



1.非合金钢及细晶粒钢焊条型号分类
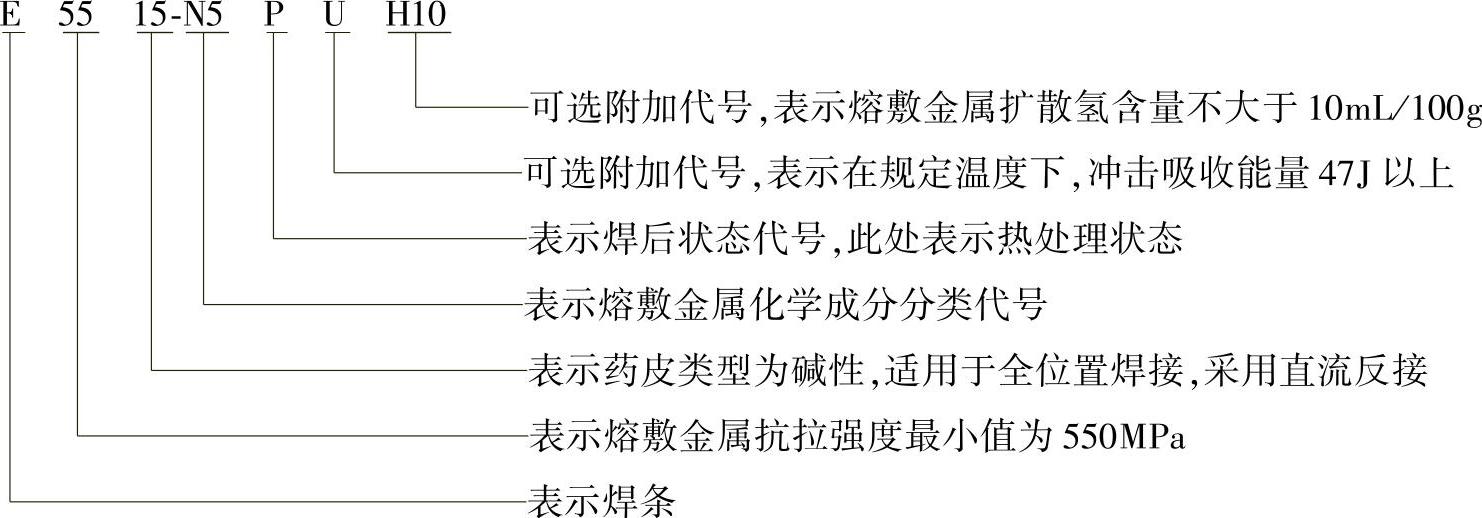
焊条型号由五部分组成:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的紧邻两位数字,表示熔敷金属的最小抗拉强度代号。
3)第三部分为字母“E”后面的第三和第四两位数字,表示药皮类型、焊接位置和电流类型,见表3-16。
4)第四部分为熔敷金属的化学成分分类代号,可为“无标记”或短划“—”后的字母、数字或字母和数字的组合。
5)第五部分为熔敷金属的化学成分代号之后的焊后状态代号,其中“无标记”表示焊态,“P”表示热处理状态,“AP”表示焊态和焊后热处理两种状态均可。
除以上强制分类代号外,根据供需双方协商,可在型号后依次附加可选代号:
1)字母“U”,表示在规定试验温度下,冲击吸收能量可以达到47J以上。
