



在焊接过程中,焊接热源是移动的,这样才能在被焊的金属之间形成起连接作用的焊缝。就焊条电弧焊来说,焊接时电流从电焊机流出,经过导线、绝缘把手、焊条、电弧,然后经焊件和地线流入电焊机,构成一个电流的回路。图2-1所示为熔化电极焊条电弧焊示意图。
由于焊条与焊件之间有电压能够使电弧稳定燃烧,而电弧放出的热量又能够把焊条端部和母材的金属熔化,因此熔化的母材金属形成了具有一定形状的熔池。当电弧向前移动时,新的熔池生成,旧的熔池因冷却而凝固便形成了焊缝(这个过程在很短的时间内完成)。随着电弧不断地向前移动,新的熔池不断生成,旧的熔池不断凝固,焊接完成后就在两焊件之间形成了连续的金属焊缝。
熔焊时两金属板是靠它本身的金属(母材)和焊材熔化后相互凝结而焊在一起,而焊缝金属则由熔融的母材金属和填充金属(即焊条金属)共同熔化后凝结而成。图2-2所示是两块金属板焊接后的横断面。
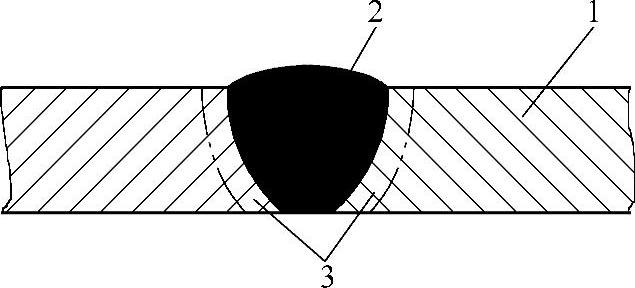
图2-2 焊缝横断面
1—被焊工件(母材) 2—焊缝 3—热影响区
在焊接过程中,母材靠近焊缝金属的区域因受热的影响(但没熔化)而发生金属内部组织和力学性能的变化,这个区域称为热影响区(图2-2)。通常希望这一区域越窄越好。采用不同的焊接热源进行焊接,热影响区的宽度也会有所不同。如果采用热量较分散、温度较低的气焊进行焊接,则焊接热影响区较宽;如果用高度集中的热源(如电子束)进行焊接,则热影响区可以很窄。在工业上广泛应用的钢材,如低碳钢等,用焊条电弧焊焊后的热影响区并没有不良作用,但对于含碳量比较高的钢材和某些合金钢则要引起注意。(https://www.xing528.com)
我们把焊件通过焊缝而相互连接的地方叫做焊接接头,它包括焊缝、热影响区和母材三个部分。根据产品的设计要求,焊接接头的几何形状有各种不同的结构形式。图2-3所示是最基本的,也是最常用的焊接接头形式。
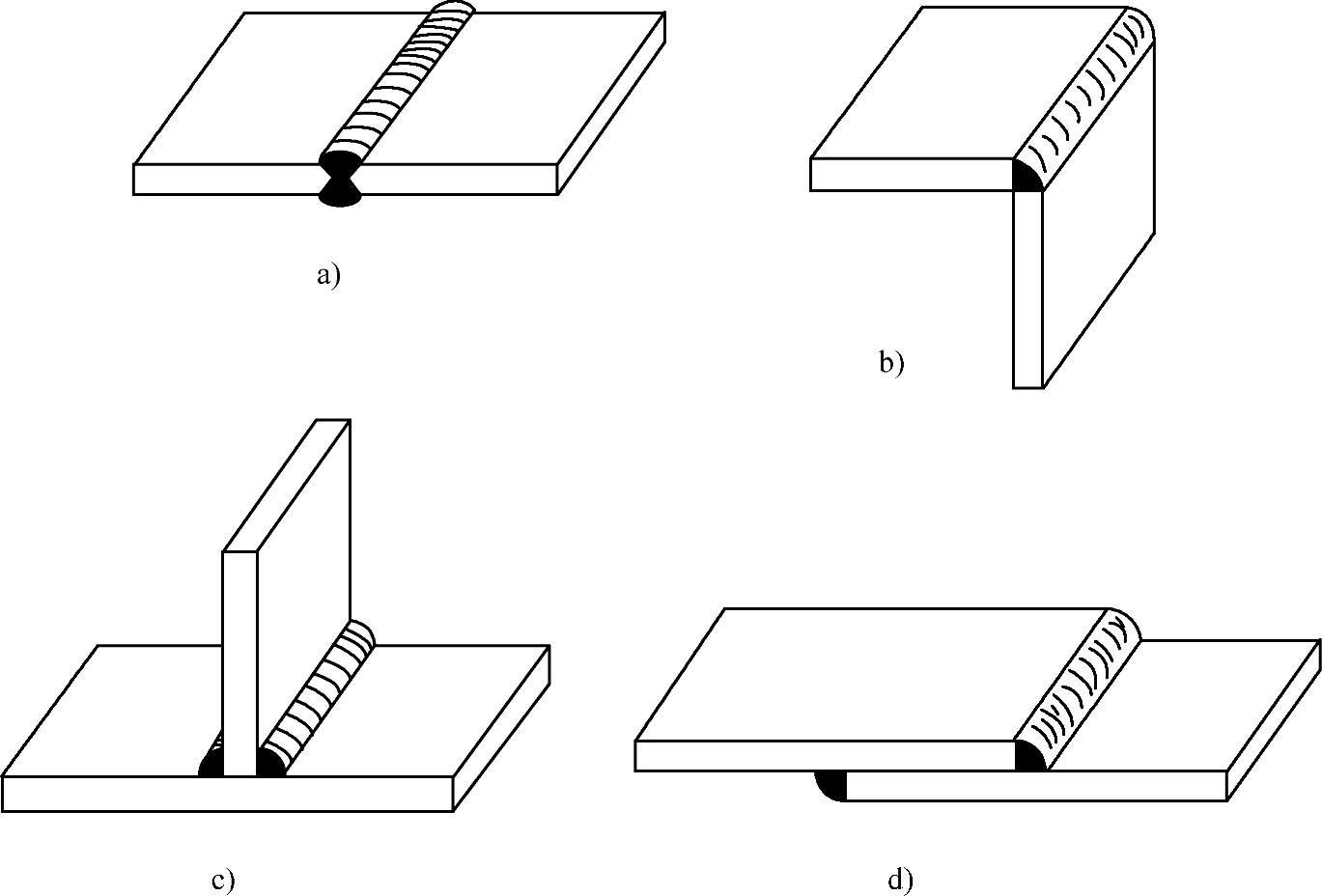
图2-3 焊接接头的基本形式
a)对接接头 b)角接头 c)丁字接头 d)搭接接头
图2-3a所示是对接接头,它的特点是焊件放在同一平面上,焊接时沿着焊件相对的两端部进行对接焊;图2-3b所示是角接接头,其特点是两焊件相互构成一定角度(多是直角),焊接时沿两焊件的端部进行角焊接;图2-3c所示是丁字接头,其特点是一个焊件垂直于另一焊件,构成“T”字形,焊接时沿立板的端部进行角焊接;图2-3d所示是搭接接头,其特点是两个焊件相互搭置,焊接时沿焊件端部(或侧面)进行角焊接。从图2-3可以看出,角接头、丁字接头和搭接接头的焊缝断面形状基本上是三角形的,所以这种焊缝叫做角焊缝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。