



5.9.2.1 尺寸参数
零件尺寸及公差要求取决于产品的质量特性指标,但与实际加工的工艺技术水平相关。因此设计过程在关注产品质量特性指标的同时,应结合自身加工的能力水平。
链条作为一种多零件组合体,零件的实际尺寸分布必须符合正态分布特征,并且当正态分布的误差范围按6σ选取时,其误差带中心偏移目标值应不大于±1.5σ。这是链条产品对于尺寸链验算和设计计算采用概率法进行的一个设计依据,如此求得的组成环尺寸公差比极值法求得的允许范围至少扩大一倍以上,在满足产品质量特性基础上,提高了加工工艺性和经济性。
根据链条尺寸参数的设计程序和特点,同时便于尺寸链的设计和验算。下面分别按照链条的侧向、纵向和横向的尺寸参数顺序来进行设计介绍。
1)链板厚度c。标准对链板厚度已规定了一个名义尺寸,但在设计时,应根据b1min和b2max值对c进行计算和修正:
c=(b2max-b1min-δb2-2k)/2-Δ2(5-158)
式中:δb2为窄端外宽b2的公差;k为链节窄端处的单侧焊脚尺寸;Δ2为考虑相邻链节相叠部分的一侧链板的翘曲量。
经过计算并圆整得出的工程用及曳引用焊接结构弯板链的链板厚度分别列入表5-91和表5-92。
表5-91 工程用焊接结构弯板链链板厚度c(单位:mm)

表5-92 曳引用焊接结构弯板链链板厚度c(单位:mm)

焊接结构弯板链链板可选择热轧扁钢,扁钢的厚度公差δCN应根据当前原材料供应商的实际加工工艺水平来确定。通常,板厚的极限偏差可选择为js14。
2)链节窄端外宽b2。窄端外宽b2(见图5-180和图5-181)是链节的重要数据之一,虽然标准中规定了b2max,但由于这是单向极值,因而需经过修正处理。链节窄端外宽的基本尺寸b2=b2max-2Δ2,其中,Δ2为链板翘曲的修正量,其值约取链板厚度基本尺寸的1.5%。窄端外宽b2的公差同时受到链板厚度c、套筒长度等所组成的尺寸链误差分布的限制。
经计算并调整得出的工程用及曳引用链节窄端外宽基本尺寸b2分别见表5-93和表5-94。
表5-93 工程用焊接结构弯板链链节窄端外宽基本尺寸b2(单位:mm)

表5-94 曳引用焊接结构弯板链链节窄端外宽基本尺寸b2(单位:mm)

工程用焊接结构弯板链链节窄端外宽尺寸b2的极限偏差可取h15,曳引用焊接结构弯板链链节窄端外宽尺寸b2的极限偏差可取h14。
3)套筒长度LT。当链节窄端外宽b2和链板厚度c确定后,套筒长度的基本尺寸可按以下公式计算:LT=b2-2c-δb2,其中δb2为链节窄端外宽b2的公差。工程用焊接结构弯板链套筒LT的极限偏差通常取为h12,曳引用焊接结构弯板链套筒LT的极限偏差通常取为h11。
4)链节窄端处焊脚尺寸k。焊脚尺寸是指套筒与链板处所形成的角焊缝横截面中画出的最大等腰直角三角形中直角边的长度,是影响焊缝强度的一个重要尺寸参数。焊脚长度的最大值可按以下公式计算: 。由于焊脚长度的大小直接影响链节窄端内宽b1尺寸,为确保链节窄端内宽b1尺寸满足标准要求,焊脚长度的基本尺寸在实际设计时,可取0.95kmax为宜。
。由于焊脚长度的大小直接影响链节窄端内宽b1尺寸,为确保链节窄端内宽b1尺寸满足标准要求,焊脚长度的基本尺寸在实际设计时,可取0.95kmax为宜。
5)链节窄端内宽b1。GB/T15390—2005和GB/T19927—2005对链节窄端内宽规定了一个最小宽度值b1min,这一尺寸与套筒长度LT和链节窄端处焊脚尺寸k共同形成一个封闭尺寸组,其中窄端内宽b1为封闭环,焊接加工后自然形成的尺寸。
6)链节宽端内宽b3。采用概率法验算由b3、c、b7所组成的尺寸链(见图5-180),其中b3是封闭环,则

