



1.初始化程序
在启动界面中,如图11-52所示可以手动操作FM354,实现不同操作模式的控制。如果CPU在运行模式并且用户数据块中DBX14.1不为1时,则FM354的操作将被CPU接替。与手动测试操作方式相比,惟一不同的是手动操作时,所有操作和赋值是通过鼠标和键盘完成的,例如选择控制器使能、点击启动按钮等;使用CPU控制操作时,原先的手动操作通过在用户数据块中的赋值完成,并将不同的控制过程连接起来实现自动控制。下面介绍通过用户程序控制FM354模块的方法。
在“SIMATIC Manager”界面中,使用菜单命令“File”→“Open”,打开“Libraries”函数库并选择“FMSTSV_L”目录,将目录下的函数FC0~FC3、UDT1复制到当前的项目中,以UDT1为数据格式创建用户数据块,如DB1,如图11-56所示。
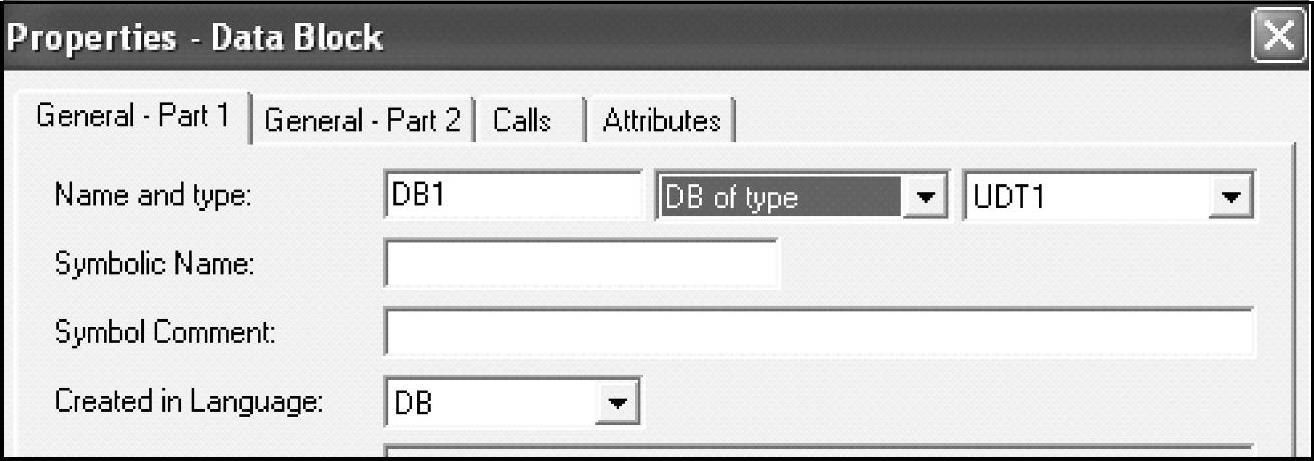
图11-56 生成用户数据块
用户数据块是用于CPU与FM354进行数据交换的数据区,CPU通过用户数据块将命令发送到FM模块中,FM模块的反馈信息同样存储于用户数据块中。用户数据块的内容和通信格式已经在UDT1中定义,不需要用户创建。
