



窄间隙焊接是一种在喷射过渡的电流密度范围内工作的熔化极气体保护电弧焊的焊接方法。它是为了获得厚板窄焊缝而研制出来的一种焊接方法。这种方法采用间隙(根部间隙)为6.35~9.5mm(与被连接的板厚大小无关)的不开坡口的Ⅰ形对接接头。这种方法适用于全位置焊接,并且已经成功地焊接了几种碳钢和低合金钢。
1.窄间隙焊接的优点
1)填满焊接接头用的填充金属量比较少,有较好的经济性。
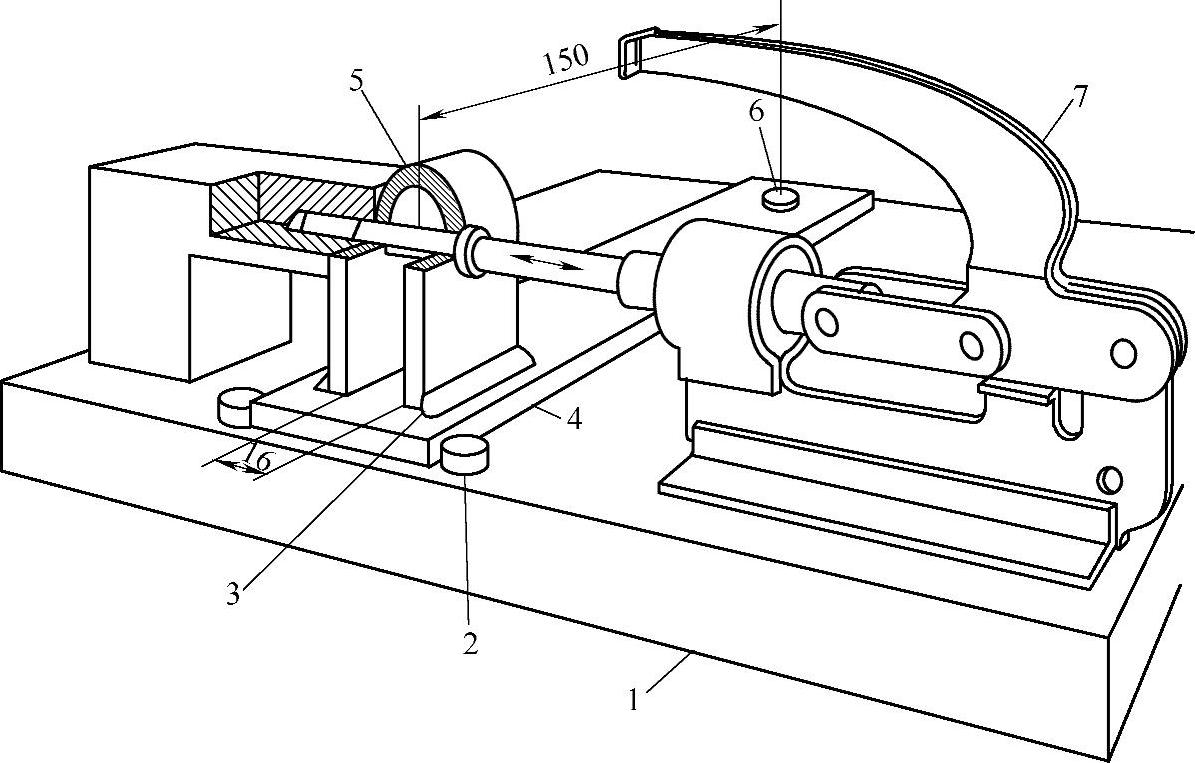
图4-12 对组合件准确定位、快速装卸和易于靠近接头处的焊接夹具
1—焊接卡具 2—侧定位销(两个) 3—角焊缝5mm×45mm(两条) 4—下工件 5—上工件 6—定位销 7—柱塞形夹紧臂
2)焊缝金属和热影响区具有良好的力学性能。
3)当采用喷射过渡焊接时,在所有的焊接位置(包括仰焊)都可以进行全自动焊接。
4)改善了对焊接变形的控制。
2.工作原理(https://www.xing528.com)
窄间隙焊缝是采用专门设计的插入接头内部的导电嘴熔敷而成的。比较好的结构形式是采用两个前后排立的导电嘴。而焊丝的定位,是使一条焊道指向焊接的两个侧壁,另一条焊道指向对面的侧壁。每个导电嘴同各自的侧壁保持一个固定不变的距离,以保证侧壁适当的熔化(不管间隙宽度的变化)。对于这种焊接方法,要求采用专门设计的气体保护装置,把保护气体从钢板表面输入到窄间隙接头中。焊缝是在钢板的一侧完成的。
窄间隙焊接采用的焊丝直径范围是0.8~1.5mm,对于平焊位置以外的窄间隙焊缝,最好采用直径0.8mm的焊丝进行焊接。
