



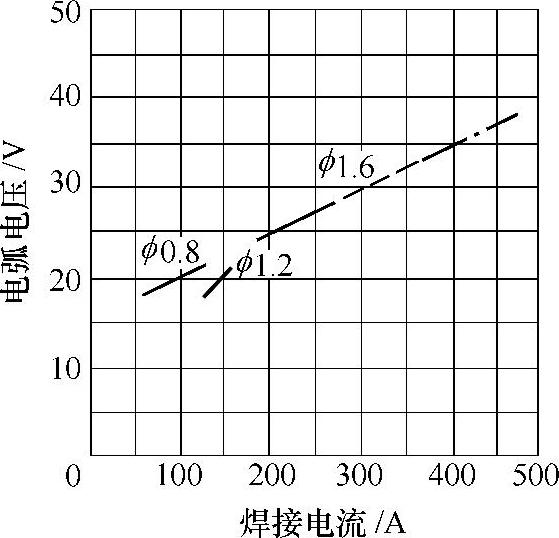
图5-6 熔滴过渡形式与电流、电压的关系
——短路过渡  —半短路过渡
—半短路过渡  —射流过渡焊条型号:ER49-1
—射流过渡焊条型号:ER49-1
二氧化碳气体保护焊一般均采用熔化极的半自动焊和自动焊,它的焊接规范参数有:焊接电流I焊、电弧电压U弧、焊接速度V焊、电源极性、焊丝伸出长度l和气体流量qV。
上述各项规范参数中,有些参数对产生气孔、合金元素烧损、飞溅、熔滴过渡的影响在前面已经分析过了,这里不再赘述。下面针对短路过渡焊来讨论这些参数的选择。
1.I焊、U弧的选择
熔滴过渡形式与焊接电流、电弧电压的关系如图5-6所示。
从图5-6可见,短路过渡对每种直径焊丝的电弧电压范围是很窄的,一般都只有几伏的范围,如果超出这个范围,则不能得到良好的短路过渡,电压过低时,短路频率下降,飞溅增多,焊接过程不稳定,甚至焊丝未熔化部分插入熔池,形成固态短路;电压过高时,短路频率也下降,甚至转变成非轴向的粗大熔滴过渡,焊接过程不稳定,飞溅增多。因此,要求对电弧电压要能够较准确地控制,对电源输出电压要有较细的调节。图5-7所示是短路频率与电弧电压的关系曲线。从该图可以看出,电压为20V左右时,短路频率最大,出现峰值。当短路频率大时,熔滴过渡快,短路过渡过程稳定,飞溅少,焊缝成形好。
短路频率与焊接电流也有类似的关系,即当其他参数不变时,随焊接电流的变化,短路频率亦出现峰值(此时短路过渡过程最为稳定)。不过,焊接电流变化对短路过渡过程稳定性的影响较不敏感,有较宽的调节范围。焊接电流太小时,电弧不能连续燃烧;焊接电流太大时,焊丝插入熔池,易造成焊丝成段炸断。因此,焊接电流过大或过小,都会使短路过渡过程不稳,导致焊缝成形不好。
