



直流弧焊发电机是由三相感应电动机或内燃机拖动,组成电动-发电机组,通常叫做旋转式直流电焊机。
1.基本原理及主要技术数据
直流弧焊机是一种专供电焊用的特殊形式的发电设备。它除了具有产生直流电的性能外,还能够满足焊接工艺所要求的性能。例如,具有陡降的外特性;焊接电流能在较大的范围内均匀调节;空载电压变化不大,具有良好的动特性等。直流弧焊机的基本原理与一般直流发电机一样,当电枢转动时,其绕组切割由励磁系统所产生的磁通而产生的感应电势经整流器整流后发电。弧焊机的磁场由励磁系统产生。根据励磁线圈供电方式的不同,可分为自励式、他励式、复励式。
在直流弧焊机中,获得陡降外特性和调节电流,通常是利用磁场或电枢反应的相互作用来实现的。
以下按产品类别和型号分别介绍一些常用弧焊机的线路图、结构及外特性曲线。直流弧焊机的主要技术数据见表3-22。
弧焊发电机一般由三相感应电动机拖动,二者装于同一轴上和同一机身内,构成电动发电机组。它由电刷1、发电机电枢2、发电机磁极3、电动机4、控制盘5等主要部分组成,如图3-24所示。
表3-22 直流弧焊机主要技术数据
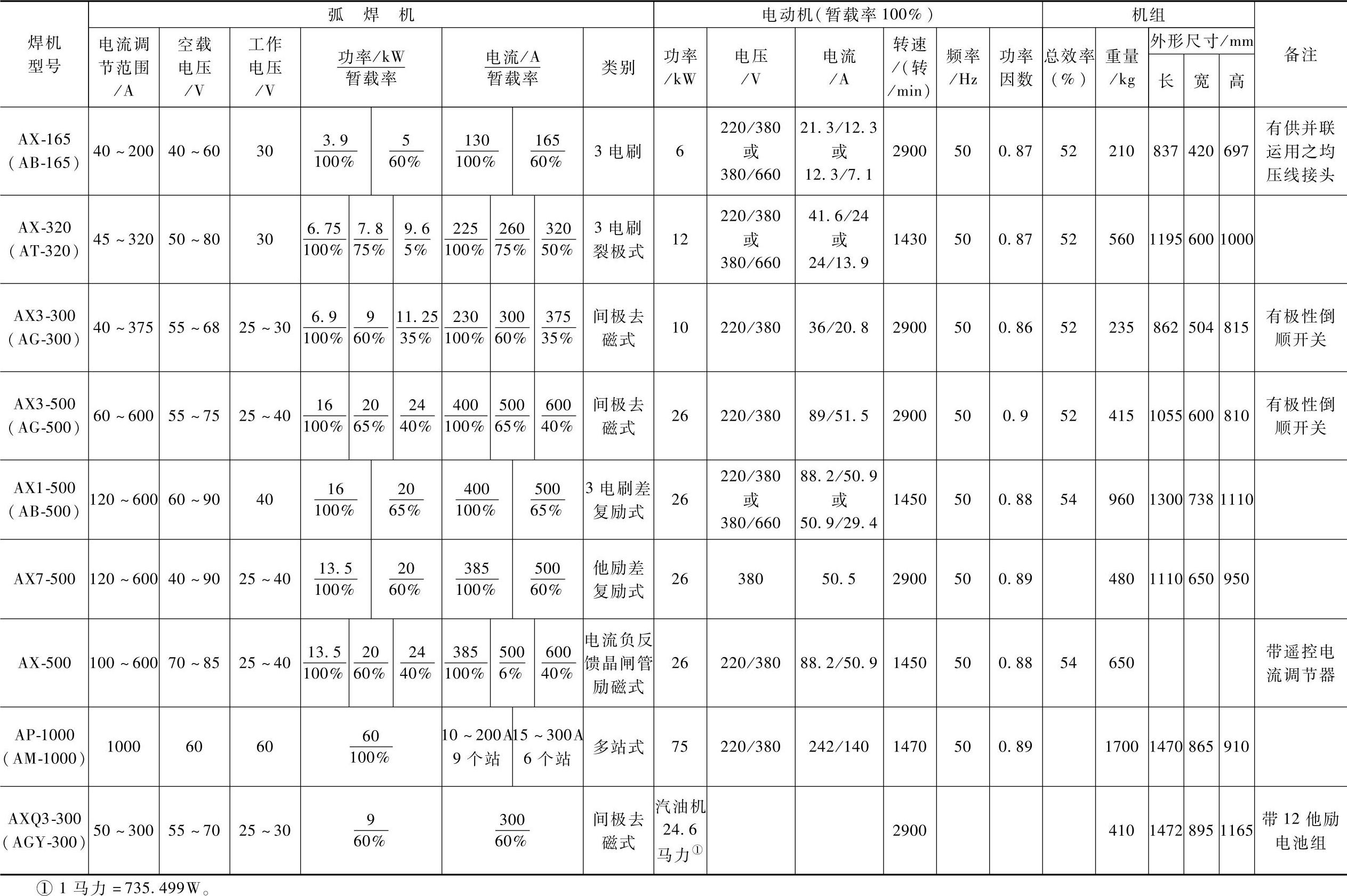
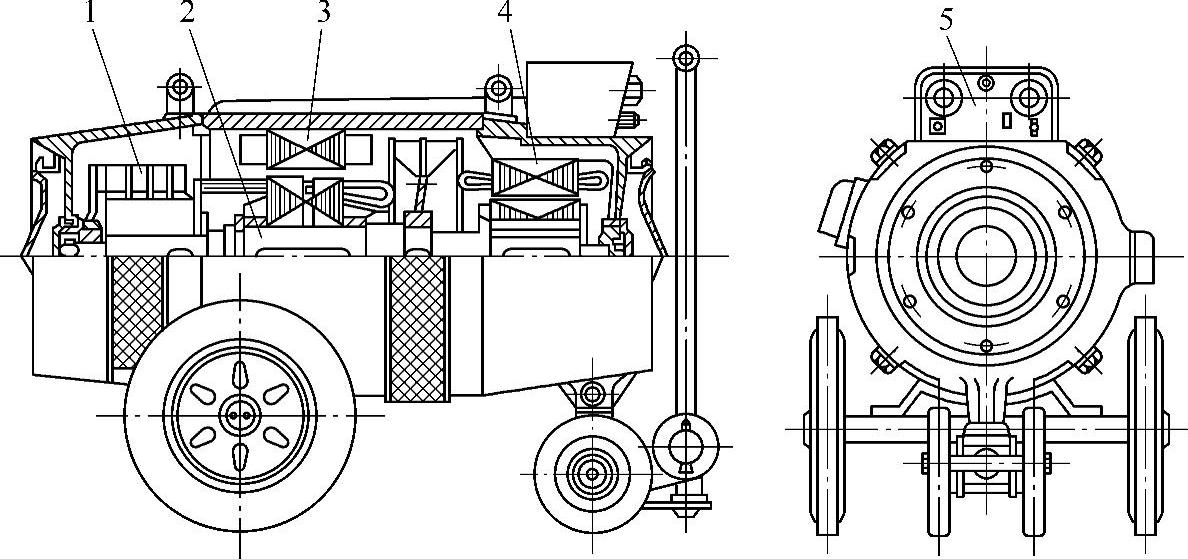
图3-24 交流感应电动机拖动直流弧焊机结构图
1—电刷 2—发电机电枢 3—发电机磁极 4—电动机 5—控制盘
在无动力电源的场合使用直流弧焊机时,拖动动力可用内燃机(柴油机或汽油机)来代替电动机。图3-25所示为内燃机拖动直流弧焊发电机结构图。
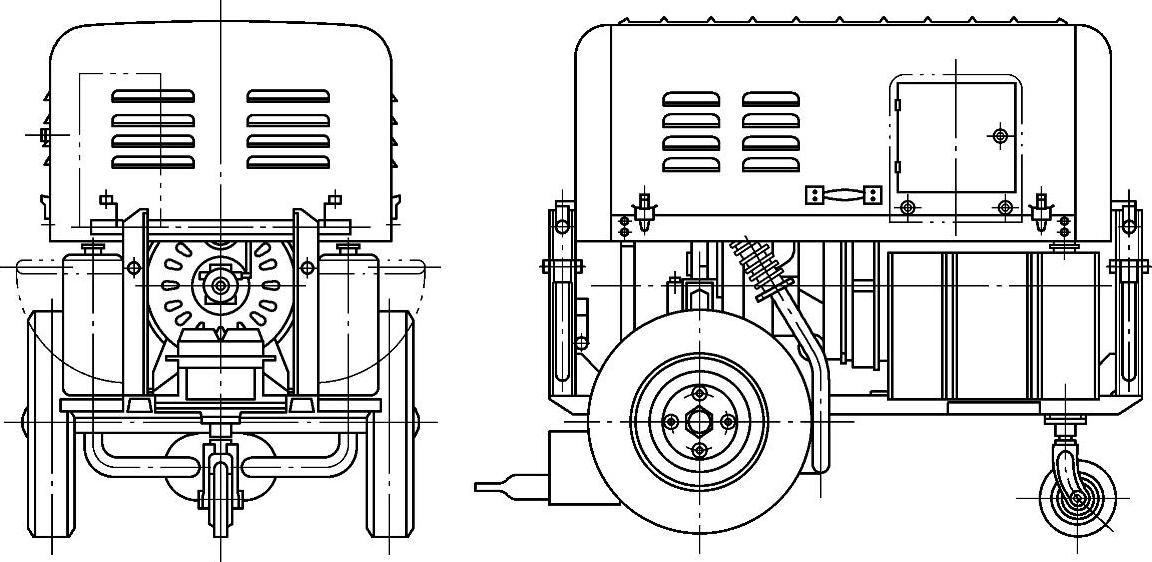
图3-25 AXQ3-300汽油发动机拖动直流弧焊发电机结构图
2.常用的直流弧焊机简介
(1)三电刷差复励式