首先在OB100中调用FC0,指定创建的数据块,如DB1作为CPU与FM模块的通信接口区,示例程序如下:
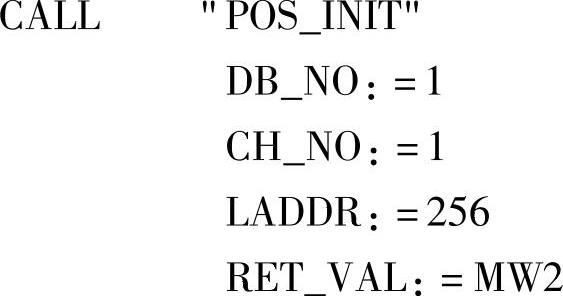
FC0参数含义如下:
DB_NO:指定一个数据块作为通信接口区;
CH_NO:通道号,FM354只有一个通信;
LADDR:FM354的逻辑地址;
RET_VAL:调用函数的返回值。
在OB1中调用FC1,建立与FM354的通信关系,示例程序如下:
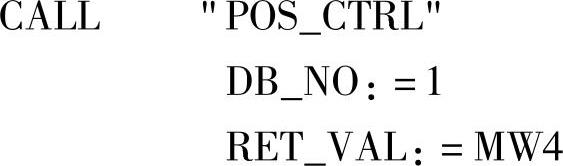
FC1参数含义如下:
DB_NO:指定一个数据块作为通信接口区,与FC0指定的数据块必须相同;
RET_VAL:调用函数的返回值。
FC2、FC3为诊断和测量功能函数,在这里不做介绍。调用FC1后,CPU通过通信接口区将命令发送到FM模块,并读出返回值,例如在手动测试界面中,选择启动控制的先决条件“Controller enable”、“Drive enable”和设置的速度倍率“Override”(设定速度的百分比),在CPU运行时,可以通过程序实现,示例程序如下:
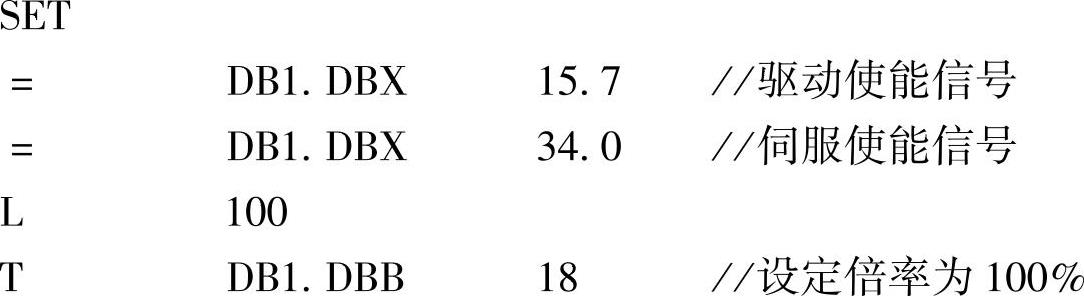
用户数据块中DB1.DBX15.7为“Drive enable”信号,DB1.DBX34.0为“Controller en-able”信号,速度倍率通过DB1.DBB18设置。设置完成后,选择操作模式进行位置控制。通过编程实现的功能和操作次序与在手动测试界面中实现的功能和操作完全相同,可以借鉴手动操作实现程序控制。
2.点动模式控制程序
选择点动操作模式的示例程序如下:
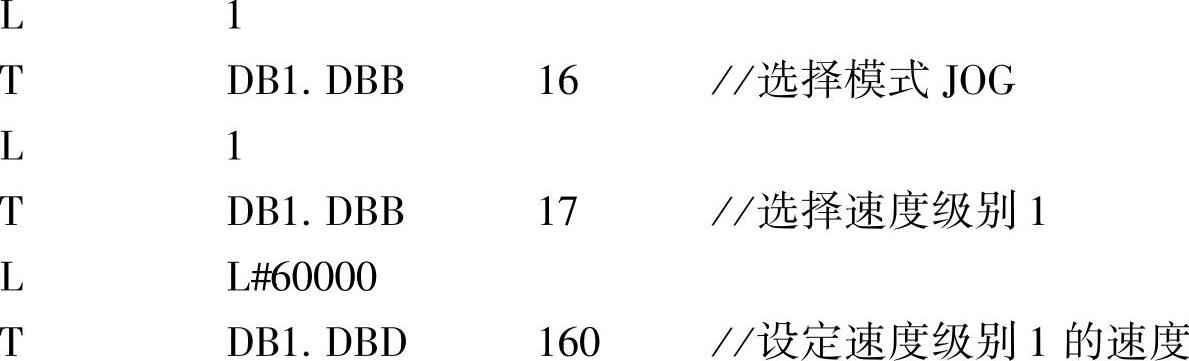
点动操作模式代码为1,将1赋值到DB1.DBB16中选择点动操作模式,赋值DB1.DBB17选择速度级别(只有两个速度级别可选),通过赋值DB1.DBD160、DB1.DBD164设定两个级别的速度值,赋值完成后通过置位DB1.DBX38.0(M20.1)将选择的设定发送到FM354模块中,M20.2为1时电动机反转,为0时停止;M20.3为1时电动机正转,为0时停止。