焊接电流和电弧电压对焊缝尺寸的影响可参考表5-4和表5-5。
从表5-4和表5-5可以看出,随着焊接电流的增加,余高a、熔宽b、熔深h都有所增加;随着电弧电压增加,熔宽b显著增加,而余高a和熔深h则变化不大。根据这种关系,可以选择焊接电流和电弧电压的恰当配合,以得到满意的焊缝成形。
改变焊接电流和电弧电压对生产率也有一定的影响。一般地说,随着焊接电流的增加,熔化系数αp和熔敷系数αH都相应增加,生产率也相应提高。这是因为一方面增加了电弧的热量,另一方面也增加了焊丝伸出部分的电阻热,且焊丝越细,其电阻热的影响就越显著。
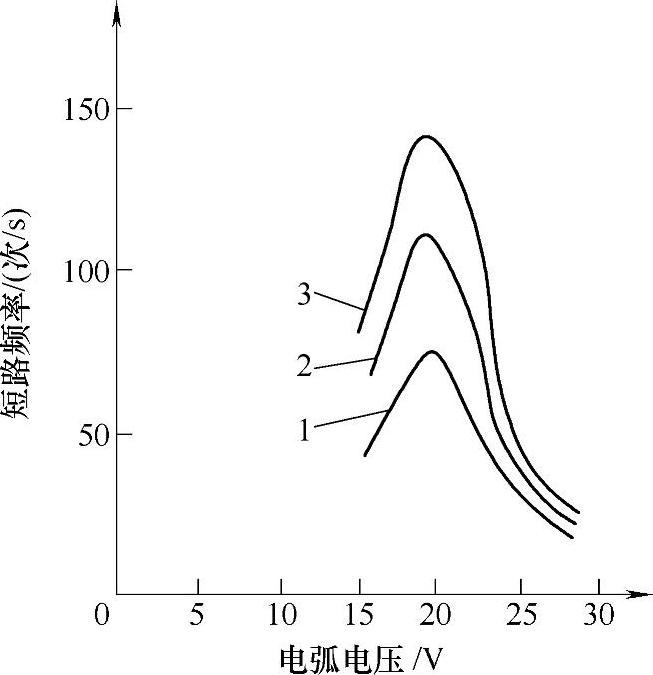
图5-7 短路频率与电弧电压的关系曲线
1—焊丝直径ϕ1.6mm 2—焊丝直径ϕ1.2mm 3—焊丝直径ϕ0.8mm
表5-4 焊接电流对焊缝尺寸的影响

注:1.焊接规范:直流反极性,焊丝直径ϕ焊=0.8mm,U弧=19.5~20V,v焊=25m/h,CO2气体流量=10L/min,焊丝伸出长度=8~10mm。
2.在厚度为4mm的钢板上堆焊,钢板表面经喷砂处理。
表5-5 电弧电压对焊缝尺寸的影响
 (https://www.xing528.com)
(https://www.xing528.com)
注:1.焊接规范:I焊=70~75A,其他与表5-4相同。
2.在厚度为4mm的钢板上堆焊,钢板表面经喷砂处理。
电弧电压增加时,在导电嘴距离一定的条件下必然是减小了焊丝的伸出长度,因而减少了熔化焊丝的电阻热,同时电弧热量的损失也增加。因此,随着电弧电压的增加,αP、αH会有所下降。但在短路过渡焊时,电弧电压的可调范围不大,因此对提高生产率来说不是主要因素。
