



弧焊整流器是一种将交流电变为直流电的弧焊电源。与旋转式直流弧焊机比较,它有噪声小(无旋转部分)、空载损耗小、惯性和磁偏吹较小、效率高、成本低、制造和维护容易等特点。这类整流器多采用硅元件作为整流元件,故这种焊机也叫做硅整流弧焊机。近年来这种焊机有代替部分旋转式直流弧焊机的趋势。
整流弧焊机分为单相和三相两大类,根据构造特点又分为磁饱和电抗器式、动圈式、动铁心式和晶闸管整流式。三相动铁心式与晶闸管式整流焊机目前尚处于试验阶段,应用还不广泛。我国生产的这类产品的主要型号、技术数据见表3-25。
表3-25 硅焊接整流器主要技术数据
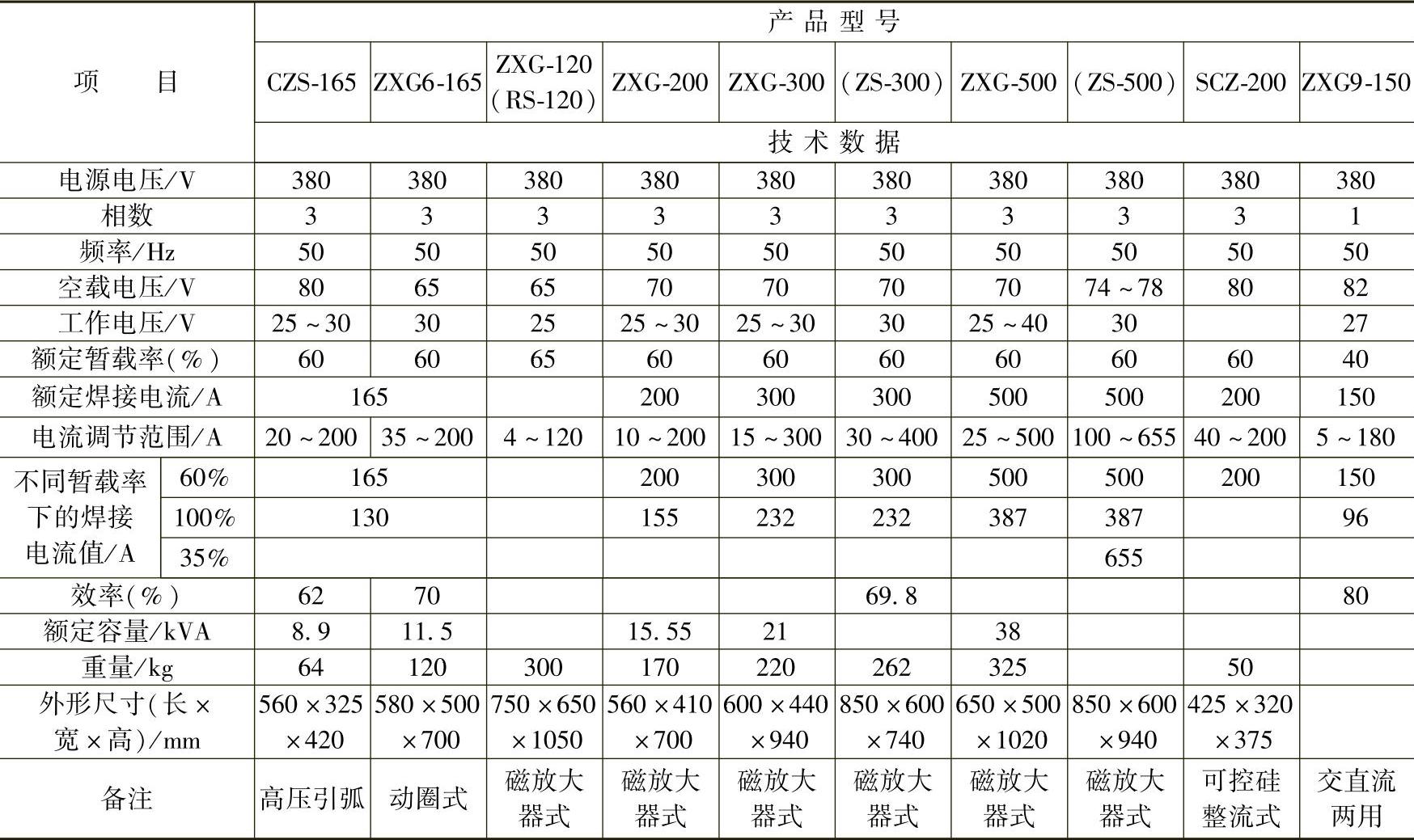
注:表中部分产品为非定型产品。括弧内的型号为旧型号。
1.单相弧焊整流器
ZXG3-150型是单相弧焊整流器的产品之一。它包括漏磁动铁式交流变压器与单相桥式整流线路。线路原理图如图3-47所示。焊接电流细调靠移动动铁心、粗调靠改变绕组分接头来实现。
这种焊机的主要优点是制造简单,便于交直流两用。