3.开环模式控制程序
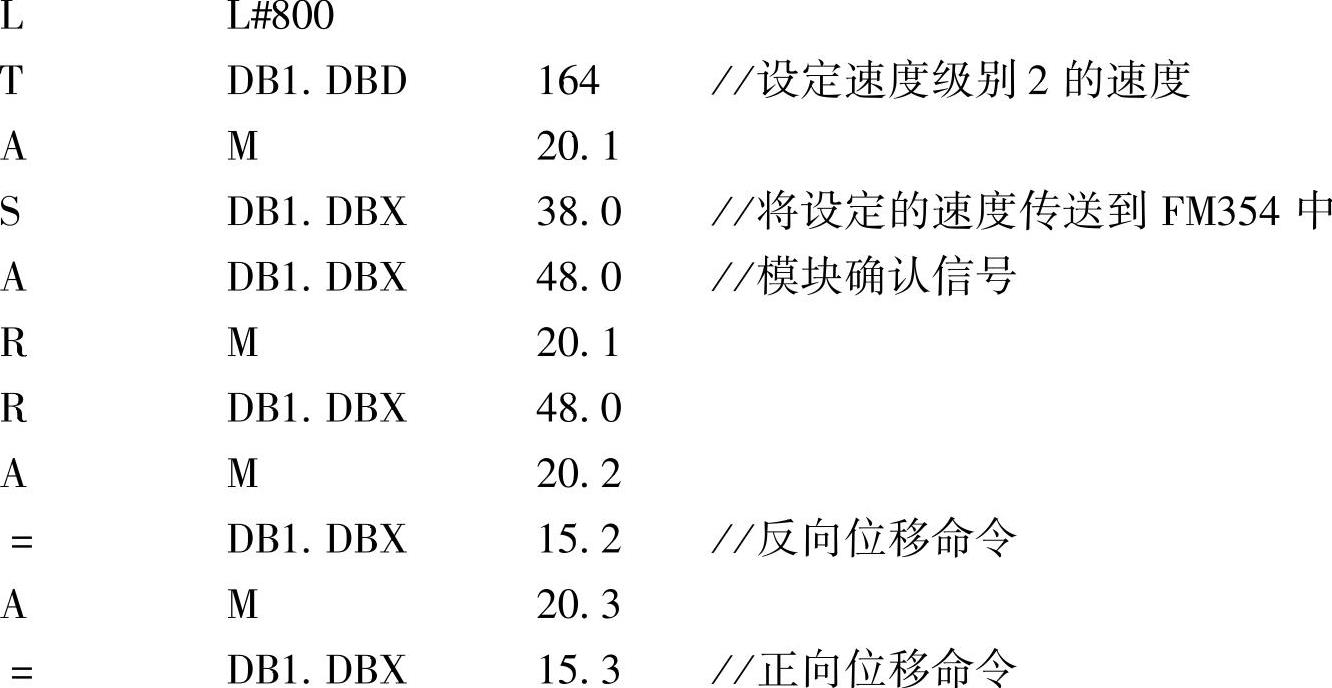
在开环模式中,直接输出模拟量电压值控制轴的速度而与位置控制无关,模拟量输出的大小与电动机速度关系在MD参数中设置,例如电动机的最大转速为3000r/min与输出电压最大值8V相对应。选择开环操作模式的示例程序如下:(https://www.xing528.com)
开环操作模式代码为2,将2赋值到DB1.DBB16中选择开环操作模式,赋值DB1.DBB17选择电压级别(只有两个电压级别可选),通过赋值DB1.DBD168、DB1.DBD172分别设定两个级别的电压值4V和5V,赋值完成后通过置位DB1.DBX38.1(M30.1)将选择的设定发送到FM354模块中,M30.2为1时电动机反转,为0时停止;M30.3为1时电动机正转,为0时停止。
4.接近参考点(回零)模式控制程序
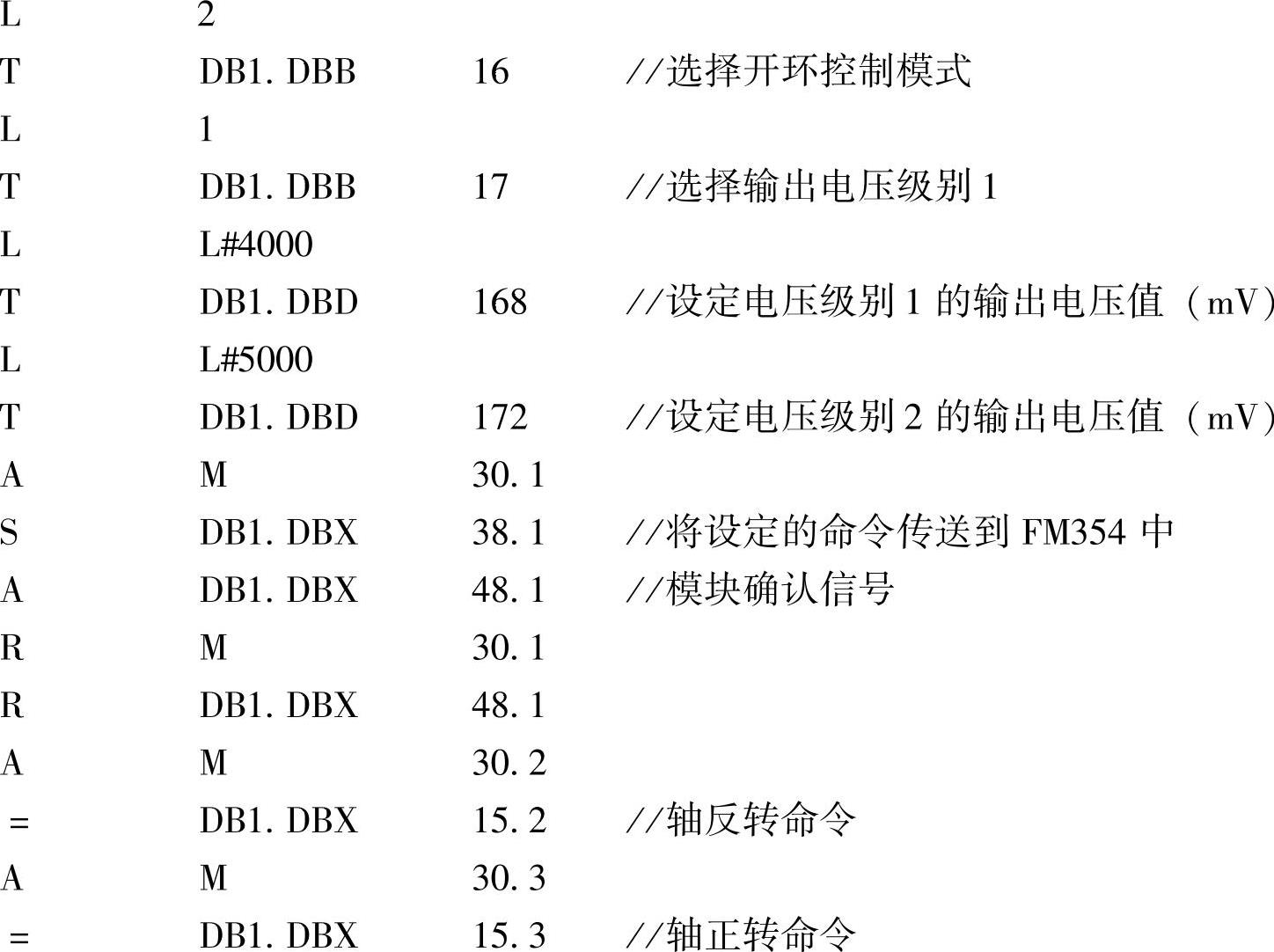