由于标准中规定了b3min,因而若
 ,则符合设计要求,否则需重新调整协调环b7的尺寸与公差,直至满足要求为止。
,则符合设计要求,否则需重新调整协调环b7的尺寸与公差,直至满足要求为止。
7)销轴长度b4、b5、b6。标准中规定了焊接结构弯板链销轴的最大长度b4max、b5max、b6max。当链节宽端外宽b7为已知条件时,确定了处于链板外侧的销轴头部和尾部的长度尺寸,就可推算出销轴长度b4、b5。焊接结构弯板链的销轴为多台阶结构,如图5-182和图5-183所示。
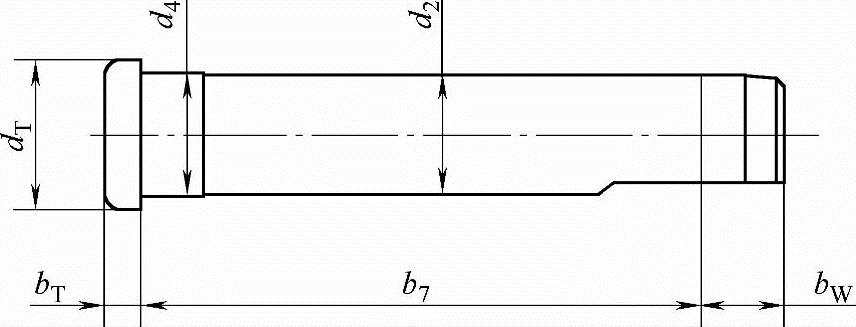
图5-182 销轴结构图
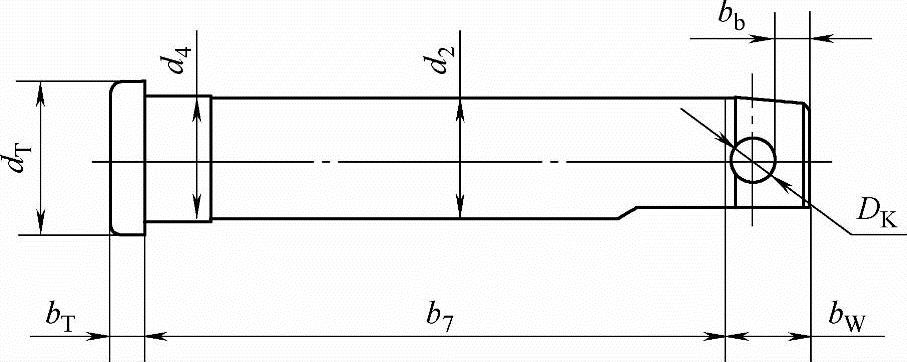
图5-183 带孔销轴结构图
销轴头部长度尺寸bT与销轴直径d2有关,可根据经验式(5-162)加以确定,系数选择时,随销轴直径的增大而减小。
bT=(0.27~0.33)d2(5-162)
为提高链板与销轴间的轴向连接牢固度,焊接结构弯板链的销轴大多通过加热圆铆的方式进行轴向止锁,因此销轴尾部的长度尺寸bW可根据销轴铆头部位的体积来进行推算。铆头成形的部位形状可等同销轴头部,尺寸可等同或略小于销轴头部的尺寸。
带孔销轴尾部的长度尺寸bW与销孔内径DK有关。由于采用圆柱形止锁销方式止锁,因此GB/T 882—2008《销轴》中有关对于销轴直径与销孔内径之间的选用关系并不适合于焊接结构弯板链的销轴。销孔内径DK可参照表5-95选择。
表5-95 销孔直径DK(单位:mm)