AX1-500(AB-500)型直流弧焊机属三电刷差复励式弧焊机,有4个主极和4个换向极(其作用是改善发电机的换向,使之不产生火花)。主极都割有缺口,将主极分成断面不等的两部分,以加剧局部磁饱和并减小辅助电刷的火花。并励线圈分布在所有主极上,串励线圈分布在两个主极上。串励线圈与换向极的线圈和焊接主回路是串联的,它有四个主电刷,正负相间隔,同极性并联,另有一个辅助电刷供分励励磁用。
电流粗调节分大、小两档(大于300A一档,小于300A一档),靠改变串励线圈的抽头来实现。
电流细调节靠改变并励线圈的可变电阻来实现。焊机线路图如图3-26所示。外特性曲线如图3-27所示。
这种焊机的电压建立靠自励剩磁,因此转动方向不可倒向。
这种焊机由于电磁结构的关系,磁惯性较大,动特性较差。小电流焊接时,如果电弧不稳定,可另串入镇定电阻器。
三电刷差复励式弧焊机的线路示意图如图3-28所示。
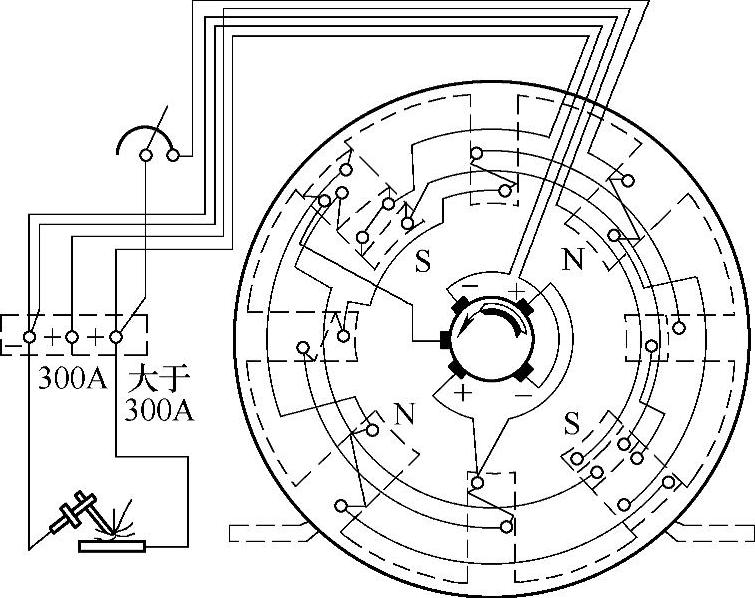
图3-26 AX1-500型直流弧焊机线路图
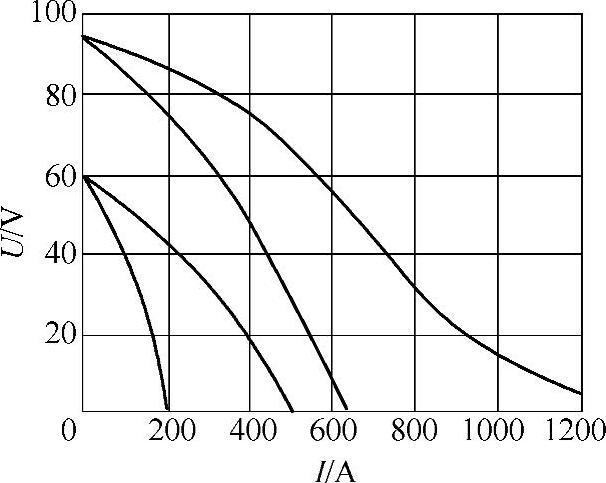
图3-27 AX1-500型直流弧焊机外特性曲线
这种弧焊机有并励线圈W1、串励去磁线圈W2。除主电刷a、b外,还有辅助电刷C。并励线圈由电枢的一半绕组供电,W1接在a与c之间。电压不随负载而变化,可保持恒定。
负载时(图3-29),发电机中有3种磁通,即并励磁通Φ1、串励磁通Φ2和电枢反应磁通ΦA。从图中可见,在N极的左面和S极的右面,Φ2与ΦA反向,并随着焊接电流的变化而变化,但二者大体上相互抵消。因而在相应的部位,磁通不随负载电流变化,仅由并励磁通决定。所以,在电刷a与c之间,电枢绕组所感应的电势也是恒定不随负载变化的。在N极的右面和S极的左面,Φ2和ΦA都起去磁作用,且随着焊接电流的增减而增减,因此主电刷a与b间的总电势有负载即行降低,得到陡降的外特性。

图3-28 三电刷差复励式弧焊机线路(自励)图
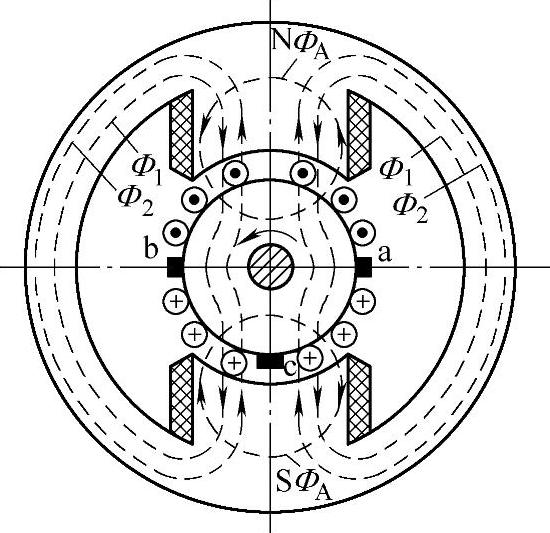
图3-29 三电刷差复励式磁通分布图
(2)三电刷裂极式