接近参考点模式是通过外围的输入信号作为参考点开关,在位移的坐标轴上找到位置的基准点,如零点,回零点操作完成后,使能轴同步信号为DB1.DBX25.0(SYNC),轴同步信号是增量模式、MDI和自动模式操作的先决条件,选择接近参考点操作模式的示例程序如下:
回零操作模式代码为3,将3赋值到DB1.DBB16中,选择回零操作模式,通过M40.0启动回零操作,启动信号为脉冲信号,通过M40.1可以终止回零操作。
5.增量模式控制程序
启动增量模式前,必须得到轴同步信号DB1.DBX25.0(SYNC),有两种方式可以得到轴同步信号。①执行回零操作;②设定当前值作为参考点。增量模式有两种方式:①选择增量表中的值作为相对移动的位置值;②设定任意的位置值作为相对移动的位置值。以速度级别1作为增量模式的速度值,选择增量操作模式的示例程序如下:
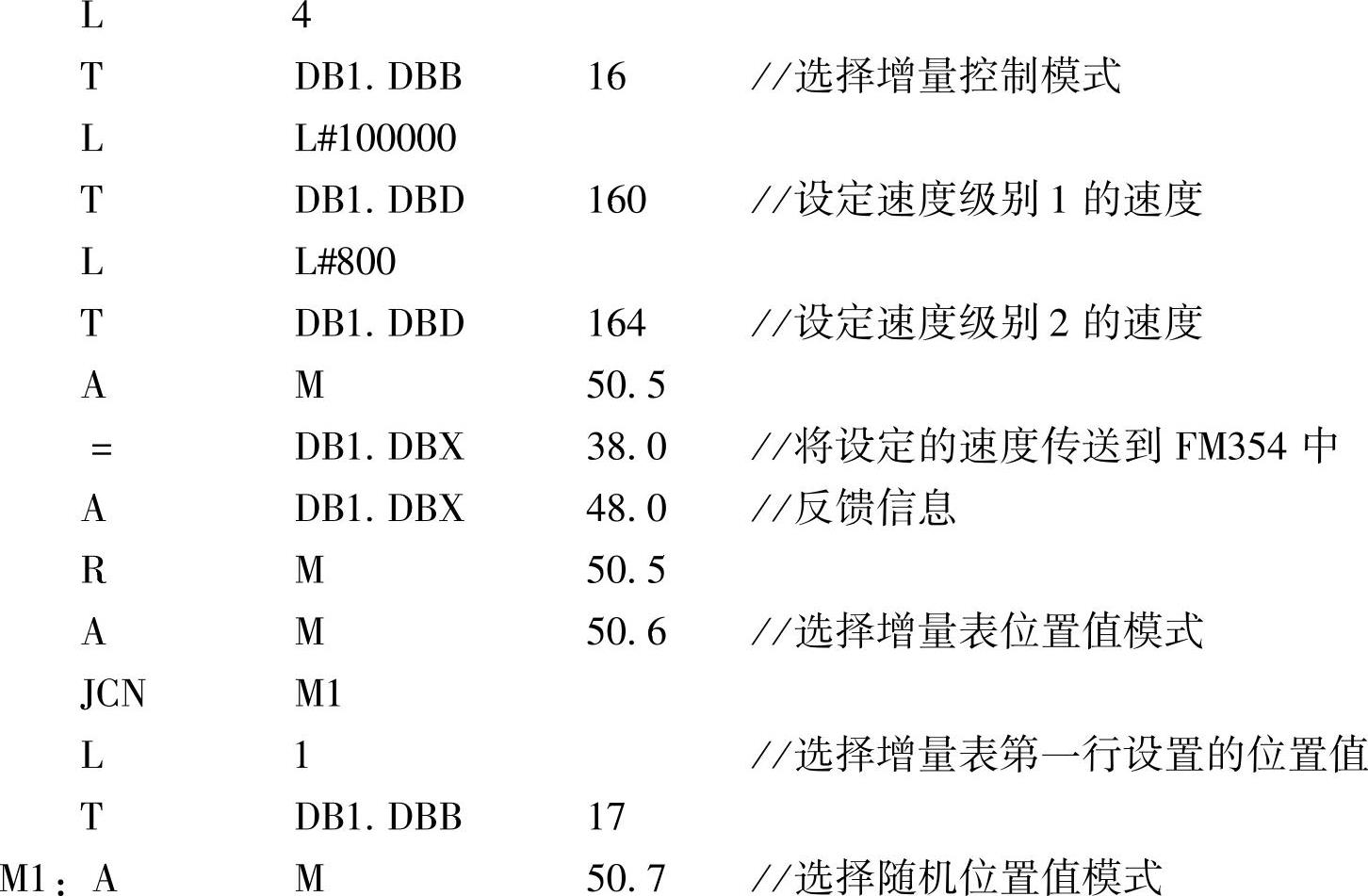
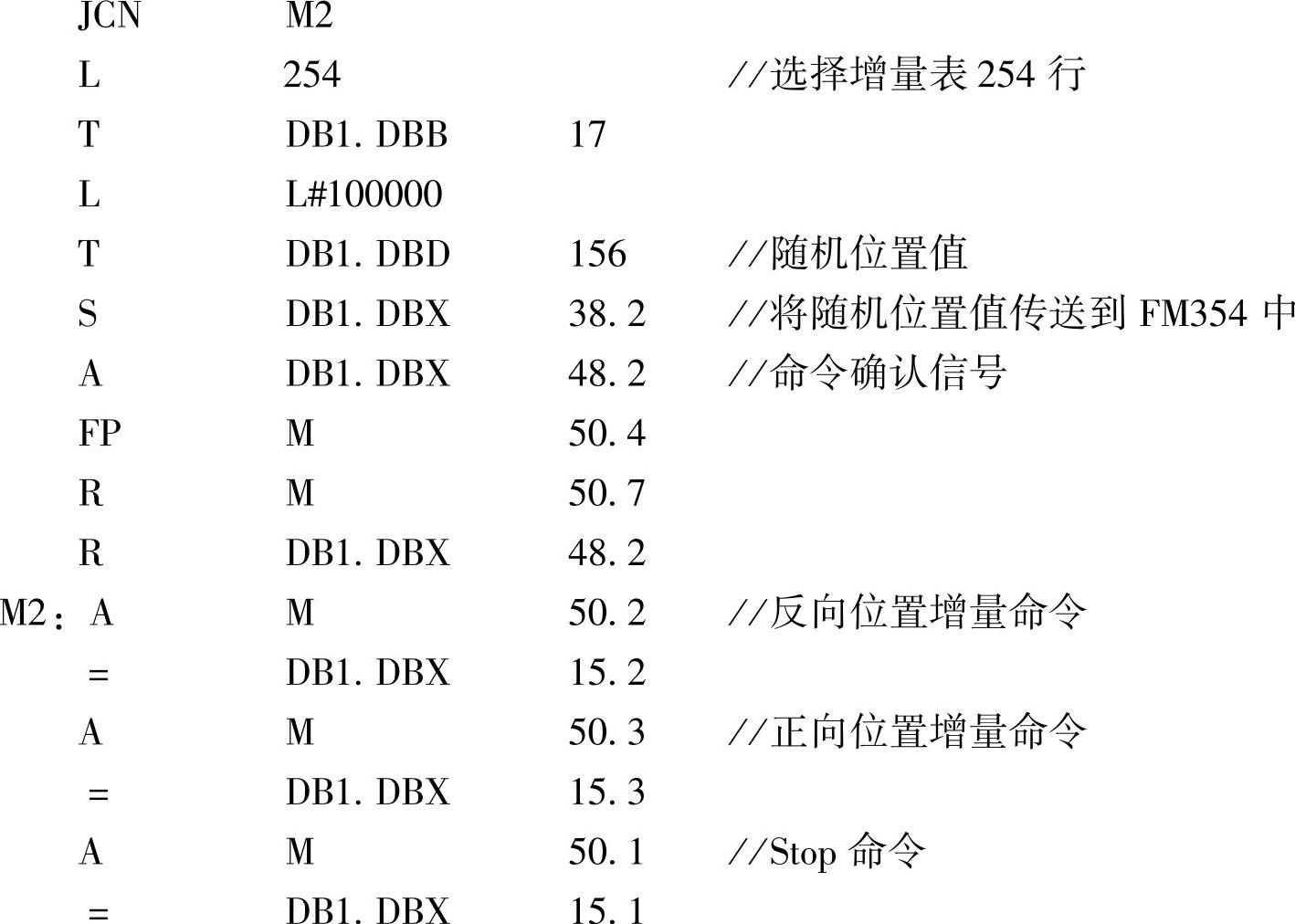