2)扩散氢代号“HX”,其中X代表15、10或5,分别表示每100g熔敷金属中扩散氢含量的最大值(mL)。
GB/T 5117—2012标准中的焊条型号示例如下:
示例1:
示例2:

表3-16 药皮类型代号
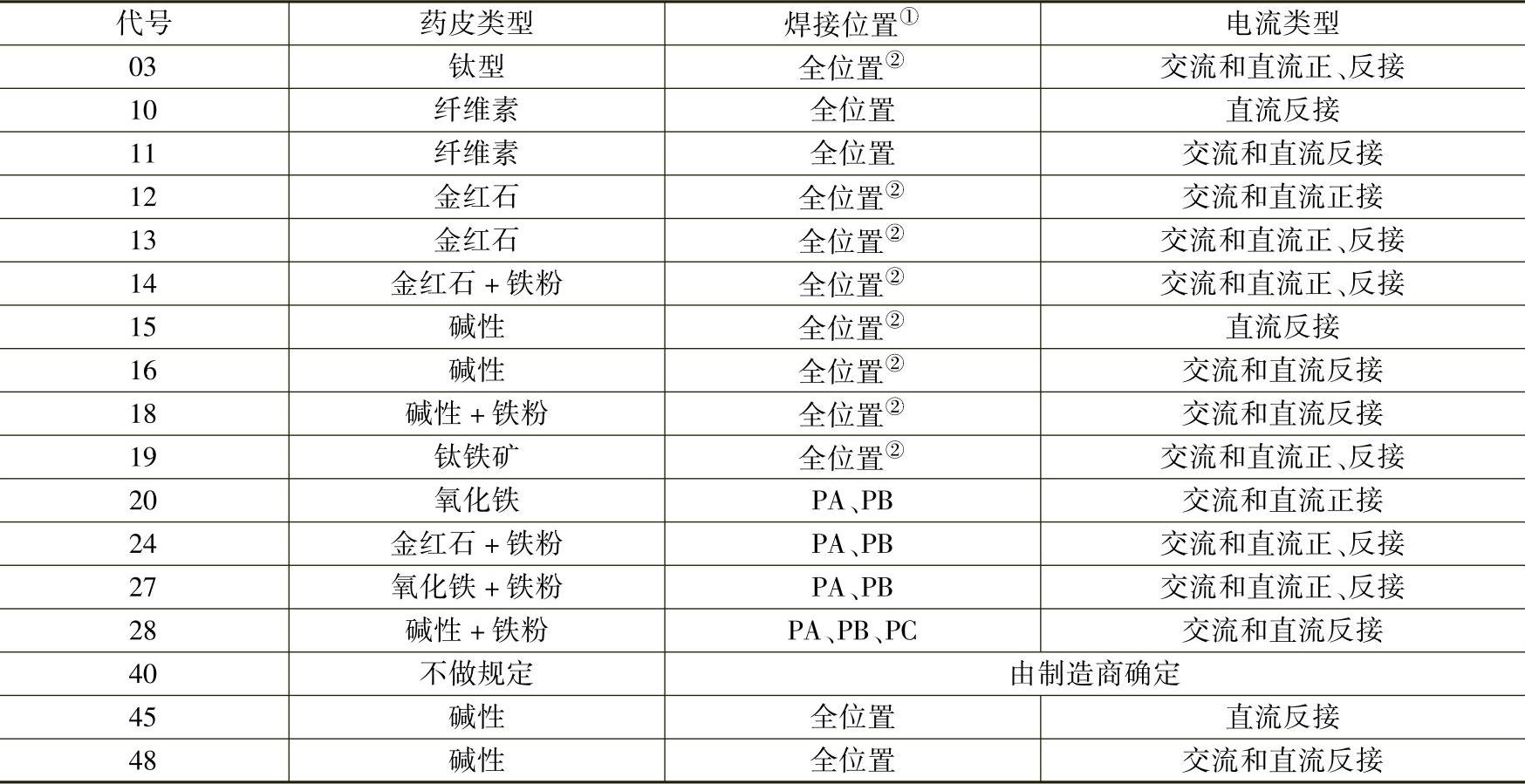
①焊接位置见GB/T 16672,其中PA=平焊、PB=平角焊、PC=横焊、PG=向下立焊。
②此处“全位置”并不一定包含向下立焊,由制造商确定。
2.热强钢焊条型号分类
焊条型号由四部分组成:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的紧邻两位数字,表示熔敷金属的最小抗拉强度代号。
3)第三部分为字母“E”后面的第三和第四两位数字,表示药皮类型、焊接位置和电流类型,见表3-17。