1)AX-320(AT-320)型属三电刷裂极式弧焊机,其线路图如图3-30所示。发电机有4个磁极及两个辅助磁极。在称为交极的一对磁极(N2、S2)上绕有可调和不可调两个绕组。在主极(N1、S1)上仅绕一个不可调绕组。图中绕组上的字母“H”为绕组始端,“K”为绕组终端。励磁绕组接于一个辅助电刷和一个主电刷上。
电流粗调节有三档,靠移动电刷(其位置固定于机盖上的3个凹槽中)来实现。电流的细调节是利用闭合于交极的可调绕组电路中的变阻器来调节的。
这种焊机因无串励线圈,主极又处在饱和状态,主要靠电枢反应获得陡降特性,因此动特性良好。外特性曲线如图3-31所示。
2)AX-165型属三电刷裂极式弧焊机。其线路结构如图3-32所示。与AX-320焊机所不同的是它的主极不是在极端开狭颈,而是直接采用小断面电极,而且在交极上加了串励去磁线圈,并在输出端串联了电抗器。
这种焊机电流的粗、细调节靠分别调节串励线圈抽头及并励线圈电流来实现。外特性曲线如图3-33所示。
图3-32中接线端头甲、乙是供同型号焊机并联运用时,励磁回路均压平衡负载用的。
这种焊机因电流调节方式近似AX1-500,故有人也把它归入三电刷差复励式。
它有体积小、重量轻、移动方便等优点,因主回路中串有电抗器,对外特性有一定的调节作用,稳定性能较好。
三电刷裂极式弧焊机有4个磁极,其磁通分布如图3-34所示。但N1、N2相邻,S1、S2相邻,所以在磁路上实为一两极发电机。磁极N1、S1称为主极,极端有狭颈,减少截面可使磁路饱和。磁极N2、S2称为交极。

图3-30 AX-320直流弧焊机线路图
1—电刷移动手柄 2—不可调节线圈 3—可调节线圈 4—电流调节变阻器
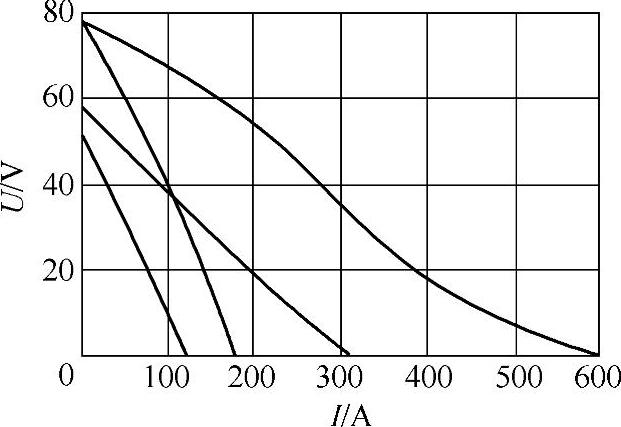
图3-31 AX-320型直流弧焊机外特性曲线
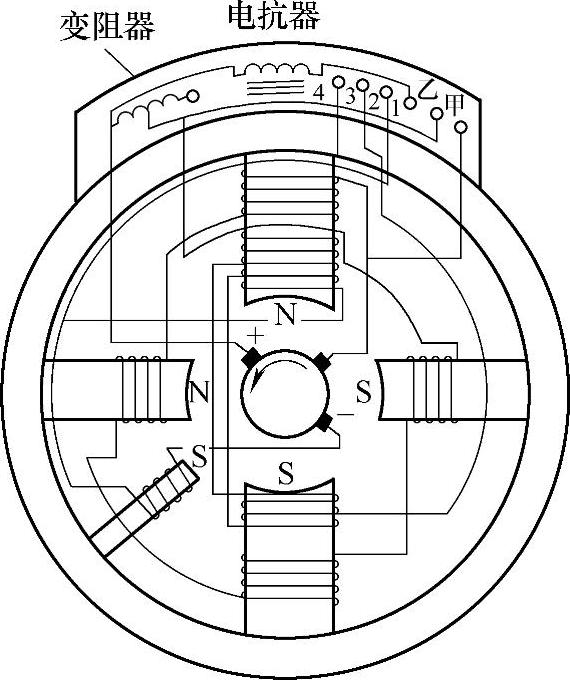
图3-32 AX-165型直流弧焊机线路图

图3-33 AX-165型直流弧焊机外特性曲线