增量操作模式代码为4,将4赋值到DB1.DBB16中选择增量操作模式,以速度级别1作为增量模式的速度值,速度级别1的设定值为10000(MD中定义的测量单位),通过M50.5将设定的速度值传送到FM354模块中。当M50.6为1时,选择在增量表中定义的位置值作为相对位置设定点,在程序中将1赋值到DB1.DBB17中,指定增量表第一行的数值作为位置值;当M50.7为1时,选择随机的位置值作为相对位置设定点,将随机的位置值赋值到DB1.DBD156中,通过使能DB1.DBX38.2,将随机位置传送到FM354模块中,M50.6和M50.7不能同时为1。通过M50.2和M50.3(脉冲信号)控制位移的方向。
6.MDI模式控制程序
与增量模式相同,启动MDI(手动数据输入)控制模式前必须得到轴同步信号DB1.DBX25.0(SYNC)。在MDI操作模式中预先设定位移的方式(相对位移和绝对位移)、速度和位置值,点击启动命令执行定位操作。选择MDI操作模式的示例程序如下:
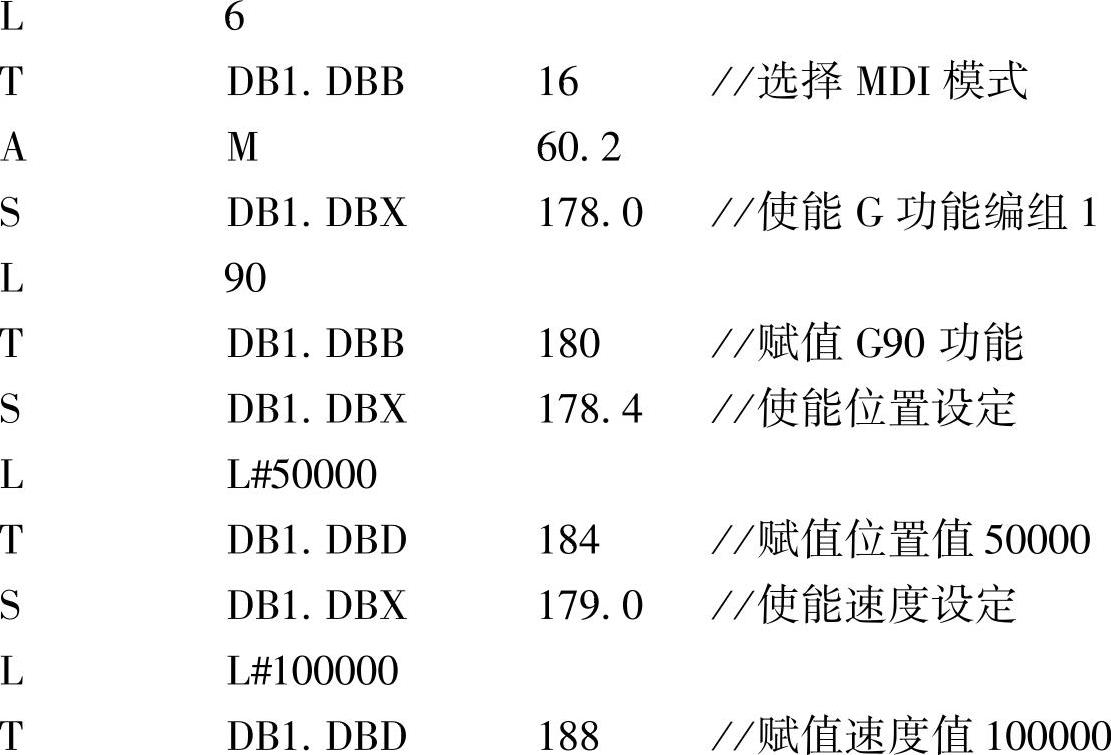
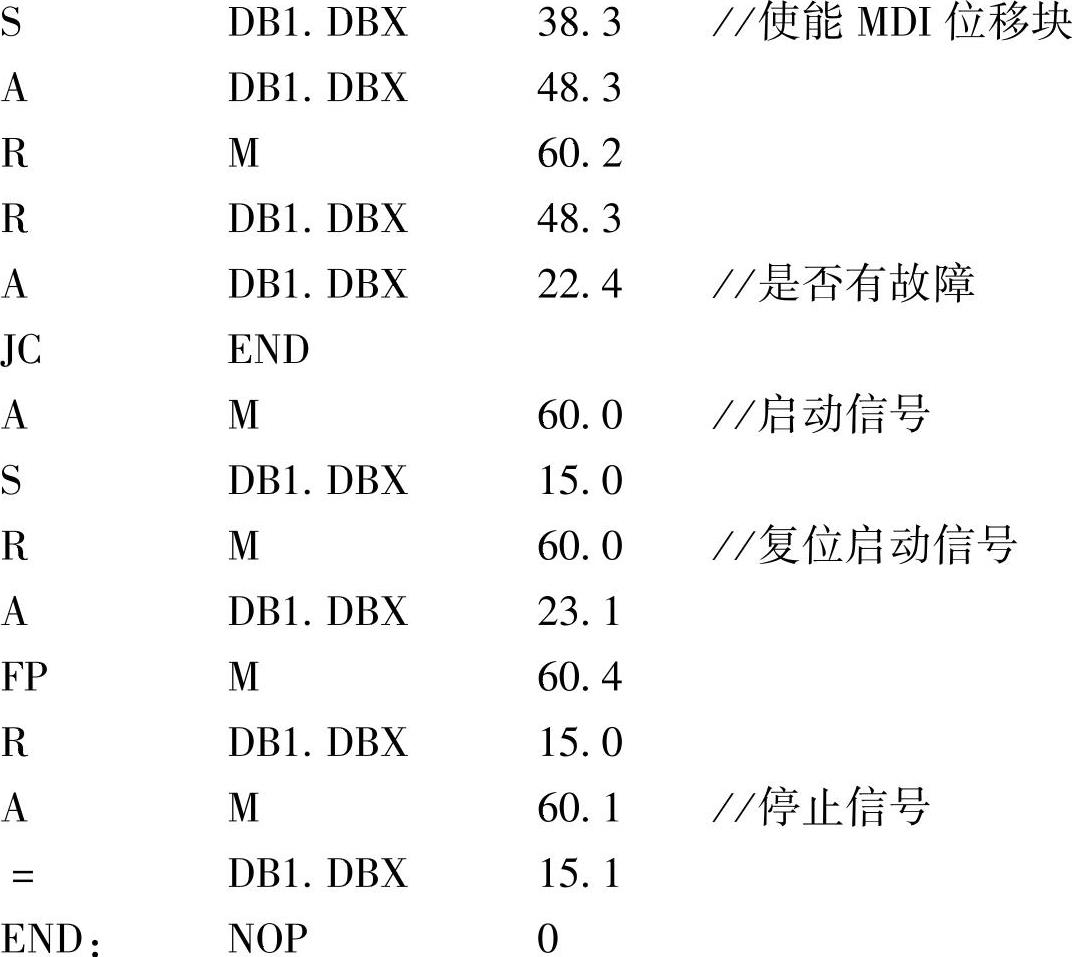