4)第四部分为短划“-”后的字母、数字或字母和数字的组合,表示熔敷金属的化学成分分类代号。
除以上强制分类代号外,根据供需双方协商,可在型号后附加扩散氢代号“HX”,其中X代表15、10或5,分别表示每100g熔敷金属中扩散氢含量的最大值(mL)。
GB/T 5118—2012标准中的焊条型号示例如下:
本标准中完整焊条型号示例如下:
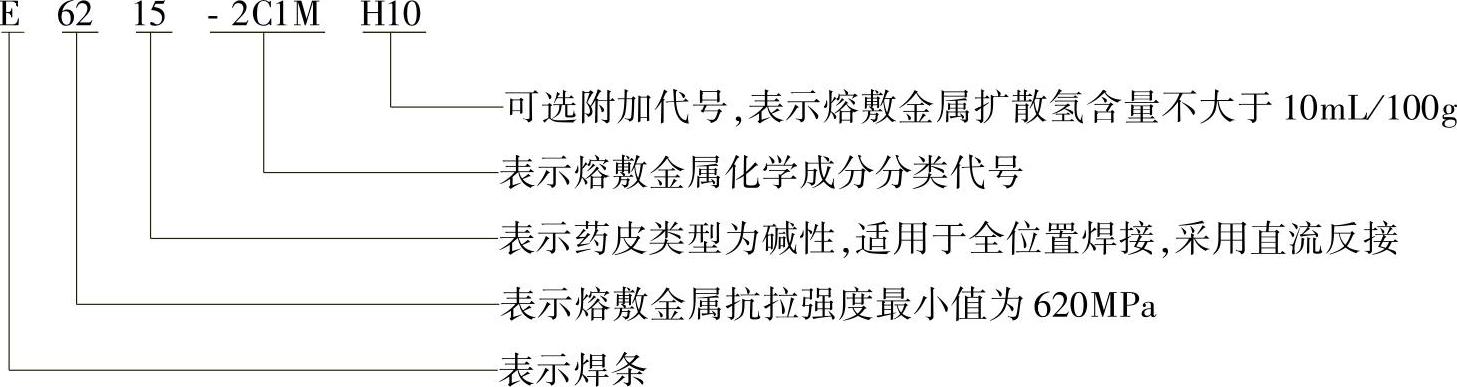
表3-17 药皮类型代号
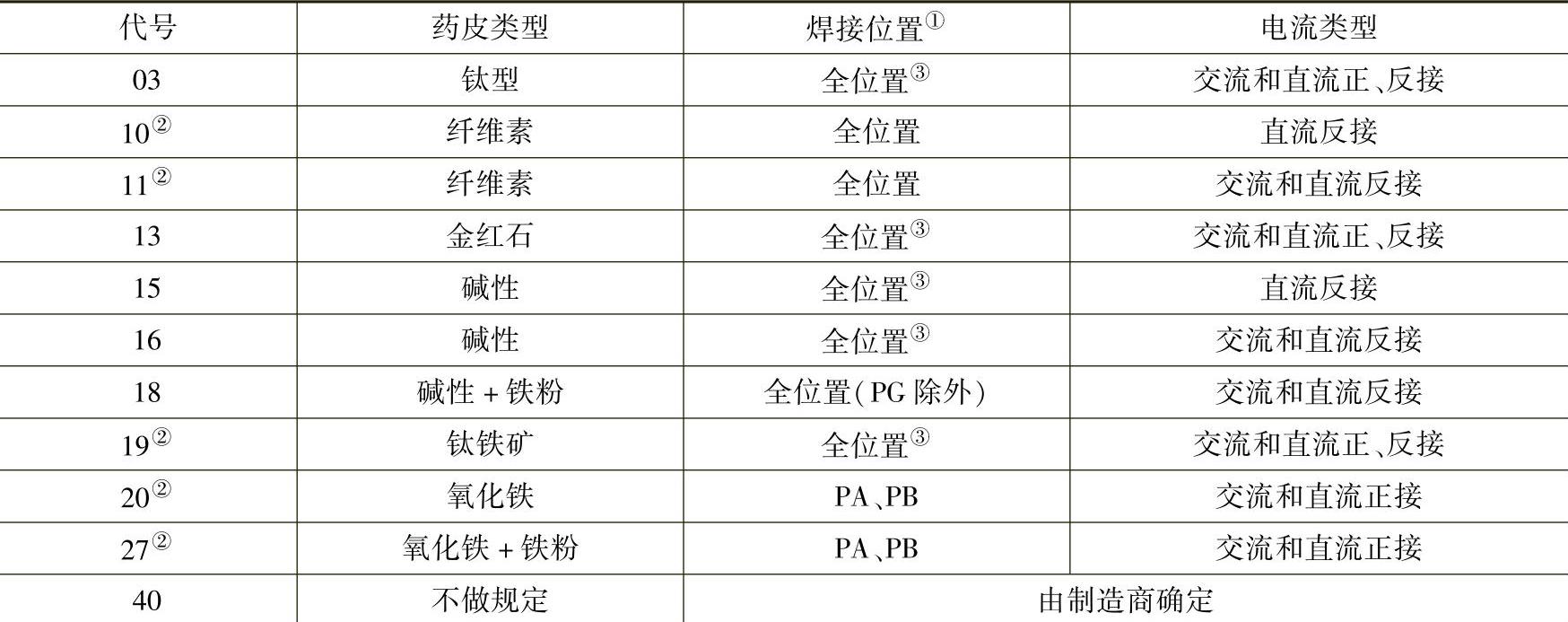
①焊接位置见GB/T 16672,其中PA=平焊、PB=平角焊、PG=向下立焊。
②仅限于熔敷金属化学成分代号1M3。
③此处“全位置”并不一定包含向下立焊,由制造商确定。(https://www.xing528.com)
3.不锈钢焊条的型号分类