通常,销孔边缘距离销轴端面的壁厚尺寸应不小于销孔内径DK的一半。
销轴总长度的极限偏差可取h13。
由于标准中规定了链条销轴的最大长度b4max、b5max、b6max极限值,因而若计算值b4≤b4max、b5≤b5max、b6≤b6max,则符合设计要求,否则需重新调整协调尺寸,直至满足要求为止。
8)销轴直径d2。销轴直径是影响链条最小抗拉强度的重要因素之一。通常选取的尺寸应略小于标准中所规定销轴直径的最大值d2max,作为销轴直径的基本尺寸,其数值可参照表5-96和表5-97选取。销轴的装配或工作圆柱面可通过无心磨床磨削加工,获得较高的尺寸精度,因而其极限偏差通常取为h8。
表5-96 工程用焊接结构弯板链销轴直径的基本尺寸d2(单位:mm)

表5-97 曳引用焊接结构弯板链销轴直径的基本尺寸d2(单位:mm)

9)销轴与套筒之间的间隙ΔZ-T。由于焊接结构弯板链应用于埋刮板式物料输送或木材加工行业等恶劣环境条件,同其他链条产品相比,销轴与套筒间需要一个更大的间隙存在,才能有足够的空间容纳或借此排除一些外来杂物,保持铰接处的灵活性。
根据标准规定,结合销轴直径基本尺寸的确定,工程用及曳引用焊接结构弯板链销轴与套筒之间的最小间隙ΔZ-Tmin见表5-98和表5-99所列。
表5-98 工程用焊接结构弯板链销轴与套筒之间的最小间隙ΔZ-Tmin(单位:mm)

表5-99 曳引用焊接结构弯板链销轴与套筒之间的最小间隙ΔZ-Tmin(单位:mm)