MDI操作模式代码为6,将6赋值到DB1.DBB16中选择MDI操作模式,通过M60.2分别使能G1功能开关DB1.DBX178.0、位置值开关DB1.DBX178.4和速度值开关DB1.DBX179.0,然后分别赋值DB1.DBB180选择G1组G功能代码、DB1.DBD184选择位置值和DB1.DBD188选择速度值,程序中实际执行的位移块为G90 X5000 F100000,通过使能DB1.DBX38.3将位移块传送到FM354模块中,模块确认后复位该信号。通过M60.0启动MDI定位操作,启动信号为脉冲信号,通过M60.1终止MDI操作。
7.自动模式控制程序
自动位移程序必须已经编辑完成,并且存储于FM354模块中,通过PLC的程序选择自动位移程序,并执行定位功能,与增量模式相同,启动自动控制模式前必须得到轴同步信号DB1.DBX25.0(SYNC)。选择自动操作模式的示例程序如下:
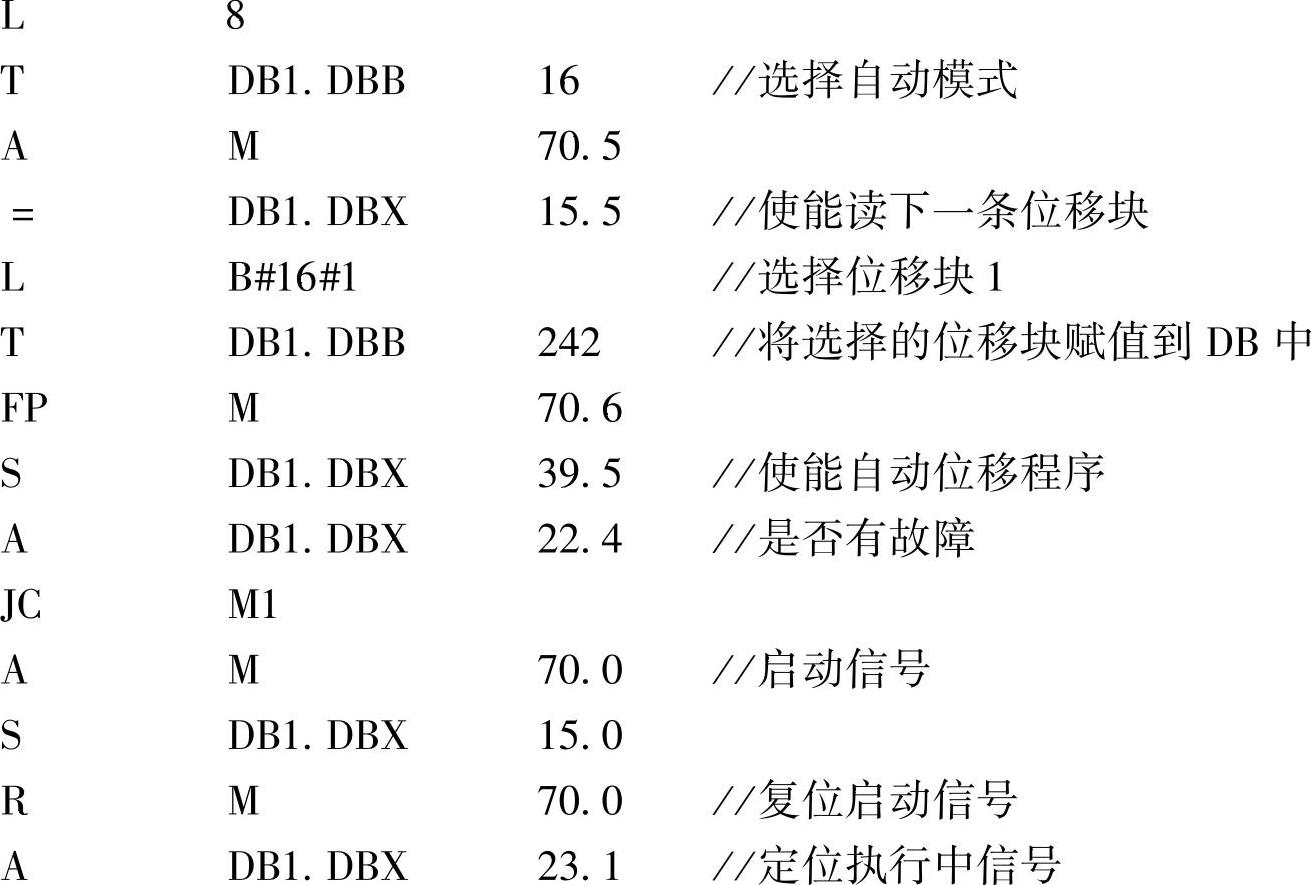
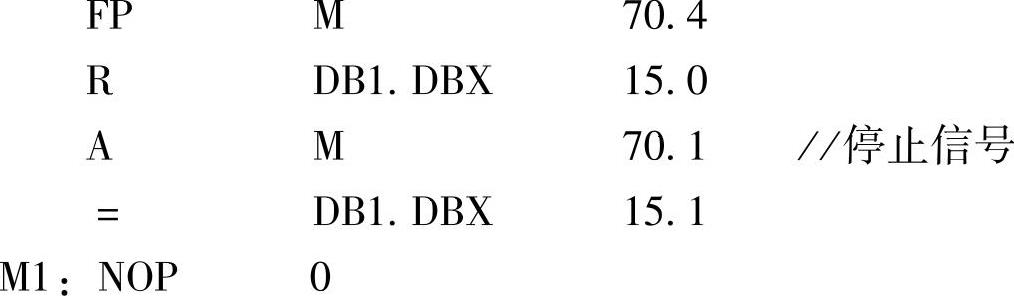
自动操作模式代码为8,将8赋值到DB1.DBB16中选择自动操作模式,使能Read_In功能(DB1.DBX15.5)可以连续执行自动程序,这个条件是必须的,在DB1.DBB242选择存储于FM354模块中的程序,程序中选择的自动程序号为1,通过使能DB1.DBX39.5发送程序选择命令,FM354模块确认后复位该信号,通过M70.0启动自动程序执行,启动信号为脉冲信号,通过M70.1可以终止自动程序的执行。
注意:
示例程序为基本编程操作,在实际的编程中需要读出操作的反馈信号以确认发送的命令是否传送到FM354模块中并且没有错误,如模式选择的结果可以在DB1.DBB24中读出。
小窍门:
CPU运行时,FM354模块的测试界面只能监控不能操作,可以在测试界面中查看程序中设定值(包括操作模式选择以及设定的参数)是否正确。
FM353模块与FM354模块的参数化相似(除步进电动机参数以外),控制模式和程序完全相同,FM353的应用可以参考FM354的示例程序。FM354的示例程序FM354.zip、参数化软件及电子手册参考光盘“功能模块FM”目录。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。