焊条型号由四部分组成:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的数字表示熔敷金属的化学成分分类,数字后面的“L”表示碳含量较低,“H”表示碳含量较高,如有其他特殊要求的化学成分,该化学成分用元素符号表示放在后面。
3)第三部分为短划“-”后的第一位数字,表示焊接位置。
4)第四部分为最后一位数字,表示药皮类型和电流类型,见表3-18。
GB/T 983—2012标准中的焊条型号示例如下:
本标准中完整焊条型号示例如下:
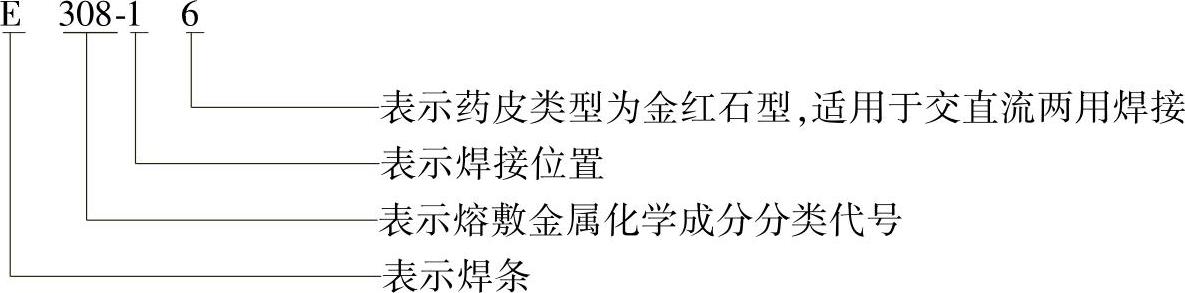
表3-18 药皮类型代号

①46型采用直流焊接。
②47型采用直流焊接。
4.铸铁焊条及焊丝的型号划分
(1)型号划分原则
铸铁焊接用纯铁及碳钢焊条根据焊芯化学成分分类,其他型号铸铁焊条和药芯焊丝根据熔敷金属的化学成分及用途划分型号。