这类焊机也可以用普通交流弧焊机改装而成,改装方法是在交流弧焊机的输出端加装一套整流器。这样如果有交流焊机,只要加一整流器即可达到交直流两用焊机的目的。
改装实例如图3-48所示。
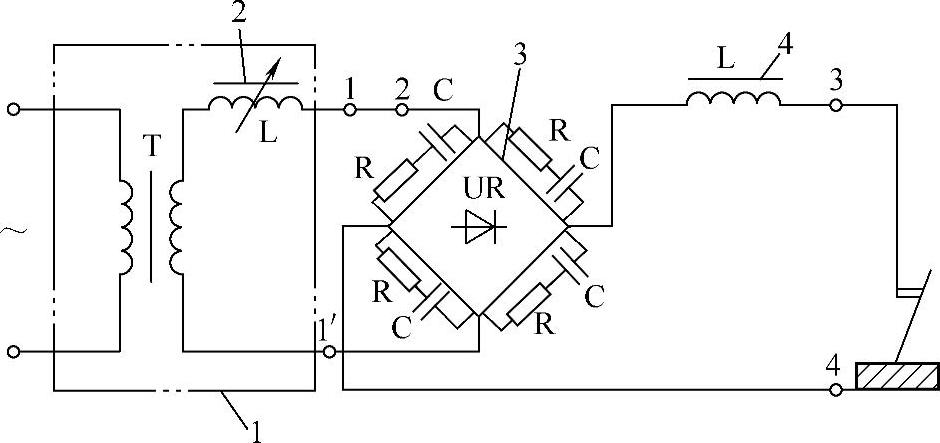
图3-47 单相弧焊交直流两用整流器线路图
1—焊接变压器 2—带磁心连续可调的电感器 3—桥式整流器 4—带磁心铁心的电感器
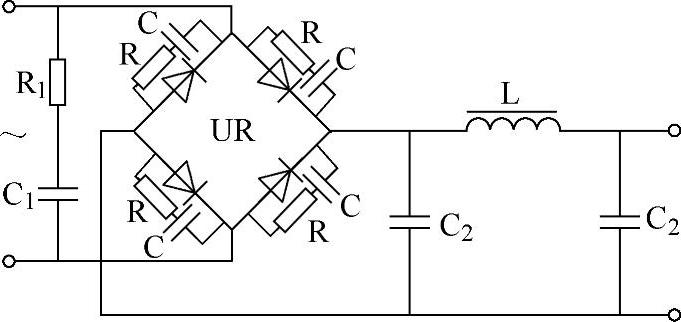
图3-48 整流器线路图
在交流焊机BX1-330型的输出端加装上述整流装置,其直流输出空载电压达100V,工作电压20~300V,工作电流≤300A。为提高整流效果,采用硅元件作单相桥式整流。用电感、电容Ⅱ型滤波以减小交流成分,并改善其动特性,外特性仍保持陡降外特性。经实际使用,效果良好。
整流装置中所用主要元件的数据如下:
UR——硅整流元件,ZCZ-220A/200V共4个;
C2——电解电容器,30~200μF之间共2个;
L——自制电感,其数据如下:
1)铁心:
①材料:0.35mm厚的热轧硅钢片。
②尺寸(mm):
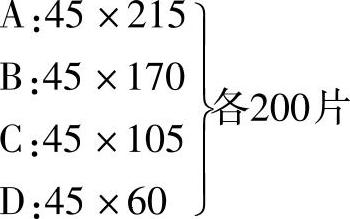
③叠法(图3-49)。
每层用两片,先A、D,后B、C,依此循环,直至叠厚80mm为止(压紧状态)。已叠好的铁心呈L形,应叠两个L形,厚度均为80mm,中间用3mm纸板隔开,构成空气隙(尺寸为δ),以防饱和,如图3-50所示。
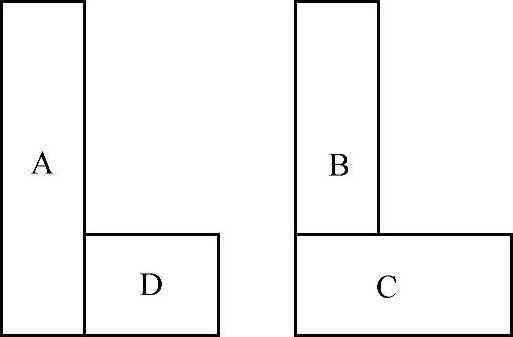
图3-49 自制铁心叠法
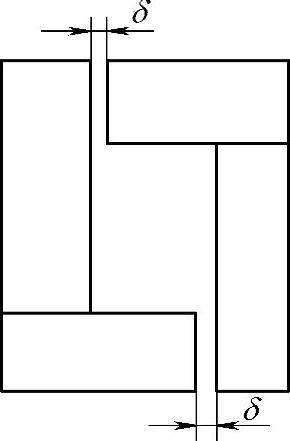
图3-50 空气隙的构成
铁心应该用角铁、螺杆夹紧。
2)线圈:共40匝,分两个绕组串联,每个绕组20匝,分两层,每层10匝。绝缘用0.2mm厚玻璃丝漆布和0.1mm厚绝缘纸进行绝缘。线圈分别置于两个铁心柱上。串联时,应注意磁通之间的一致,如图3-51所示。
3)其他元件数据:
R1——电阻,30Ω,3W;
C1——电容,10~20μF/100V;
R——电阻,<50Ω,1W;