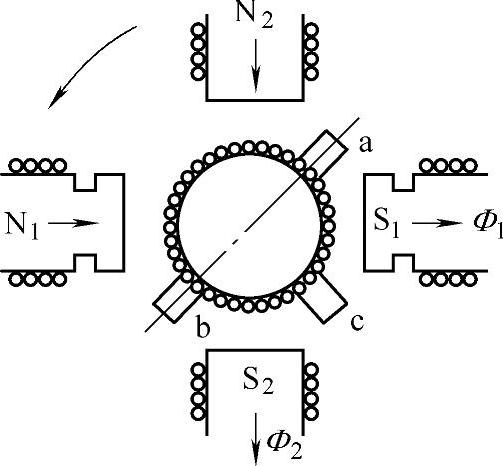
图3-34 三电刷裂极式磁通分布图
并励线圈有可调、不可调两个,并联在电刷a与c之间。可调的线圈分布在两个交极上,不可调的分布在主极及交极上,线路如图3-35所示。图中Φ1、Φ2、ΦA分别表示主极、交极和电枢反应的磁通。
空载时,Φ1已饱和,Φ2未饱和,空载电压取决于两磁通之和。负载时,焊接电流通过电枢绕组,产生电枢反应磁通ΦA,ΦA可分为ΦA1、ΦA2两分量,ΦA2对于交极产生去磁作用,ΦA1对主极则因主极早已饱和,不再产生增磁作用。结果随着负载的增大,发电机总磁通减少,工作电压即下降,从而获得了陡降外特性。同时,由于主极饱和程度不受负载电流影响,所以电刷a与c间可引出恒压励磁电源。
焊接电流粗调靠移动电刷a、b来实现。因ΦA的方向位于a-b轴线上,当逆着转向移动电刷时,ΦA2去磁作用减小,工作电压增高,焊接电流增加;反之,焊接电流减小,但空载电压不变。电流细调靠调节交极线圈的可变电阻来实现,此时空载电压有变化。
(3)多站式弧焊机
AP-1000型(附6台APR-300或9台APR-200型镇定变阻器和一台磁场变阻器)属多站式弧焊机。发电机本身为平特性电源,加上镇定电阻器后得到陡降外特性。
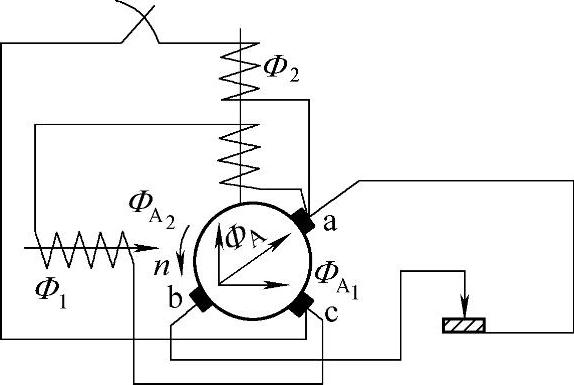
图3-35 三电刷裂极式线路示意图
这种焊机的暂载率为100%,连续工作电流为1000A,因此可以作6个300A的焊接站或9个200A的焊接站的弧焊电源,适于焊接工作集中、频繁的场合。优点是设备投资低,占地小,利用率高,电弧稳定性也好。缺点是镇定变阻器浪费电量较大,造成用电不合理。
多站式弧焊机的线路示意图如图3-36所示。它实际上是一种平外特性加复励磁的大电流发电机。并励线圈W1为基本励磁线圈,建立必要的空载电压。当有负载时,串励线圈W2产生与Φ1同向的Φ2,使工作电压略有增高,以补偿电流在电枢内所造成的内阻压降,保持平外特性,使电压恒定,不受负载变化的影响。