填充焊丝和气体保护焊丝根据本身的化学成分及用途划分型号。
(2)型号编制方法和标记示例
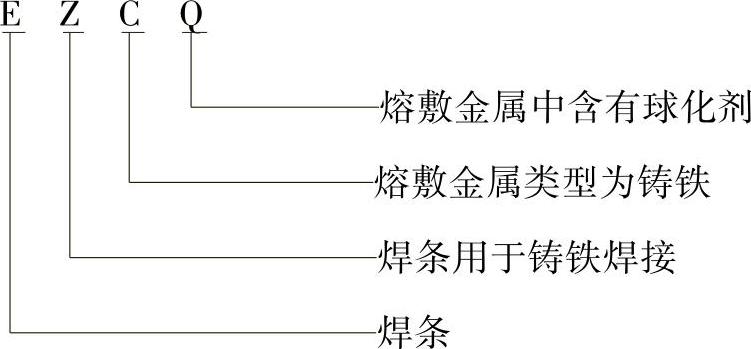
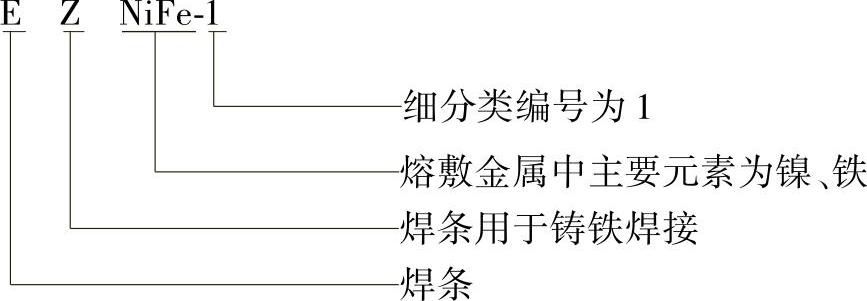
1)焊条:字母“E”表示焊条,字母“Z”表示用于铸铁焊接,在“EZ”字母后用熔敷金属的主要化学元素符号或金属类型代号表示,见表3-19,再细分时用数字表示,见表3-9和表3-10。
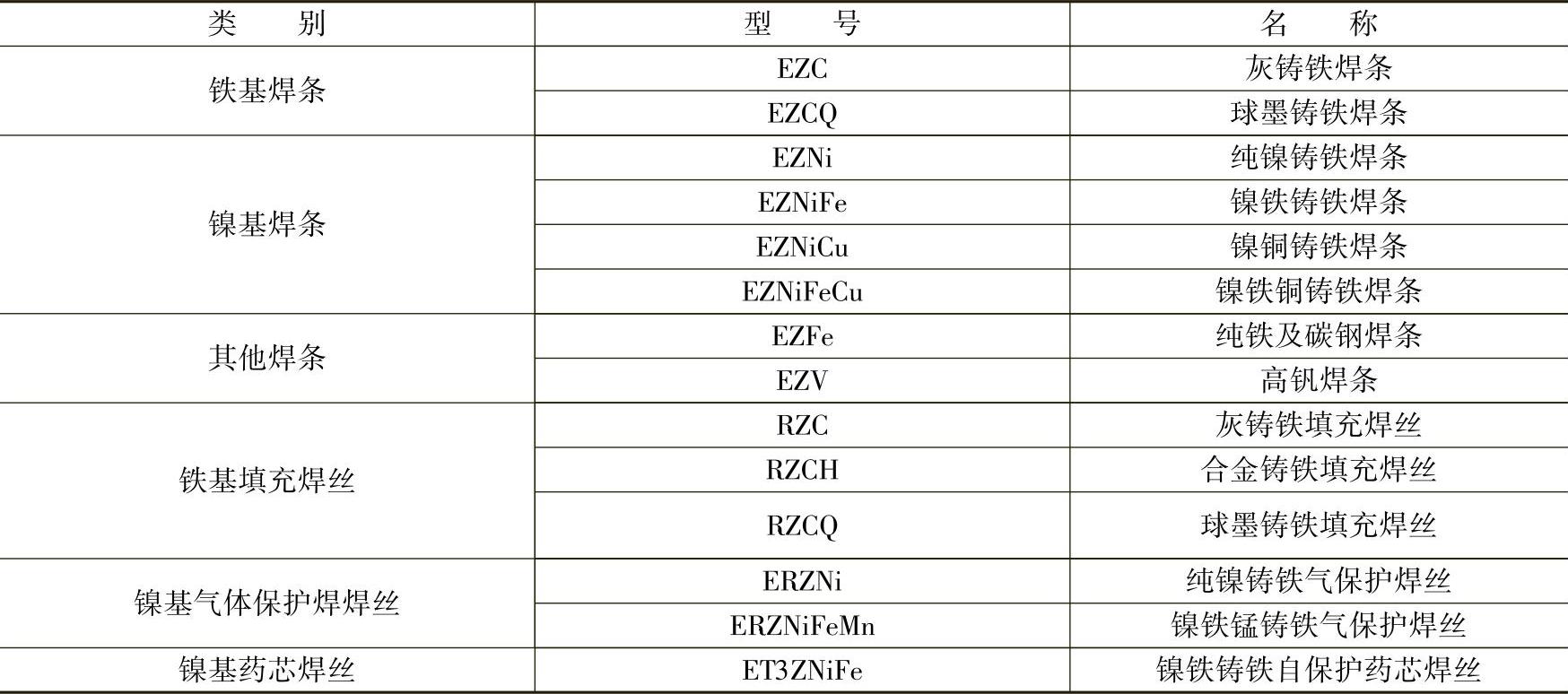
表3-19 铸铁焊接用焊条、填充焊丝、气保护焊丝及药芯焊丝类别与型号
焊条型号标记示例:
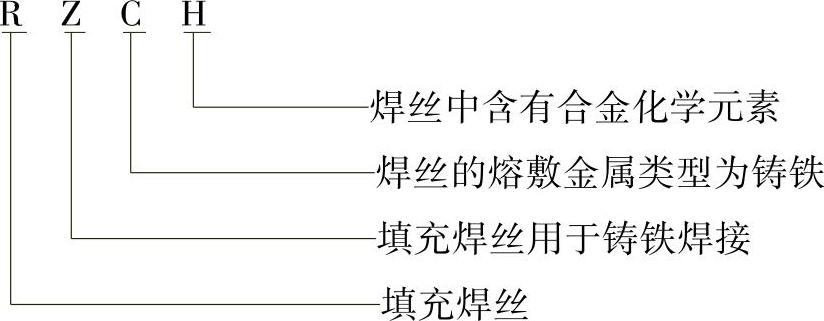
2)填充焊丝:字母“R”表示填充焊丝,字母“Z”表示用于铸铁焊接,在“RZ”字母后用焊丝主要化学元素符号或金属类型代号表示,见表3-19,再细分时用数字表示,见表3-11。