由于受窄间隙接头的空间限制,这种方法的行走速度是相当快的。如果采用比较慢的焊接速度,焊接熔池就会变得过大。用快的焊接速度得到的焊道厚度是比较薄的,因此整个接头需要用多层焊来完成(每连接25mm板厚大约需要焊10层焊缝)。因此,对整个窄间隙焊缝的化学成分是能够严格控制的。
3.典型的焊接条件
采用直径0.8mm焊丝焊接钢件的典型焊接条件是:电流220~240A,电压25~26V,送丝速度14~15m/min,行走速度1~1.15m/min,保护气体为氩80%(体积分数)+二氧化碳20%(体积分数)的混合气体,导电嘴与工件的距离是12.7mm。在这些焊接条件下,每一根焊丝提供给每条焊缝的热输入为7500~10000J/25mm。这些焊接条件已用于平焊、横焊、立焊和仰焊位置的焊接。
厚板的焊接是近代工业大型化的一道难题,国内外很多机构都为此付出了努力并取得了可喜的成果,如在石油、天然气的输送管线上用的全焊接固定球阀体外壳的焊接等显示出了优良的焊接质量。图4-13所示是粗丝窄间隙脉冲混合气体保护焊试件横断面,其焊接条件是:高强度钢板厚t=50~160mm,间隙宽度11~13mm,焊丝直径ϕ2.0~ϕ3.0mm,脉冲频率为75Hz,电流I=400A(基本电流+脉冲电流),电弧电压U=25~27V,焊接速度400~450mm/min,保护气体Ar80%(体积分数)+CO220%(体积分数),电弧极性采用直流反极性(正极性也可)。
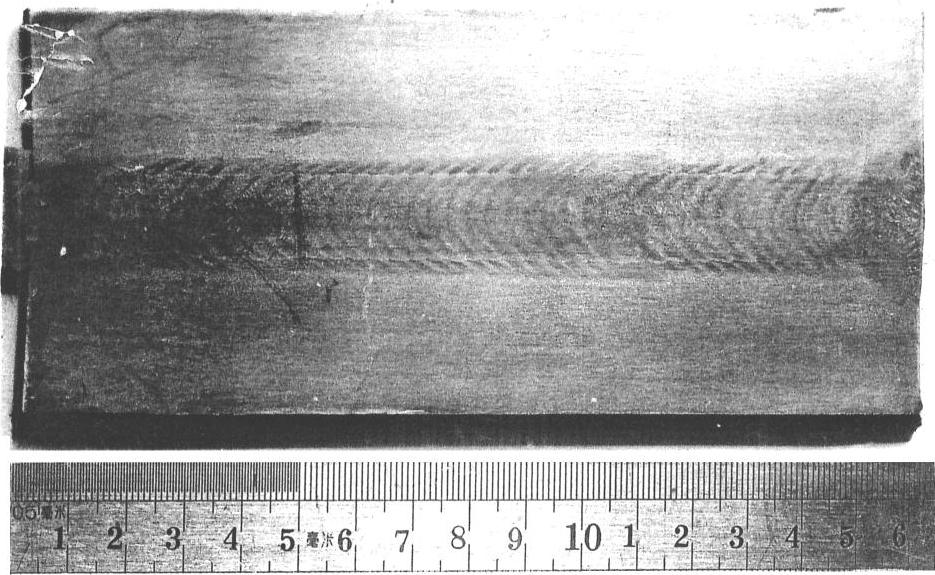
图4-13 窄间隙脉冲混合气体保护焊试件横断面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。