C——电容,0.5~1μF/100V。
2.三相弧焊整流器
(1)ZXG型整流器式弧焊机
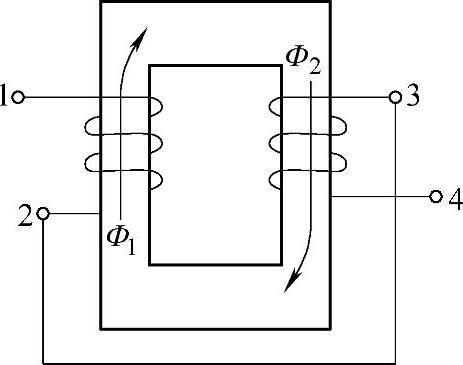
图3-51 自制整流器的电抗线圈接线示意图
一般多采用三相磁饱和电抗器线路。焊机包括三相降压变压器、三相磁饱和电抗器、硅整流器组、输出电抗器和通风机组等部分。
三相变压器接法一般为星形联结或三角形联结。饱和电抗器由三个日字形铁心组成,在每个铁心的两侧柱上绕有两个交流绕组,相互反向串联,其串联共点分别接到变压器输出端的三相上,而串联后的交流绕组的两端分别接整流器上,如图3-52所示。直流控制绕组为三个铁心共用。硅整流器组由型号ZCZ-200型硅整流元件6个组成,并分别与饱和电抗器的6个交流绕组接成三相桥式全波整流线路。饱和电抗器和硅整流器组又组成一个内桥内反馈三相磁放大器线路。
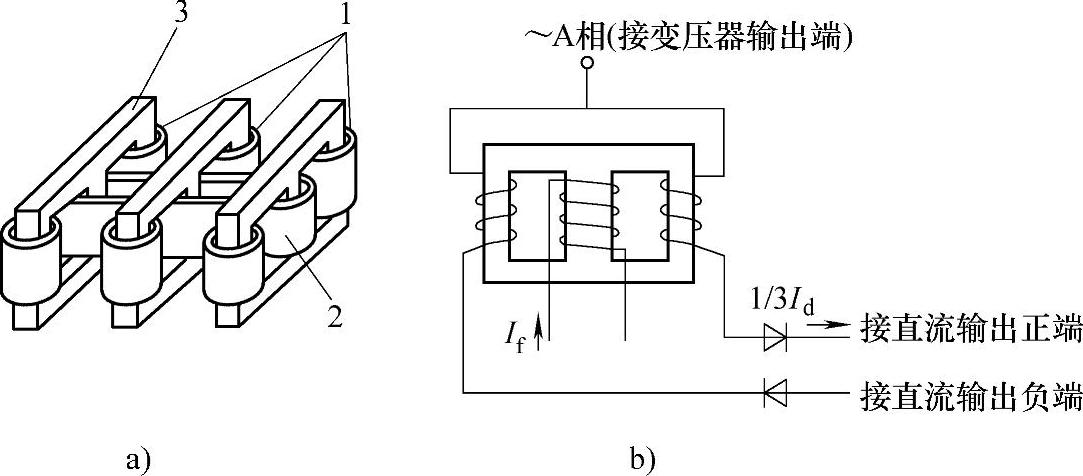
图3-52 磁饱和电抗器结构原理图
a)磁饱和电抗器结构示意图(https://www.xing528.com)