注:曳引用焊接结构弯板链套筒为“D”形的特殊形状,而相对应的链板孔形状为圆形,且尺寸内孔尺寸小于套筒的内孔尺寸,因此表5-99所列的销轴与套筒之间的最小间隙,实际应为销轴与套筒对应链板孔之间的间隙。
焊接结构弯板链是一种在恶劣环境下低速运行的链条,为确保运行时链节保持良好的灵活性,实际设计时,不宜根据表5-98和表5-99所示的ΔZ-Tmin来直接选取销轴与套筒之间的间隙ΔZ-T,建议工程用焊接结构弯板链可取(1.5~2.5)ΔZ-Tmin的经验值作为设计间隙值,曳引用焊接结构弯板链可取(4~5)ΔZ-Tmin的经验值作为设计间隙值。
10)套筒内径d3。套筒内径d3min=d2+ΔZ-Tmin,工程用焊接结构弯板链套筒内径的极限偏差可取为H12,曳引用焊接结构弯板链套筒内径的极限偏差可取为H13。为了更清晰地表示套筒与销轴的配合关系,可取套筒内径的基本尺寸d3等于销轴直径的基本尺寸d2,而其上偏差为ΔZ-Tmin+H12(或H13),下偏差为ΔZ-Tmin。
11)套筒外径d1。套筒外径是一个互换性尺寸参数,工程用焊接结构弯板链通常选取标准中规定的套筒外径的最大值d1max为套筒外径的基本尺寸,其极限偏差一般可取为h11。
GB/T 19927—2005中的表1对曳引用焊接结构弯板链套筒截面尺寸做出了规定,如图5-184所示。其中对d1尺寸分别规定了公称尺寸和最大极限尺寸,实际设计时可取其公称尺寸作为基本尺寸,极限偏差可取为h14。
从图5-184可以看出,当销轴直径d2为已知时,l6尺寸的大小直接影响到套筒的壁厚尺寸。l6尺寸可取标准规定值作为基本尺寸,极限偏差可取为h14。l7的基本尺寸为: ,式中ST为套筒壁厚,极限偏差可取为js14。l8基本尺寸为
,式中ST为套筒壁厚,极限偏差可取为js14。l8基本尺寸为 ,极限偏差可取为h14。
,极限偏差可取为h14。
12)链板孔径。
①对应于套筒的链板孔径dN。
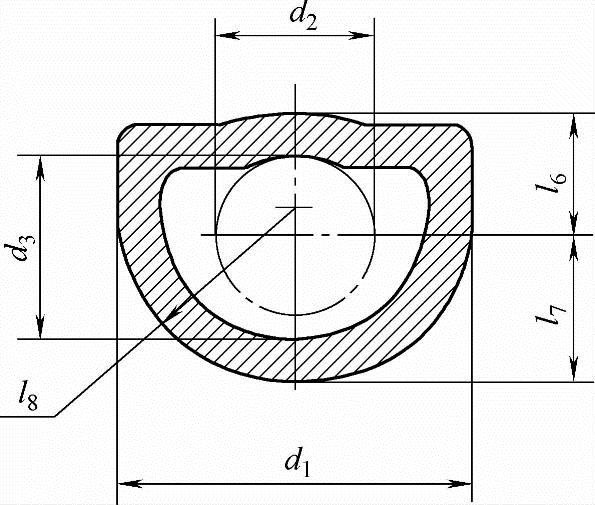
图5-184 曳引用焊接结构弯板链套筒截面图
对应于套筒的链板孔径dN一般略小于套筒内径d3,焊接结构弯板链链板孔径可取dN=0.8d3,其极限偏差可取为H9。
由于焊接结构弯板链结构的特殊性,对应于套筒的链板孔径dN的作用不同于一般链条的链板,其尺寸小于套筒内径,在产品设计中是影响链条单节节距参数的一项重要尺寸。
②与销轴装配的链板孔径 、
、 。
。
与销轴装配的链板孔径的基本尺寸可分别取为销轴外径的基本尺寸,即 ,
,
 ,根据焊接结构弯板链产品的特点及其设计原则,其极限偏差可取为ZA9。
,根据焊接结构弯板链产品的特点及其设计原则,其极限偏差可取为ZA9。
链板与销轴的配合过盈量适宜与否,可通过检测其压出力指标来进行评定。压出力见表5-100和表5-101所列。
当销轴为带防转结构型式时,防转结构部位的最小压出力可取表5-100和表5-101数值的80%。
表5-100 工程用焊接结构弯板链链板与销轴间的压出力(单位:kN)

表5-101 曳引用焊接结构弯板链链板与销轴间的压出力(单位:kN)

注:1.链号内“R”指链条仅为销轴零件进行热处理,“H”指链条全部零件进行热处理。 2.表内数值指单片链板与销轴间的最小压出力。
链板与销轴间的连接牢固度应取其零件极限状态进行设计工艺验证,必要时可加大其配合过盈量。
13)链板孔心距AY。根据焊接结构弯板链的结构型式,在设计时弯链板孔心距AY可按下述的计算式:

式中:m/2为标准中规定的链长相对偏差的公差带中心,对于焊接结构弯板链而言,m=+0.32%; 为对应于套筒的链板孔径dN与销轴直径d2之间的差值。
为对应于套筒的链板孔径dN与销轴直径d2之间的差值。
链板孔心距的基本尺寸一般不以其均值AY来表示,通常取为链条的基本节距,即AY=p,链板孔心距的极限偏差为 。式中:
。式中: 为链板孔心距的设计公差,标准公差数值可取IT10级。(https://www.xing528.com)
为链板孔心距的设计公差,标准公差数值可取IT10级。(https://www.xing528.com)
由于焊接结构弯板链两侧的弯链板不是同一零件,为确保链条的侧弯值控制在合格范围内,实际加工过程中,同批次的两侧弯链板孔心距误差应处在所规定标准公差值的70%以内。
构成链条长度尺寸链的环包括销轴直径、对应于套筒的链板孔径及链板孔心距尺寸及公差,因此当对产品图样所标注的各零件尺寸与公差进行验算节距和链长的分布时,如果超差,则应适当调整有关组成环零件的尺寸公差。
14)链板高度h2。标准对链板高度规定了最大高度h2max,为单向极限值。链板材料可选择热轧扁钢或冷拉扁钢,根据国内目前的热轧工艺技术水平,热轧扁钢宽度的极限偏差可选择为h15或h16,冷拉扁钢宽度的极限偏差可选择为h13,为了确保留有一定的裕度,链板高度的基本尺寸h2一般可取等于或略小于所选择扁钢规格的最大极限尺寸。
经过计算并圆整得出的工程用及曳引用焊接结构弯板链链板高度列入表5-102和表5-103,供参考。
表5-102 工程用焊接结构弯板链链板高度h2(单位:mm)

表5-103 曳引用焊接结构弯板链链板高度h2(单位:mm)