总之,选择焊接电流与电弧电压一般是要先保证良好的熔滴过渡、稳定的焊接过程及满意的焊缝成形,且两者要很好地配合。为了防止产生气孔、减少有害气体的侵入及减少合金元素的烧损和飞溅,希望采用低电压;若要提高生产率,则希望采用大电流和细焊丝,也就是说短路过渡的二氧化碳气体保护焊宜采用大电流和低电压来进行焊接。但为了维持合理的焊缝形状,在提高焊接电流的同时,应适当地提高电弧电压。
2.焊接速度v焊的选择
表5-6列出了焊接速度对焊缝尺寸的影响。从表中可以看出,随着焊接速度的提高,熔宽有较明显的减小,余高亦有所下降,但熔深变化不大。当焊接速度过大时,气流的保护作用会受到破坏,而且焊缝冷却加快,使焊缝塑性降低。薄板二氧化碳气体保护自动焊的焊接速度一般在30m/h左右。
表5-6 焊接速度对焊缝尺寸的影响
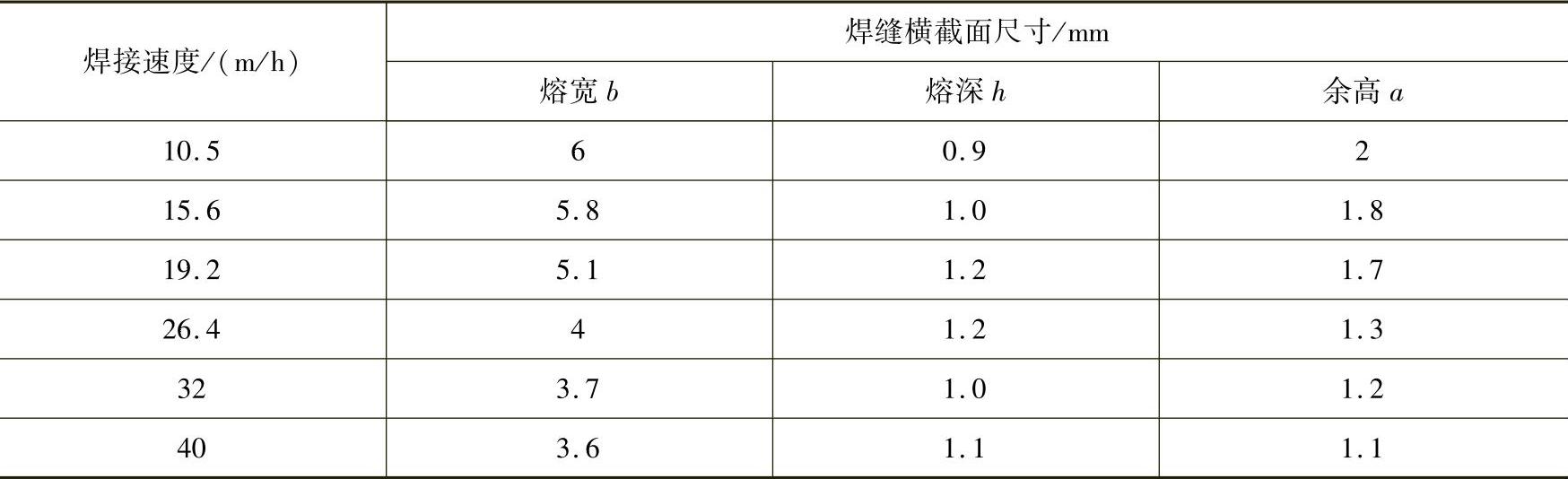
注:1.焊接规范:直流反极性,U弧=19.5~20V,焊丝直径ϕ焊=0.8mm,焊接速度v焊=25m/h,CO2气体流量qV=10L/min,焊丝伸出长度=8~10mm。
2.在厚度为4mm的钢板上堆焊,钢板表面经喷砂处理。
3.极性的选择
前已指出,直流反极性对减少气孔和飞溅有利,稳弧性也较好,这可能是由于阴极处于熔池上,温度比较稳定,有利于电子发射。因此,在选择极性时一般均采用直流反极性。
但是以光焊丝作为电极在高电离势气体介质(包括CO2、Ar气等)中燃烧电弧时,阴极区产生熔化金属的热量比阳极区多得多,因此采用正极性时,焊丝熔化速度必然比反极性时高得多(但工件上的熔深要浅些),这显然有利于生产率的提高。如何利用这一特点,特别是用于堆焊、无需大熔深的熔敷焊中是很值得研究的。据报道,在粗丝大电流(焊丝ϕ2.5mm,焊接电流400~420A)下正极性焊接过程的稳定性、焊缝成形及飞溅等情况都比反极性要好得多。
