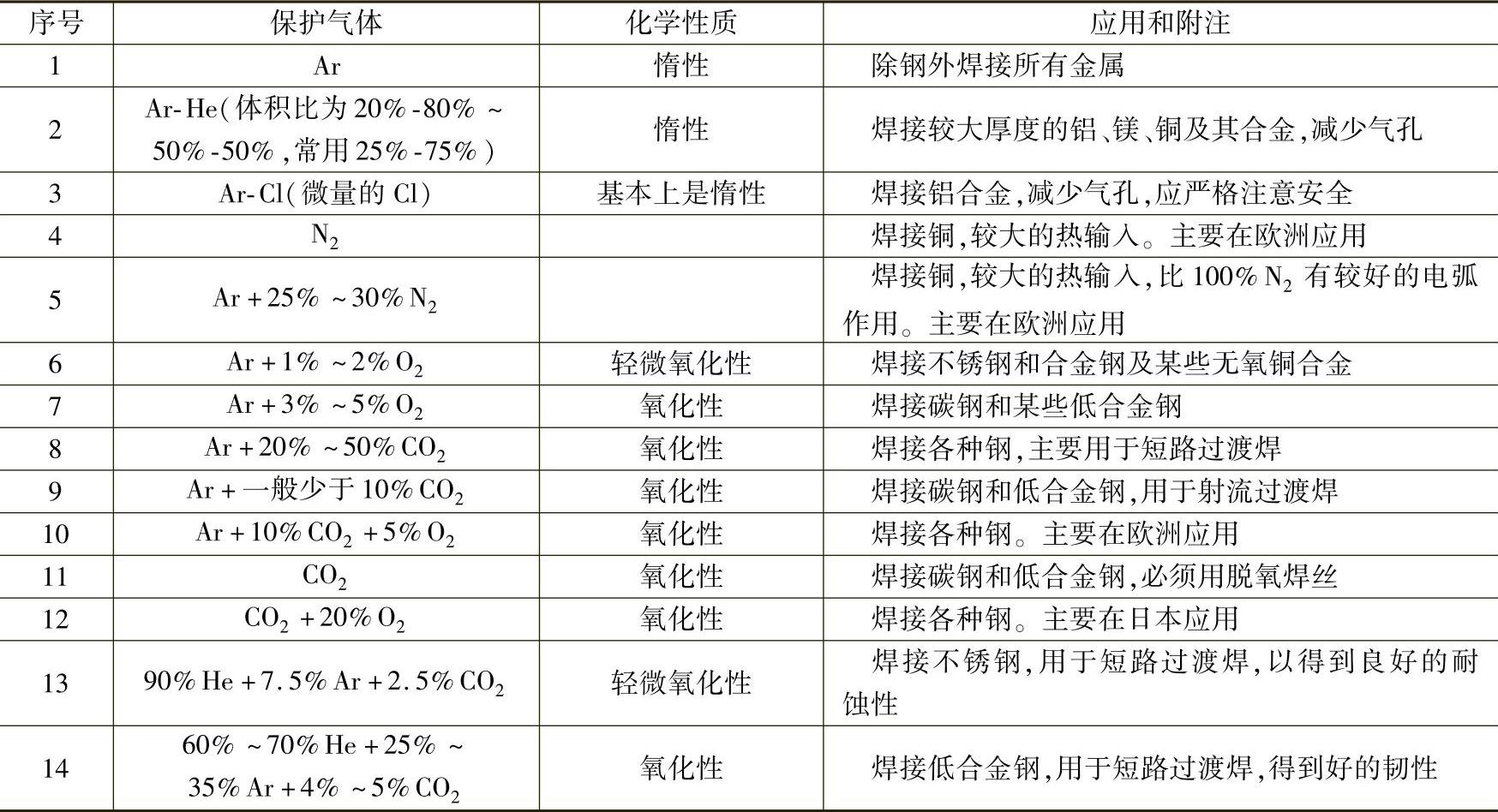
注:表中百分数均为体积分数。(https://www.xing528.com)
CO2作为单独的保护气体,已广泛地应用于碳素钢和低合金钢的焊接,并有逐步推广于其他钢种焊接的趋势。但二氧化碳气体保护焊有个特征,就是它的焊缝余高较高、较凸。为了改善焊缝成形,现已有一些办法,如管状焊丝二氧化碳气体保护焊。此外,在CO2气体中加入20%(体积分数)左右的氧气,也可以改善焊缝成形。据日本资料报道,在CO2气体中加入10%~25%(体积分数)O2有下列好处:
1)形成的渣多,焊缝成形好,焊渣易去掉。
2)熔池温度增加,当加入O2的体积分数为25%时,熔池温度从1900℃增加到2100℃,约增10%。
3)熔深增加。
4)焊丝熔化加快,约增5%。
5)焊接速度增加。
这些好处大概是由于加入氧气后,更加强了保护气体的氧化性,降低了熔池的表面张力及增加了熔池的流动性的缘故。
目前,已有一些He、Ar和CO2或He、Ar和O2的三元混合气体的实验和应用,但由于混合气体比较麻烦,故在推广应用上受到了一定的限制。
保护气体是气体保护电弧焊中主要组成部分之一,对它的研究和应用是十分重要的,并且今后还会继续发展。通过以上的讨论可以看出,一种理想的保护气体应满足下列基本要求:
1)有良好的保护性能。
2)稳弧性能良好。
3)有利于得到所要求的熔滴过渡和焊缝成形。
4)容易生产,价格便宜。
5)无毒、无害,对焊工健康没有影响。
目前,还没有找到一种能完全满足上述要求的保护气体,人们主要是通过研究各种气体单独作用或几种气体混合情况下起作用的规律,取长补短,来达到气体保护焊接的目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。