设计过程确定链板高度时,应同时对链板的强度进行验算。
18)链板形状。焊接结构弯板链的链板为直板形状,结构如图5-185所示。
链板两端圆弧半径与链板高度h2相关,通常可取:
Rmin=1.1h2(5-164)
链板端部l3的最小尺寸可取为 ,链板端部l4的最小尺寸:工程用焊接结构弯板链取
,链板端部l4的最小尺寸:工程用焊接结构弯板链取 ,其中d1为套筒外径,k为链节窄端处焊脚尺寸;曳引用焊接结构弯板链的链板侧端部取Fmin=l6,当R、h2、F为已知时,可推算出l4尺寸。
,其中d1为套筒外径,k为链节窄端处焊脚尺寸;曳引用焊接结构弯板链的链板侧端部取Fmin=l6,当R、h2、F为已知时,可推算出l4尺寸。
为保证相邻链节发生相对运动时不发生干涉,同时为留有一定的裕度,弯链板的最小间隙尺寸通常可取:
(l1-l3)=(l2-l4)=0.5c(5-165)
这一间隙尺寸应在相邻链节相对转动60°状态下获得的。当设计验算时不能保证最小间隙尺寸时,应对l1、l2、l3、l4的相关联尺寸做出调整,直至符合要求为止。
在焊接结构弯板链的链板上焊接二级附件,应用于输送场合,是一种应用非常广泛的情况,因此在实际设计时,应尽可能加大链板l2尺寸,可使二级附件的结构更适于制作和方便焊接。
链板的折弯高度尺寸c1,可由式(5-166)求得。
c1=(b7-b2)/2(5-166)
链板的折弯高度尺寸c1极限偏差可取js15。
当销轴尾端采用防转动结构时,与之相配合的链板孔通常采用“D”形或双扁向形孔结构,如图5-186和图5-187所示。
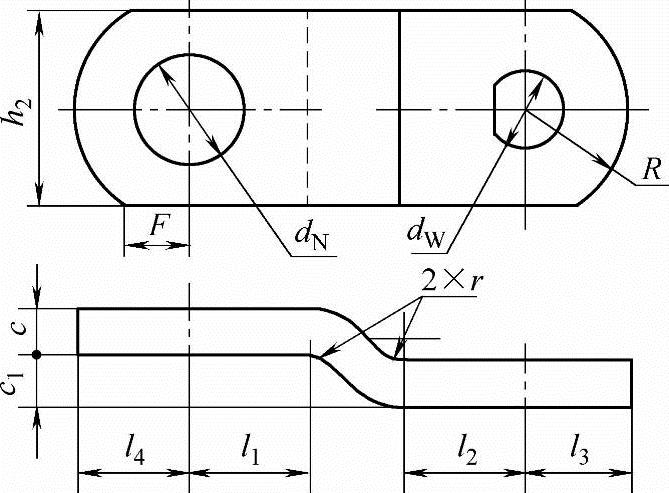
图5-185 链板结构图
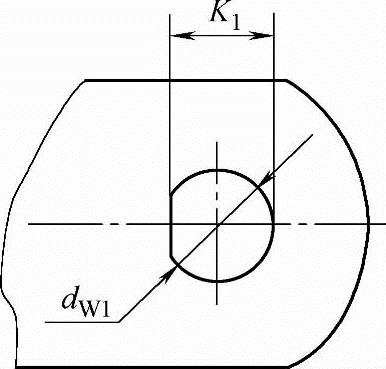
图5-186 链板“D”形孔结构图
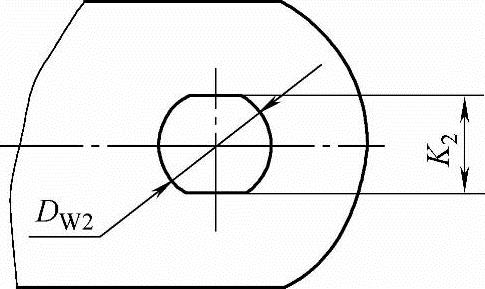
图5-187 链板双扁向形孔结构图
当链板孔采用“D”形孔结构时,如“D”形孔K1值过小,可导致销轴的强度下降,K1值过大,销轴扁平处起不到防转动效果,通常可取:
K1=0.91~0.93dW1(5-167)
当链板孔采用双扁向形孔结构时,通常可取:
K2=0.83~0.87dW2(5-168)
设计过程确定链板孔K1、K2值时,应同时对销轴的强度进行验算。
5.9.2.2 几何公差
1.链板
1)链板外形位置度。链板外形位置度主要指链板内孔与链板两侧面及两端圆弧的相对位置精度,这一位置精度可通过设定尺寸公差来进行控制,其主参数为内孔边缘至链板外边缘距离,其极限偏差可取js15或js16。
2)链板的平面度。为保证链条的正常工作侧隙,根据轧制和冲裁以及热处理的工艺水平,链板的平面度可取为11级或12级精度。
2.销轴
销轴的直线度影响装配时的对中和装配后链板的平行度,根据热处理和磨削的工艺水平,销轴的直线度可取为9级或10级精度。
由于销轴为台阶式结构,工作面两台阶圆柱d2和d4的同轴度精度可取8级精度。
3.套筒
1)套筒的同轴度。套筒内外表面的同轴度影响链节的节距精度与链轮的啮合精度。同轴度大小与零件的加工工艺有关,由于套筒一般采用精拉钢管加工,其同轴度误差主要决定于钢管的拉拔工艺。当拉拔工艺不能满足设计要求时,可通过增加一道加工外圆或内孔的切削工序来提高同轴度精度要求。套筒的内外表面同轴度一般可控制在12级精度以内。