为了使每个焊接站均能获得陡降外特性,需分别串入镇定变阻器,通过改变镇定变阻器的电阻,即可调节各自的焊接电源。(https://www.xing528.com)
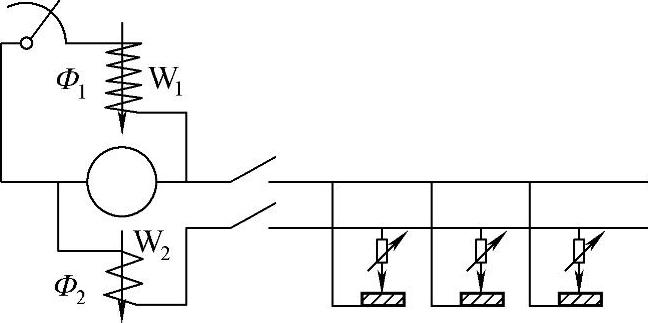
图3-36 加复励多站式线路图
3.使用与维修
(1)安装与使用
直流弧焊机大都是由三相感应电动机拖动。手把线和地线要按所需的极性接法相连。下面仅就其特点分别说明(其余事项同交流弧焊机)。
1)安装注意事项:
①接入三相网路前,应按电压等级及标牌规定,将电动机接成三角形(△)或星形( )。如果电动机为220/380V电压,那么,在三相网路为220V时,电动机定子绕组用三角形联结;而380V时,则用星形联结。电动机的定子三相线圈引出线固定在电动机外面的接线板上,接线板上的线头旁有各相线圈的始端和末端的符号(见表3-23),出线板上出线端的接法可按不同的要求接成星形或三角形,如图3-37所示。机组应保证空载起动(即无焊接电流时起动)。
)。如果电动机为220/380V电压,那么,在三相网路为220V时,电动机定子绕组用三角形联结;而380V时,则用星形联结。电动机的定子三相线圈引出线固定在电动机外面的接线板上,接线板上的线头旁有各相线圈的始端和末端的符号(见表3-23),出线板上出线端的接法可按不同的要求接成星形或三角形,如图3-37所示。机组应保证空载起动(即无焊接电流时起动)。
②笼型感应电动机直接起动时,起动电流比额定电流大好几倍。因此,网路的容量较大时,可全压直接起动;当网路容量小时,应加星形、三角形起动器,用来降压起动。
表3-23 电动机定子绕组6个出线端的符号

③为了使用方便和安全,在供电线路中,最好安装磁力起动器。直流弧焊机安装示意图如图3-38所示。
④对于多站式直流弧焊机,因为电动机容量较大,不宜直接起动,最好加自耦变压器起动器。
⑤试车时应注意焊机转向,如与标记方向相反,应将电动机三相进线中的任意两相交换,改变转向。电机刚起动时,不可立即拉闸断电。