4.焊丝伸出长度l
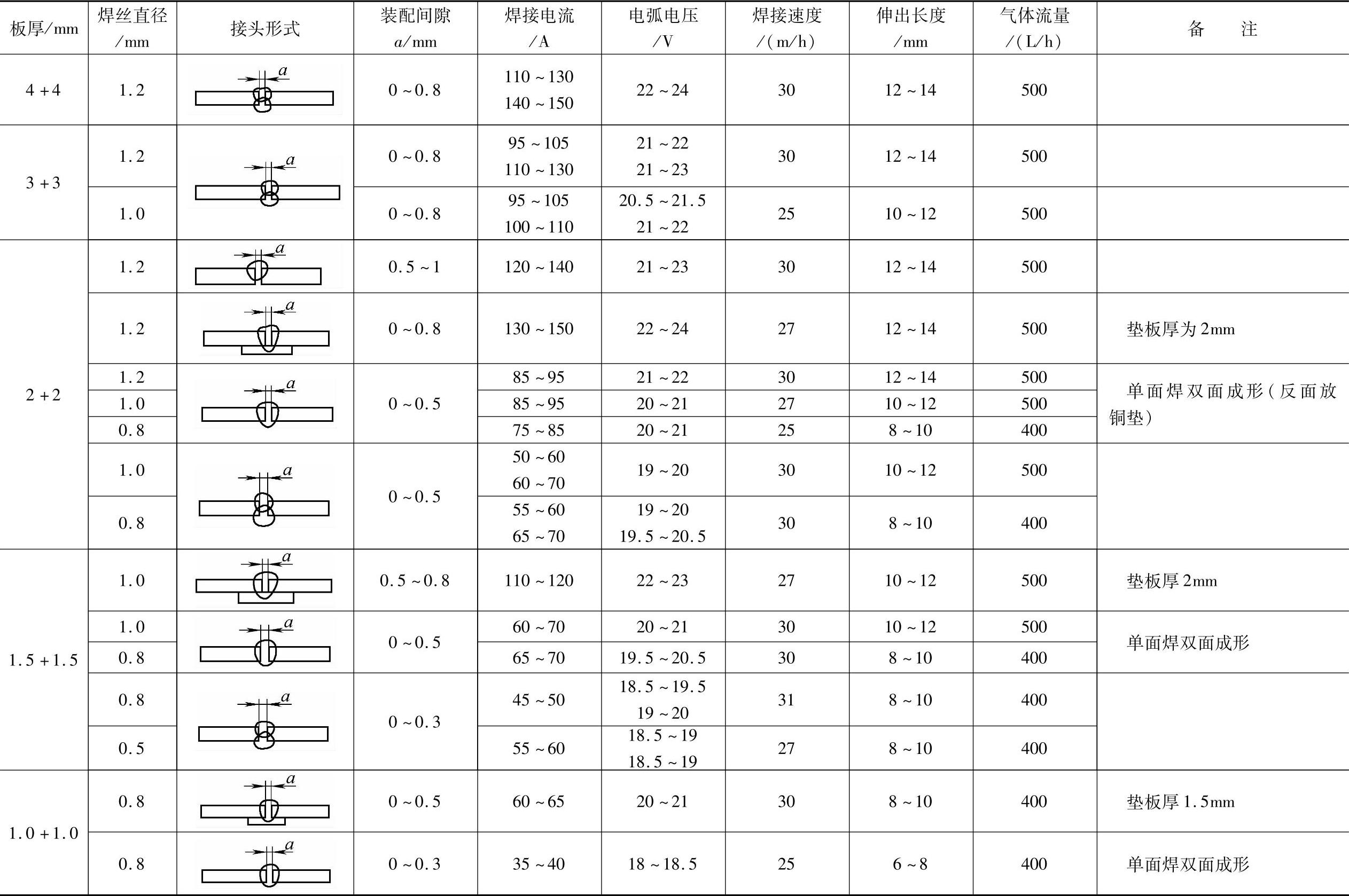
焊丝伸出长度是指焊丝从导电嘴出口到它末端的长度。二氧化碳气体保护焊一般都采用大电流、细焊丝焊接,电流密度很高,焊丝伸出长度上的电阻热对焊丝的加热有重要影响,是二氧化碳气体保护焊中一个值得重视的规范参数。随着焊丝伸出长度的增加,熔化系数αp显著增加。此外,增加焊丝伸出长度,可使飞溅粘到喷嘴和导电嘴上的机会减少。因此,希望尽可能选用大的焊丝伸出长度。但焊丝伸出长度过大,容易引起焊缝成形不规则,焊丝过热,飞溅增多,甚至焊丝成段炸断,致使电弧熄灭,焊接过程不稳定,以及气体保护作用减弱,引起气孔等缺陷。所以,焊丝伸出长度的增大是受到限制的。合适的焊丝伸出长度与焊丝直径和电流密度有关,较小的焊丝应采用较小的伸出长度。具体数据可参见表5-7低碳钢板二氧化碳气体保护自动焊焊接规范。
5.气体流量qV
气体流量的影响前面已经有过介绍,对CO2气体来说,还需考虑的是它的氧化性问题。随着CO2气体流量的增加,增大了保护气氛的氧化作用,同时也增大了出现气孔的倾向,并加剧了合金元素的烧损。因此,气体流量应选择适当。在电流较小时,CO2气体流量一般介于400~600L/h范围内,在较大电流下,一般介于900~1300L/h之间。
表5-7 低碳钢板二氧化碳气体保护自动焊焊接规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。