



【摘要】:而擦划法引弧较易掌握,但为了尽量减少焊件表面损伤,应在坡口内擦划,擦划长度以20~25mm为佳。在引弧时,钢板的温度比较低,焊条药皮还没有充分发挥作用,因而焊缝起点容易产生气孔,所以通常在焊缝起点后面10mm处引弧,并在引燃电弧后拉长电弧,迅速移至焊缝起点进行预热,预热后再将电弧压短。这种引弧方法即使在引弧处产生气孔,也能在电弧第二次经过时将这部分金属重新熔化并使气孔消除。图3-6 引弧方法a)碰击法 b)擦划法
焊条和工件接通焊接电源后,只要把焊条接触工件,然后再迅速移开,并保持一定的距离,就可以产生电弧。引弧的方法有两种:即“碰击法”和“擦划法”,如图3-6所示。
这两种方法应根据具体情况灵活运用,例如在狭窄的地方焊接和焊件表面不允许有损伤时,用碰击法比较好,但该方法在焊条端部有熔渣,如果碰击过猛,会使药皮大块脱落而导致引弧困难,且操作不熟练时焊条易粘于工件上。而擦划法引弧较易掌握,但为了尽量减少焊件表面损伤,应在坡口内擦划,擦划长度以20~25mm为佳。
在引弧时,钢板的温度比较低,焊条药皮还没有充分发挥作用,因而焊缝起点容易产生气孔,所以通常在焊缝起点后面10mm处引弧,并在引燃电弧后拉长电弧,迅速移至焊缝起点进行预热,预热后再将电弧压短。进行正常焊接时,酸性焊条的弧长均为焊条直径,碱性焊条应为焊条直径的一半左右,如图3-7所示。
这种引弧方法即使在引弧处产生气孔,也能在电弧第二次经过时将这部分金属重新熔化并使气孔消除。为了保证焊缝起点能够焊透,可作适当的横向摆动,并在坡口根部两侧稍加停顿,以形成熔池。
当焊条粘在焊件上时,应左右摆动焊条,使之与焊件脱离,必要时应迅速松开焊钳或切断电流,以免由于过大的短路电流损坏电焊机。(https://www.xing528.com)
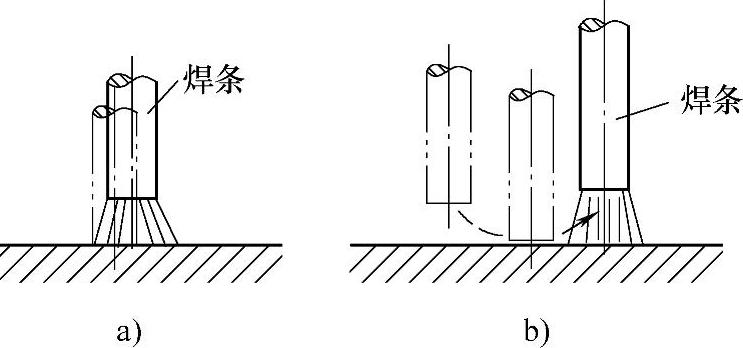
图3-6 引弧方法
a)碰击法 b)擦划法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。