图3-37 出线板上出线端接法
a)星形联结 b)三角形联结
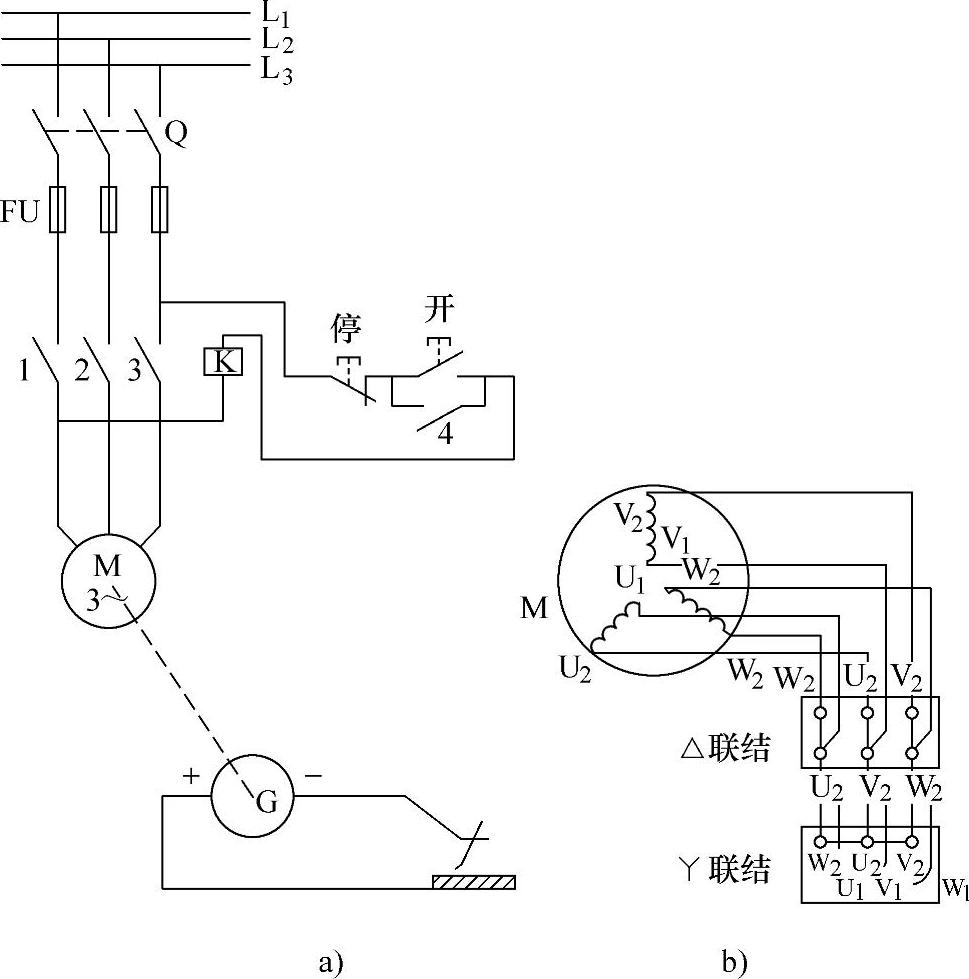
图3-38 直流弧焊机安装示意图
a)直流焊机外部接线b)三角形(△)或星形( )联结时,电动机接线图Q—刀开关FU—熔断器K—电磁起动器(电磁铁线圈)M—三相异步电动机G—直流发电机
)联结时,电动机接线图Q—刀开关FU—熔断器K—电磁起动器(电磁铁线圈)M—三相异步电动机G—直流发电机
2)并联注意事项:当一台发电机所供出的电流不能满足焊接工作需要时,可将两台或多台发电机并联运用。并联的发电机最好是同型号、同空载电压且外特性相似的。如上述条件不能满足,并联时要谨慎进行,以防止出现发电机之间的串流或电磁系统混乱现象。并联的发电机必须同极性相连,并且注意各发电机负载电流的合理协调分配。
同型号发电机并联时,还需遵守下列规定:除他励差复励式直接通过开关Q进行并联外(图3-39),加复励式的焊机并联时,应加均压线,如图3-40所示;三电刷差复励式(或间极去磁)及三电刷裂极式应将各发电机的并励线圈彼此交互供电,如图3-41、图3-42所示;电流反馈他励差复励式,应使用一台(公用)控制箱,由他励线圈对两台发电机供电。
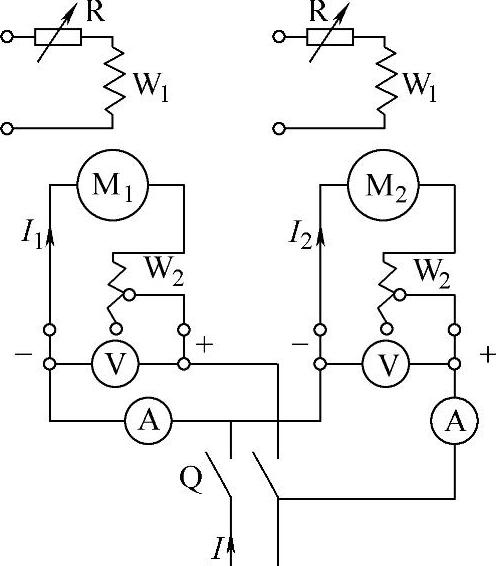
图3-39 他励差复励式焊机并联线路图
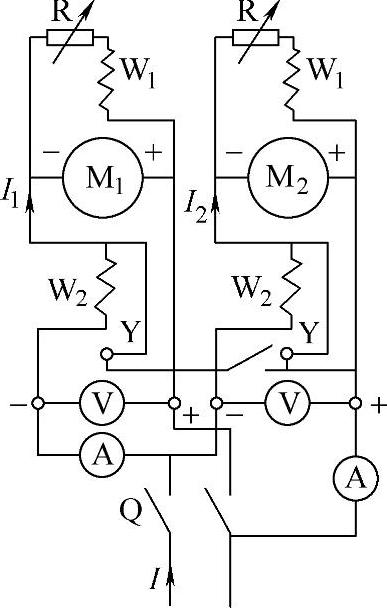
图3-40 多站(加复励)式焊机并联线路图

图3-41 三电刷差复励式焊机并联线路图
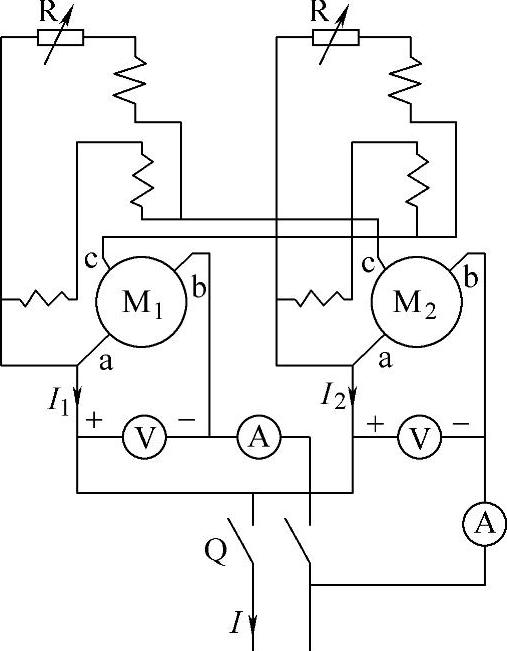
图3-42 三电刷裂极式焊机并联线路图
各并联运行焊机必须分别起动,待运行正常后验明极性相同时,方可投入使用。
(2)电流的远距离调节
旋转式直流弧焊机远距离调节电流,对于下列情况是必要的:
1)大型结构、船体等的焊接中,有时焊机与焊工操作地点距离较远,往返调节电流不方便。
2)管子、闸门、管道的安装,环焊缝上的各种焊接位置分别为仰、立、平焊,所需焊接电流不同,在操作中需要随时调节焊接电流。
3)为避免噪声和改善焊机附近的环境卫生,有时将旋转式直流焊机移至室外或集中到专门房间中放置。但焊机的起动、停止和调节电流希望在焊工操作地点进行。
实现旋转式直流弧焊机远距离调节电流的方法有:
①将焊机上已有的小功率的励磁调节装置拆移(例如,一般焊机上的励磁可调变阻器),并用较细的导线引至焊接地点。此方法实行起来很方便。
②采用专供直流焊机调节电流用的镇定变阻器。该电阻串联在焊机的输出焊接回路中,当安放在焊钳的附近时,可以起到远距离调节电流的作用,其缺点是变阻箱的体积和重量较大,移动起来不方便。某些单位采用自制电阻,使其在焊接过程中起幅度不太大的调节作用,效果较好。为了从AX1-500(AB-500)型焊机得到小电流,有的用大约30圈、直径6~8mm、长约600mm的一段螺旋形电阻丝,将其一端夹在焊钳上,再备一条2m长左右的两头带焊钳的手把软线,一个焊钳用作夹电阻丝用,一个焊钳用作夹焊条。焊接时可以根据所需要的电流来改变电阻丝夹入的圈数。用大电流时可减少电阻丝夹入圈数,如图3-43所示。生产实践证明,在一定条件下,当改变焊接位置及接头形式时,这种方法可方便地调节电流。电阻丝在焊接中会发热,工作时应注意安全。这种方法有一个明显的缺点,即与采用镇定变阻器一样,要浪费一部分电能,因此只推荐在特殊工作条件下使用。
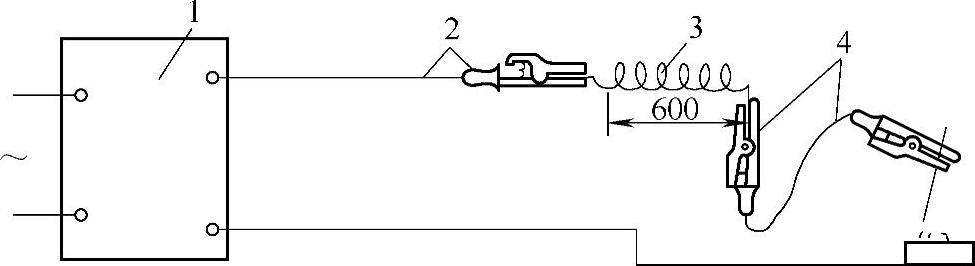
图3-43 简易电流调节装置示意图
1—焊机 2—原把手和把线 3—电阻丝 4—后加把手和软线
(3)维护和修理
直流弧焊机的电气、机械旋转等部分较为复杂,应根据它的特点及有关规定经常维修。维修时,可参照下列几点:
1)保持焊机内外清洁:焊机的表面要经常擦扫干净,绕组内部及焊机各间隙中的灰尘要吹净。绕组和换向器上的油渍、污物要用四氯化碳和汽油的混合物及时的擦洗干净。