填充焊丝标记示例:
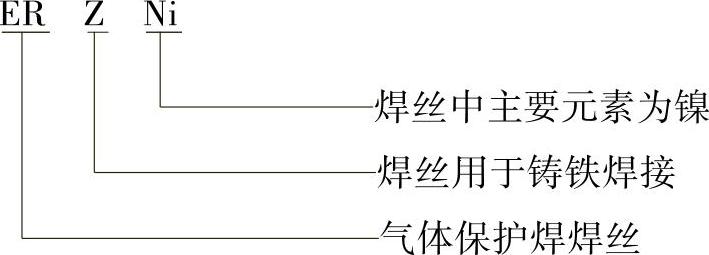
3)气体保护焊丝:字母“ER”表示气体保护焊丝,字母“Z”表示用于铸铁焊接,在“ERZ”字母后用焊丝主要化学元素符号或金属类型代号表示,见表3-19和表3-12。
气体保护焊焊丝标记示例:
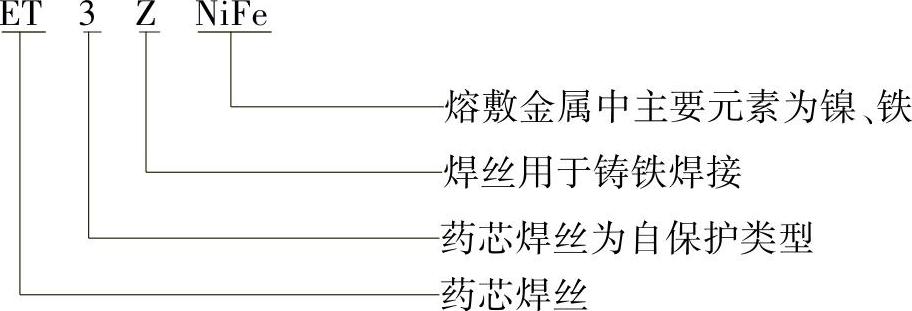
4)药芯焊丝:字母“ET”表示药芯焊丝,字母“ET”后的数字“3”表示药芯焊丝为自保护类型。字母“Z”表示用于铸铁焊接,在“ET3Z”后用焊丝熔敷金属的主要化学元素符号或金属类型代号表示,见表3-19和表3-9。
药芯焊丝标记示例:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。