1—交流绕组 2—直流励磁绕组 3—铁心
b)每一相的磁饱和电抗器接线图
If—直流励磁电流 Id—直流输出电流
输出电抗器串联在焊接回路中,其作用是进一步减小输出电流的脉动程度,同时还能改善焊机的动特性,减少金属飞溅,并使电弧稳定。通风机组使整流器组和焊机各部件得到良好的冷却。
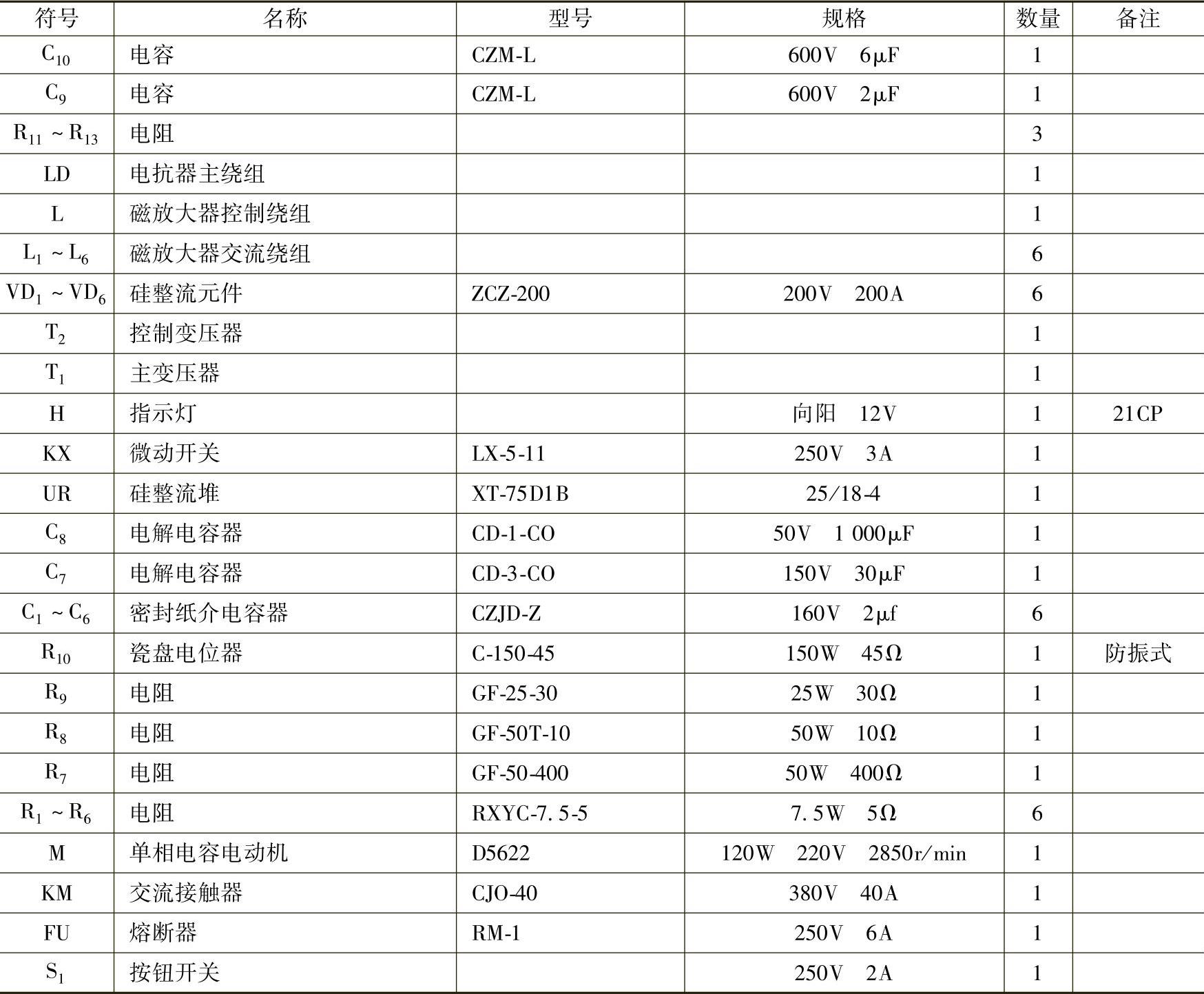
焊机控制系统如图3-53所示,其电器元件规格见表3-26。
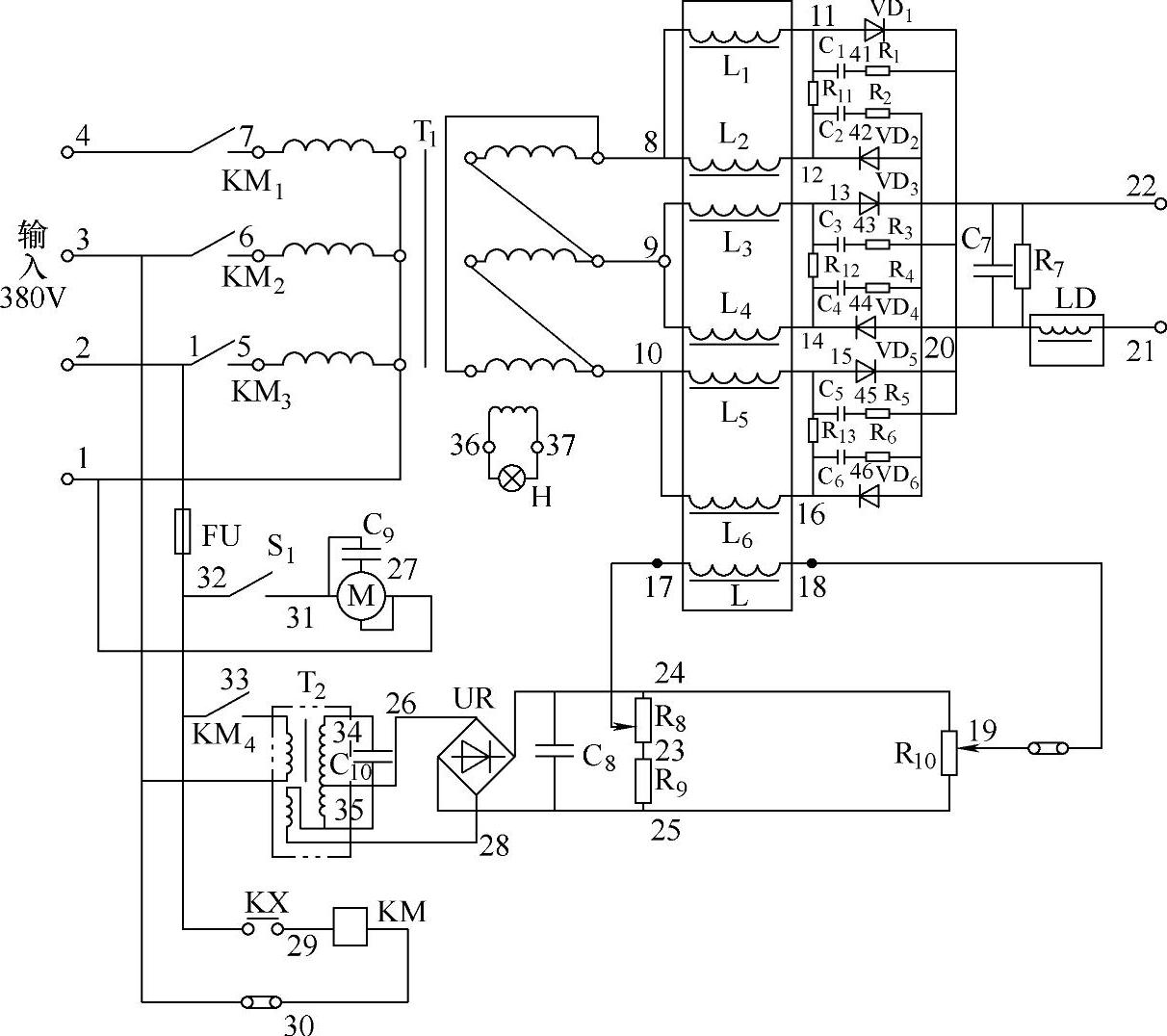
图3-53 ZXG-300型硅整流弧焊机电气原理图
表3-26 ZXG-300型硅整流弧焊机电气元件规格
其动作原理如下:
1)焊机的起动。将电源开关S1置于接通位置,接通电源,通风电动机M运转。当风量达到一定值时,即以一定压力推动微动开关KX,使交流接触器KM通电。焊接变压器通过KM的主触头与电网接通,于是焊机开始工作。
2)焊接电流的调节。靠调节面板上的焊接电流控制器R10,用以改变直流控制绕组的电流,从而调节焊接电流的大小。为了减小电网电压的波动对焊接电流的影响,直线控制绕组的电源采用铁磁谐振式稳压器来保持励磁电流的稳定。