2)换向器铜头的维护:
①换向器表面要保证光滑,发现粗糙时,要及时用砂布在运转中磨光。如果表面发现缺口,可把砂布卷在平板上,借电机的运转来磨平表面。若表面有轴向沟槽,则可用与换向器外形相似的磨面来磨修。如果表面有凹陷和不圆正的情形,用上述方法无法修整时,应把电枢卸下,在车床上把铜头表面车去一刀(车床加工换向器一定要对准轴的轴线)。
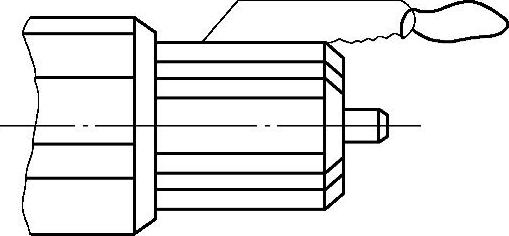
图3-44 换向器中云母片的刻低
②换向器中云母片的刻低:铜头经长期运转或修复后,其中的云母片常会高出或与表面平齐,必须将云母片刻低,一般采用把两侧面磨平的手工锯条来刻低,如图3-44所示。刻低时,要使锯片和云母表面垂直,慢慢地向后移动,刻成平坦的沟槽,但不要刻的太深,也不要在换向片边缘锯成缺口。
3)电刷的使用及维护:
①电刷在换向器表面应有适当的均匀压力,使所有的电刷都承受均匀的负载电流。
②电刷表面磨损和损坏时,要及时更换与原电刷一样的新电刷。电刷圆弧的处理方法是将电刷嵌入夹子内,再把弹簧压在上面,使砂布麻面朝向电刷,背面紧贴在换向器上,然后上、下移动,来回磨电刷,如图3-45所示。不可按图中所示的不正确方向磨电刷,以防把电刷磨成圆边,如图3-46所示。磨电刷可采用较细的砂纸,磨后应把铜头吹净。
4)轴承的维护:轴承应经常保持清洁与润滑。此外,要定期检查,必要时更换新的。
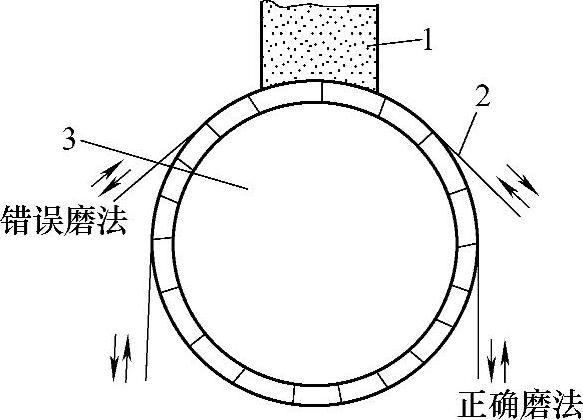
图3-45 电刷的磨法
1—电刷 2—砂布 3—换向器

图3-46 磨电刷的方向
1—导线 2—电刷 3—磨的正确 4—磨的不正确
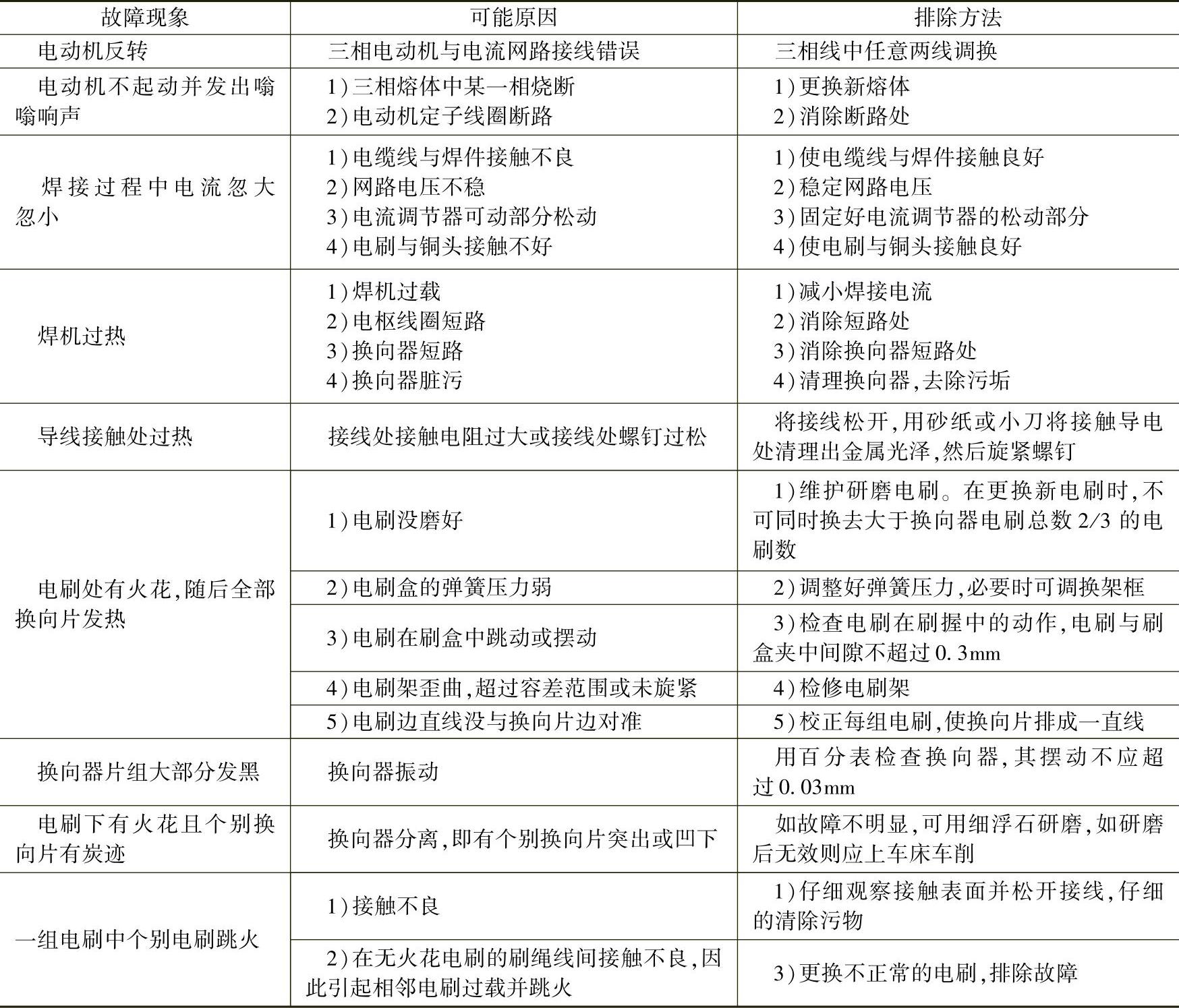
焊机的故障及排除方法见表3-24。
表3-24 直流焊机常见故障及其排除方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。