



当焊完一条焊缝或熔化完一根焊条时,均需将电弧拉断,而如果拉断电弧的动作不恰当,就可能在焊缝结尾处形成低于母材表面的弧坑,如图3-10所示。这种弧坑不但降低了焊缝结尾处的强度,而且极易引起裂纹,所以焊缝结尾处不允许有较深的弧坑。一般收弧动作有以下几种。
1.划圈收弧法
如图3-11所示,电弧在焊缝结尾处不再前移,而是作圆弧运动,直到填满弧坑时再拉断电弧。此法适用于焊接厚板,对于薄板则有烧穿的危险。

图3-10 弧坑
1—焊缝 2—弧坑

图3-11 划圈收弧法
2.反复断弧收弧法(https://www.xing528.com)
在弧坑处,用较短时间反复点燃和熄灭电弧数次,直至弧坑填满。此法在薄板焊接、大电流焊接和多层焊的第1层(又称打底焊)焊接时用得较多,但用碱性焊条时容易产生尾部气孔,故碱性焊条不宜用此法。
3.后移收弧法
如图3-12所示,电弧在焊缝结尾处停住,同时改变焊条方向,由位置1转为位置2,等填满弧坑后,再稍稍后移至位置3,而后慢慢拉断电弧。此法对碱性焊条较为适用。
焊条电弧焊时,由于受焊条长度的限制,经常要用多根焊条才能完成一条焊缝,同时要求焊缝连接处的熔深和焊缝外观与焊缝其他部分一致,不可产生接头处焊缝过高、脱节和宽窄不一致等缺陷,因此在焊接过程中应前后兼顾,以获得良好的焊缝。通常在焊接到前一段焊缝的末尾时,将焊条向后甩,并把弧坑里的熔渣向后赶一赶,或者用另一根焊条将弧坑中尚未凝固的熔渣扒去一些,形成一个弧坑,在焊接后一段焊缝时,在弧坑前引弧(图3-13),并略微拉长电弧,预热连接处,然后将电弧引回弧坑,等填满弧坑后再向前焊接。需要注意的是换焊条的动作要快,因为工件在热态时接头,可使焊缝的外形美观。如果是在第1段焊缝的起头处连接,则在第1段焊缝起焊时应快一些移动电弧,使其起头处焊缝略低一些。可见焊缝连接处操作较为复杂,如操作不得当,就会影响焊缝质量。因此在焊接过程中尽量不要拉断电弧。
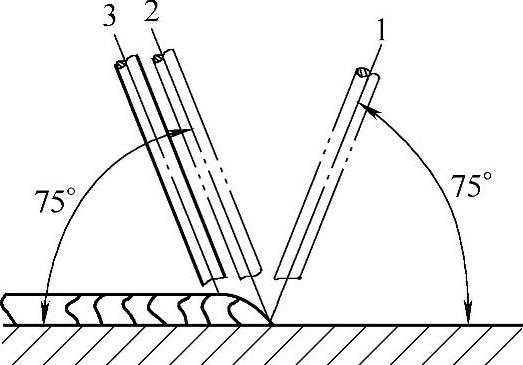
图3-12 后移收弧法

图3-13 焊缝连接方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。