3)过电压保护。焊机整流器组采用在硅整流元件侧及输出端并联电阻R和电容C,防止瞬时过电压击穿硅整流元件。
焊机具有陡降外特性,其特性曲线如图3-54所示。
(2)ZXG6-300型整流器式弧焊机
此种焊机采用三相动绕组来调节电流并得到陡降外特性,它由三相变压器、整流器组、转换开关、保护电容等组成。
三相变压器系三相动绕组式、具有陡降外特性的变压器。三个铁心由铁轭联结组成放射形铁心(图3-55),使三相漏抗一致,以保证三相电流平衡。一次绕组固定在铁心下部,二次绕组安装在铁心柱上部,由可动支架将三相连接,可借手柄转动螺杆,使二次绕组沿铁心柱上、下移动。改变一次、二次绕组间距离,即改变它们之间的漏抗值,可改变焊接电流的大小。一次、二次绕组间距离越大,漏磁越大,焊接电流越小。反之,焊接电流增大。
整流器组由200A/150V的硅整流元件6个组成三相桥式全波整流回路。
转换开关是用来对一次、二次绕组并联(大档)、串联(小档)进行换接,实现电路粗调节。
为了防止焊接回路中出现的冲击电压击穿硅元件,这种整流器装有电阻、电容保护及交流侧硅堆保护装置。
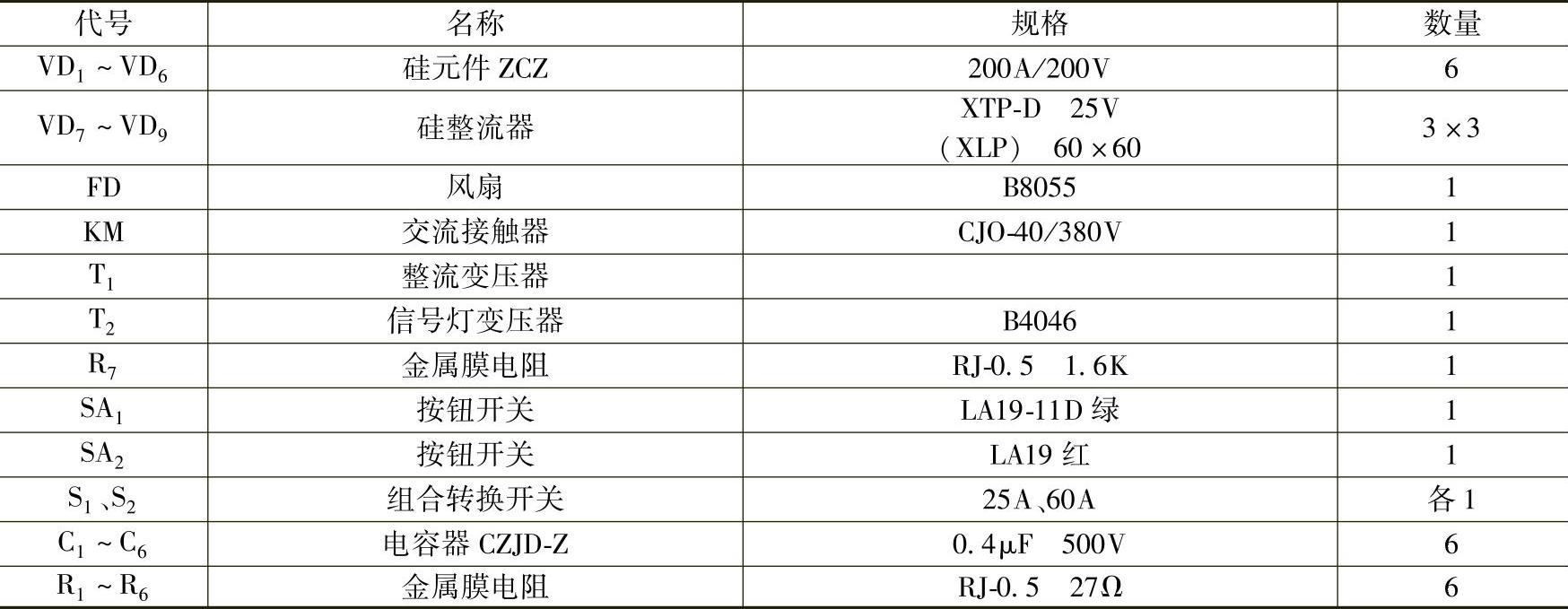
ZXG6-300型弧焊机电气原理图如图3-56所示,外特性曲线如图3-57所示,其电气元件规格见表3-27。
3.使用和维修
弧焊整流器的使用和维修在很多方面与交流弧焊变压器相同,所不同的是它加入了整流部分。因此,应针对硅元件、控制部分等的运行特点加以注意。
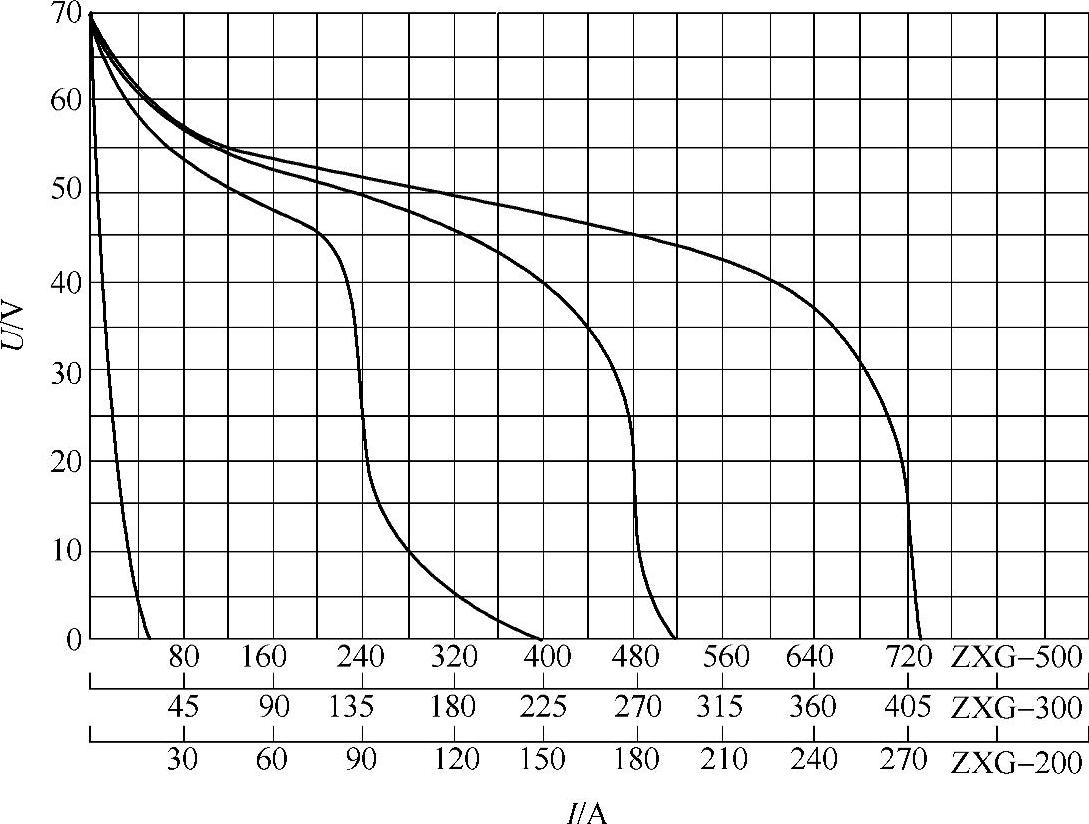
图3-54 ZXG型焊机外特性曲线
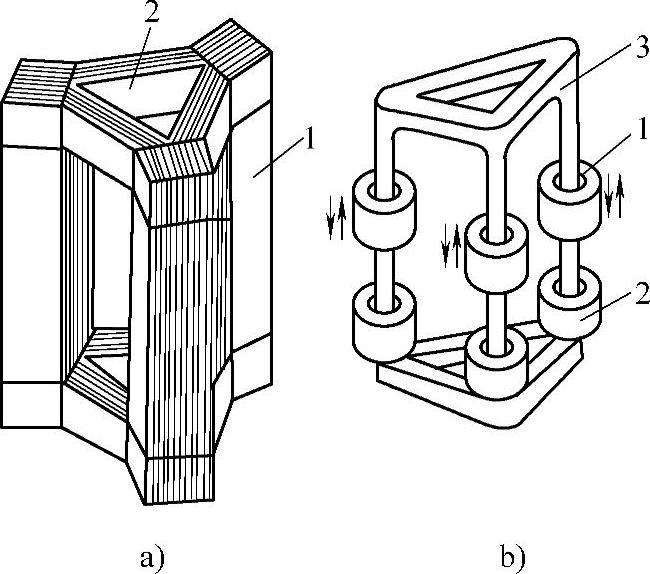
图3-55 三相动圈式硅整流焊机变压器结构示意图
a)变压器铁心结构图
1—铁心柱 2—铁轭
b)一次、二次绕组布置示意图
1—二次绕组 2—一次绕组 3—变压器铁心
1)并联运用。同极性、陡降外特性的焊机都可以并联运用,它不会因空载电压不同而引起串流,因为被整流元件彼此阻断(除非彼此空载电压相差太悬殊,以致于一台的电压高于另一台元件的反电压)。当然不同的焊机并联运用时也要注意电流合理协调分配。