2)套筒的直线度。曳引用焊接结构弯板链的套筒应规定其直线度,直线度精度可控制在10级精度以内。
3)套筒的垂直度。焊接结构弯板链的链节是通过套筒与两弯链板焊接结合在一起,套筒端面与外圆表面母线的垂直度直接影响弯链节两侧链板的平行度。
套筒端面与外圆表面母线的垂直度可取为8级精度。
4.链节
1)链板的平行度。为了保证链条的正常工作侧隙和链节受力的均衡,其平行度可取为11级精度。
2)销轴对链板的垂直度。销轴对链板的垂直度直接影响链条的节距精度和链条的扭曲量,通常,其垂直度可取为11级精度。
3)套筒与链板的相对位置。
为提高销轴与弯链节之间的接触支承面积,降低链条的初期磨损伸长率,套筒内孔与链板内孔的相对位置应如图5-188所示,即A处链板节距孔边缘与套筒内孔的边缘要求在同一直线上。
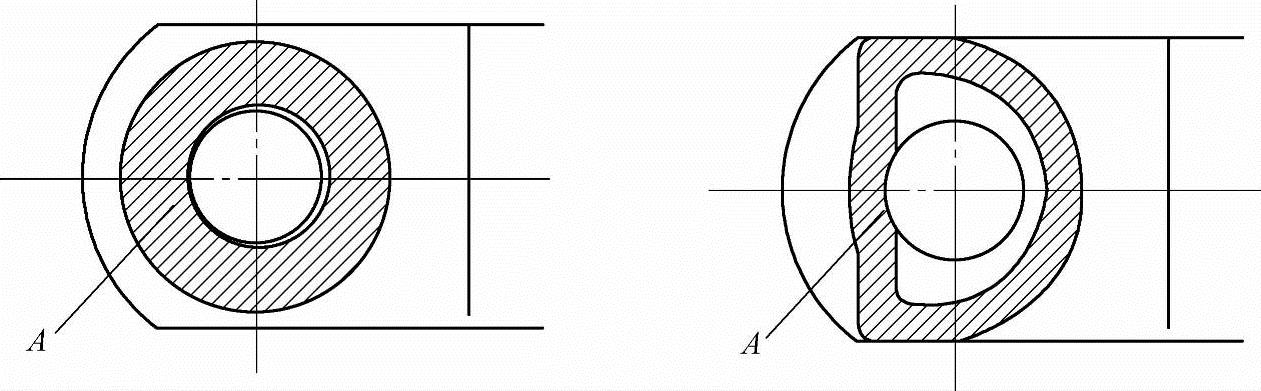
图5-188 套筒与链板间的相对位置结构图
5.9.2.3 表面粗糙度
1)链板。链板由于为热轧扁钢,其两平面的表面粗糙度一般可取为Ra6.3~12.5μm,小规格精密滚子链应取表面粗糙度小者。
链板内孔的表面粗糙度将直接影响配合处的连接牢固度或与销轴间抗磨损性能,根据链板孔的冲裁方式及其工艺水平,一般可取为Ra1.6~3.2μm。
2)销轴。销轴的表面粗糙度与装配以及装配后的连接牢固度直接有关,由于销轴通常须经磨削加工,其表面粗糙度一般可取Ra0.8μm。
3)套筒。套筒外表面一般须经磨削加工,其表面粗糙度可取为Ra1.6~3.2μm,套筒内表面的粗糙度一般可取为Ra1.6~3.2μm。
5.9.2.4 零件材料与热处理焊接结构弯板链零件的荐用材料、热处理硬度以及零件的热处理方式和金相组织可参照表5-104~表5-106内容进行确定。
表5-104 焊接结构弯板链零件的荐用材料

注:焊接结构弯板链零件的材料选择,应根据链条的规格以及各零件的不同制造工艺与热处理方式来进行确定。
表5-105 焊接结构弯板链零件的热处理硬度

注:1.允许用其他测量方法,但其换算结果应满足表中的规定。
2.对于应用于一些特殊环境或要求高耐磨性能的链条零件,可通过感应淬火的热处理方式来提高零件的表面硬
度。
表5-106 焊接结构弯板链零件的热处理方式和金相组织

对于表5-104~表5-106所给出的各零件的材料及热处理方式和要求,应根据焊接结构弯板链的规格、强度级别和使用工况来进行选择或做出适当变更。
5.9.2.5 零件静强度验算
1)链板。按拉伸强度验算:

式中:Fumin为链条的最小抗拉强度(N);c为链板厚度(mm);h为链板高度(mm);dW为链板孔径(mm);σb为链板的抗拉强度极限(N/mm2)。
2)销轴。按剪切强度验算:

式中:d2为销轴直径(mm);τb为销轴的抗剪强度极限(N/mm2)。
利用上述方法计算求出其验算应力,并从中找出其薄弱环节,以采取必要的质量保证措施,是产品设计评审过程中一项重要的环节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。