



【摘要】:图2-5 气焊操作示意图1—焊件(母材) 2—气体火焰 3—焊炬 4—填充金属(焊丝)图2-6 气焊设备装置1—乙炔发生器 2—焊件 3—填充材料(焊丝) 4—气焊嘴 5—软管 6—过滤器 7—水封阀 8—减压阀 9—氧气瓶阀 10—氧气瓶气焊适用于薄板和有色金属的焊接,它的特点是火焰稳定,火焰的温度可以按照需要进行调节,操作比较容易,但气焊火焰热量分散,因而加热速度慢,且热影响区比较宽,焊后变形也比较大。
利用可燃气体与氧气燃烧的火焰产生的热量对焊件接缝处进行加热,并使之熔化达到金属间牢固连接的焊接方法称为气焊。气焊所用的可燃气体通常是乙炔,它与氧气混合后燃烧的温度可达3000℃以上。
图2-5所示为气焊操作示意图。乙炔和氧气在焊炬3中混合并从焊嘴中喷出,在焊嘴前燃烧成火焰,在火焰热的作用下,填充金属4,与焊件1熔融在一起而结成焊缝,完成焊接。
气焊时所用的设备装置如图2-6所示。氧气瓶10是贮存高压氧气的容器(氧气压力高达15.0MPa),瓶口处有可调节气体压力的氧气瓶阀9和减压阀8,以保证放出的氧气具备所需的压力。乙炔气体是由乙炔发生器1供给,经过过滤器6、水封阀7和软管5进入焊炬,并与氧气混合。水封阀又叫回火保险器,是为了防止火焰从焊炬进入乙炔发生器内引起爆炸事故的装置,焊接前一定要对其进行检查,并确保其工作正常。
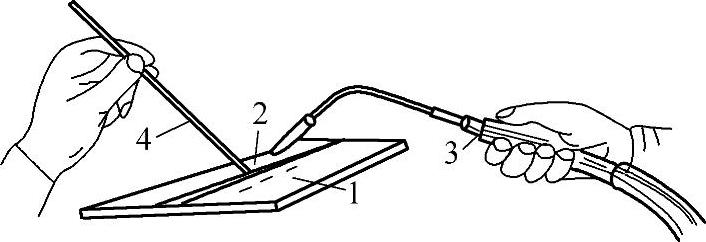
图2-5 气焊操作示意图
1—焊件(母材) 2—气体火焰 3—焊炬 4—填充金属(焊丝)(https://www.xing528.com)
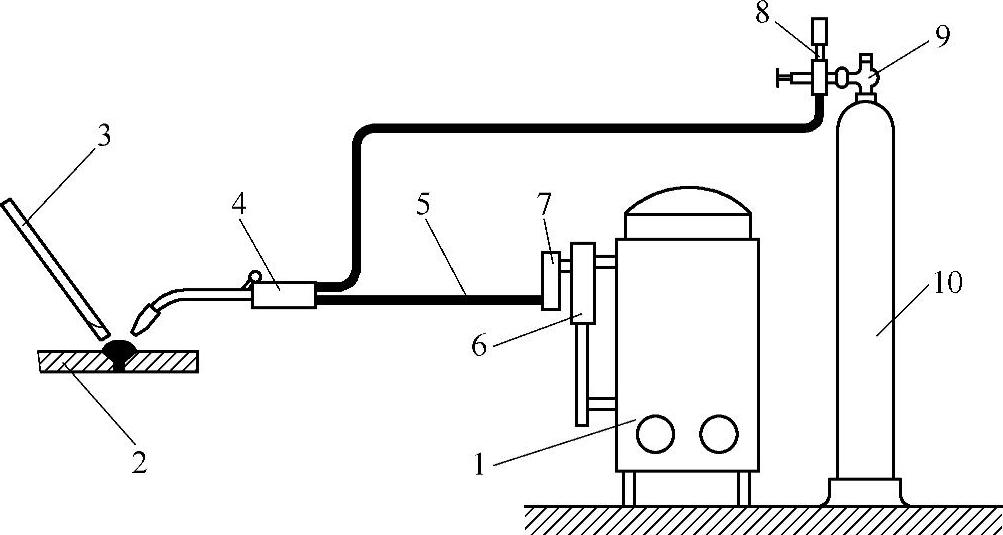
图2-6 气焊设备装置
1—乙炔发生器 2—焊件 3—填充材料(焊丝) 4—气焊嘴 5—软管 6—过滤器 7—水封阀 8—减压阀 9—氧气瓶阀 10—氧气瓶
气焊适用于薄板和有色金属的焊接,它的特点是火焰稳定,火焰的温度可以按照需要进行调节,操作比较容易,但气焊火焰热量分散,因而加热速度慢,且热影响区比较宽,焊后变形也比较大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。