2)要特别注意硅元件的保护和冷却。发现硅元件损坏后,要找出损坏原因排除故障,再更换新元件。
3)硅元件及有关电子线路要特别注意保持清洁、干燥。长期停用后再用时,要作外部或内部(先轻载通电)干燥处理。
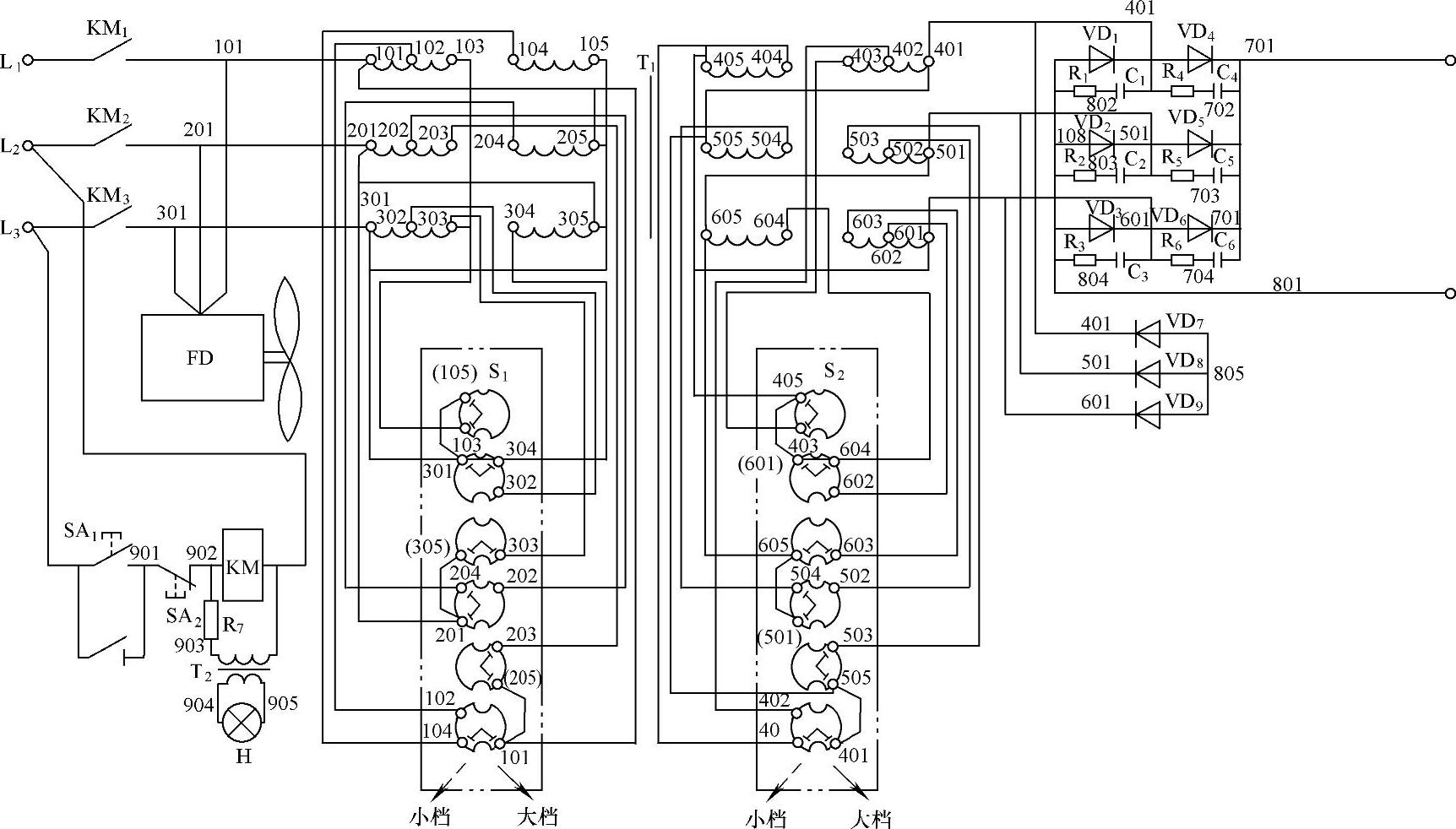
图3-56 ZXG6-300型弧焊机电气原理图
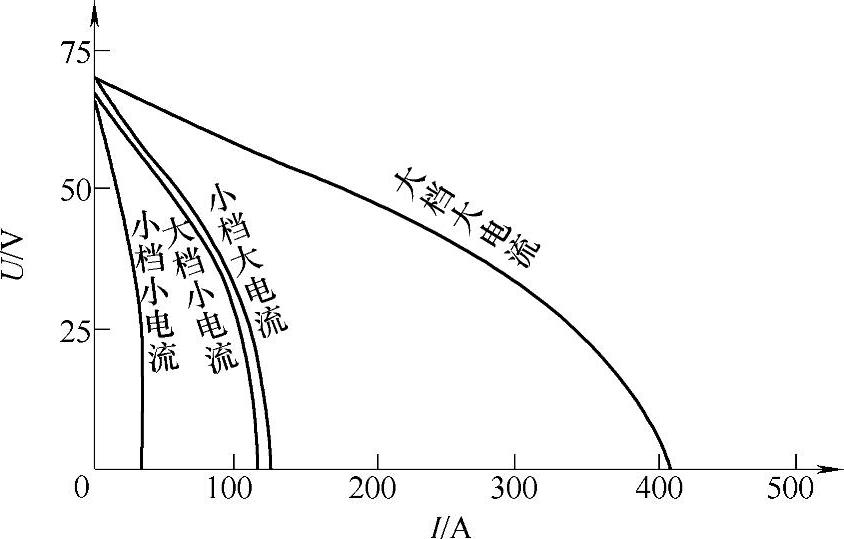
图3-57 ZXG6-300型弧焊机外特性曲线
表3-27 ZXG6-300型弧焊机电气元件规格
4)磁放大器铁心为冷轧硅钢片等高导磁材料制成,勿强烈振击,以防磁性变坏。
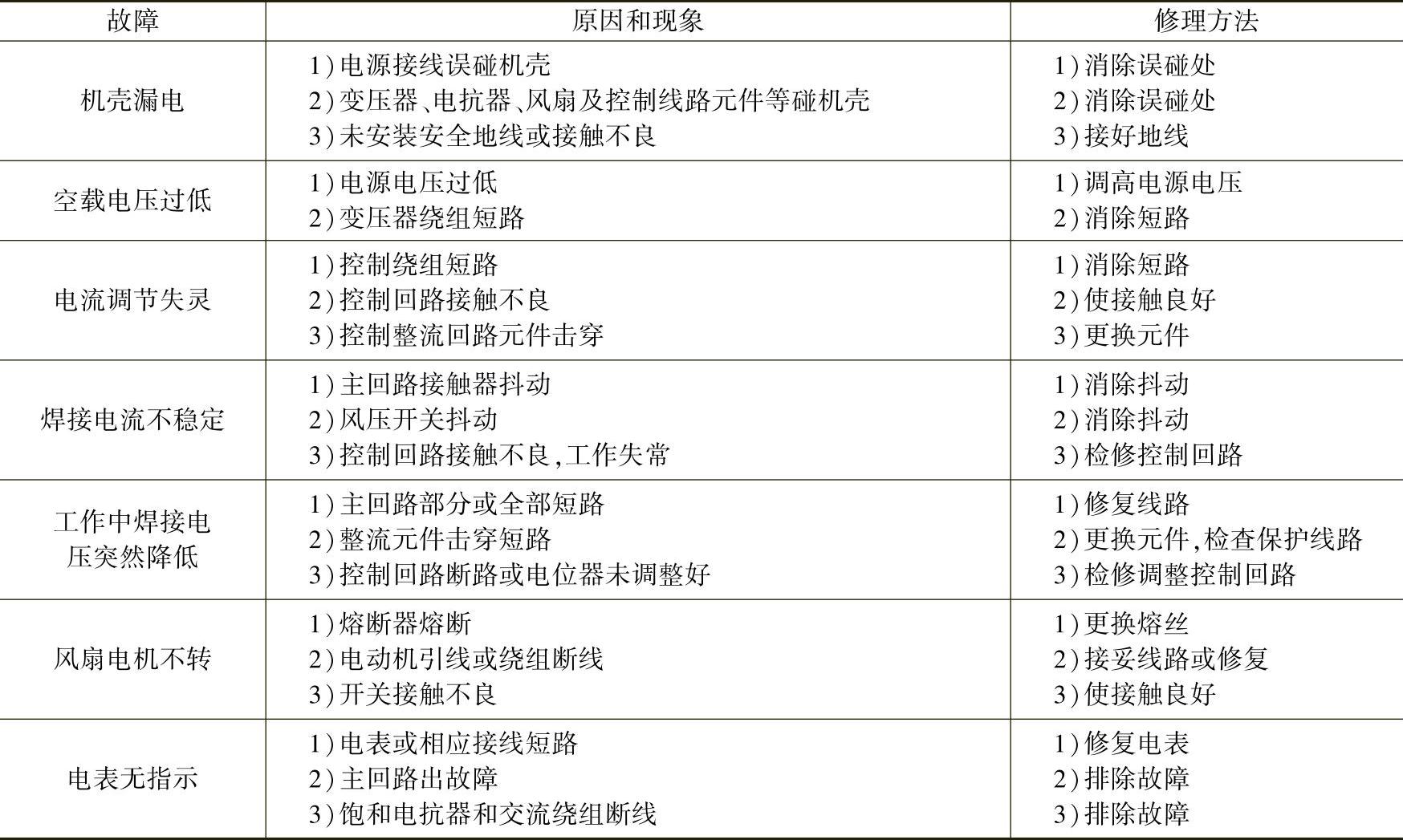
故障及修理方法见表3-28。
表3-28 焊条电弧焊整流器故障及修理方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。