



【摘要】:图3-1 焊条电弧焊的工作原理及典型的装置1—焊缝弧坑 2—弧坑 3—热影响区 4—熔深 5—渣防护层 6—焊接熔池 7—气体保护 8—焊条端部形成的套筒 9—焊条药皮 10—焊芯 11—焊件 12—接焊接电源 13—地线夹头 14—焊缝金属 15—焊条 16—焊条药皮部分 17—焊条用于导电的裸露部分 18—绝缘手把 19—焊钳开始焊接时,利用焊条的端部触及焊件引弧。焊条被废弃的长度约50mm。然而,因熔滴过渡会使焊接电源短路,所以焊接电源的动特性是最重要的。
焊条电弧焊首先要有合适的焊接电源。焊接时,需用合适的电缆使焊接电源的一端接到焊钳上,而另一端接到地线夹头上,如图3-1所示。
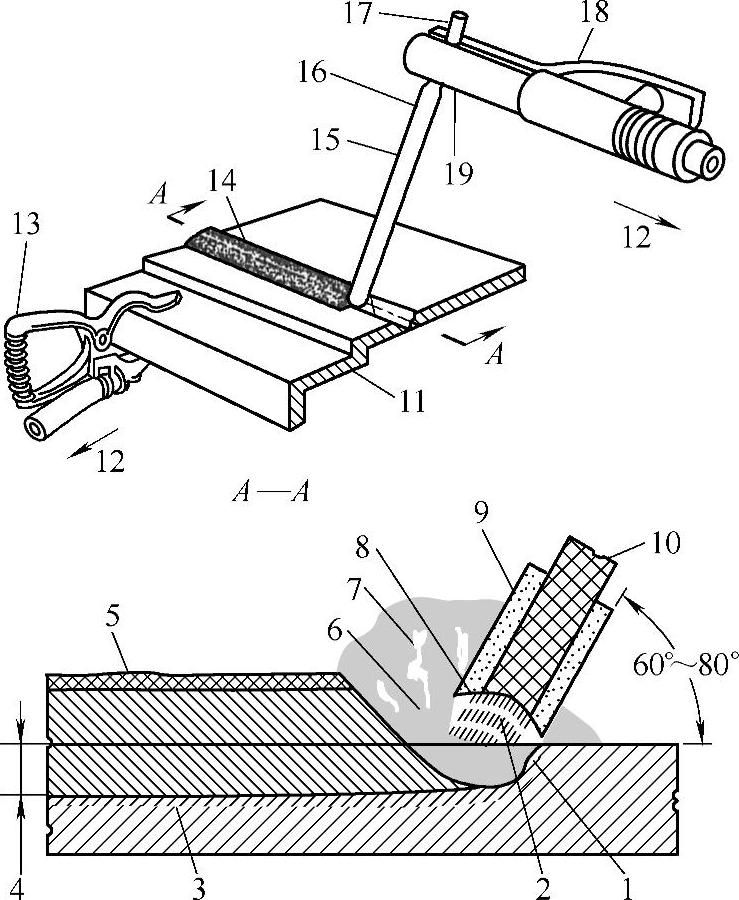
图3-1 焊条电弧焊的工作原理及典型的装置
1—焊缝弧坑 2—弧坑 3—热影响区 4—熔深 5—渣防护层 6—焊接熔池 7—气体保护 8—焊条端部形成的套筒 9—焊条药皮 10—焊芯 11—焊件 12—接焊接电源 13—地线夹头 14—焊缝金属 15—焊条 16—焊条药皮部分 17—焊条用于导电的裸露部分 18—绝缘手把 19—焊钳(https://www.xing528.com)
开始焊接时,利用焊条的端部触及焊件引弧(这与划火柴极为相似)。引弧后,焊工用手工控制焊条的方向和焊接速度,并通过控制弧长(焊条末端与焊件表面之间的距离)来维持电弧电压。在许多采用厚药皮焊条的应用场合,焊工实际上是在接头中或焊件上拖着焊条并利用焊条角度来控制弧长。焊条被废弃的长度约50mm。
从电源方面来看,该方法是简单的,需用具有电压-电流下降特性的焊接电源。采用这种电源,电流随电弧变长而下降,而电弧变短则电流增大。然而,因熔滴过渡会使焊接电源短路,所以焊接电源的动特性是最重要的。回路中的感抗控制着由短路引起的电流反应速度,影响着熔滴尺寸及电弧的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。