



1.启动界面
在CPU处于“STOP”模式或在用户数据块中置位DBX14.1,利用FM354模块集成的测试功能,可以对各种操作模式进行模拟和联机调试。在测试模式下,FM354模块不受CPU程序控制,所有的操作必须在“Start up”界面中手动完成,如选择操作模式、设定位置值和速度值等参数,在参数化界面中,点击“Start up”按钮,进入启动界面如图11-52所示。
在启动界面中首先选择需要的操作模式,如“JOG”、“Open loop”、“MDI”等模式,“JOG”和“Open loop”模式不需要回零操作。选择启动控制的先决条件“Controller enable”、“Drive enable”并设置速度倍率“Override”(设定速度的百分比),在左边的选项中选择速度值和电压值,点击“R+”、“R-”键后,必须按空格键才能起动电动机。在测试界面中,可以监控位置设定值、速度值和实际位置值等;也可以监控到其他位移触发的信号,如“FR+”正方向移动、“BL”正在位移信号、“PEH”定位完成信号等;如果在MD中对输入、输出信号进行配置,在输入、输出栏中显示相应配置信息的状态。
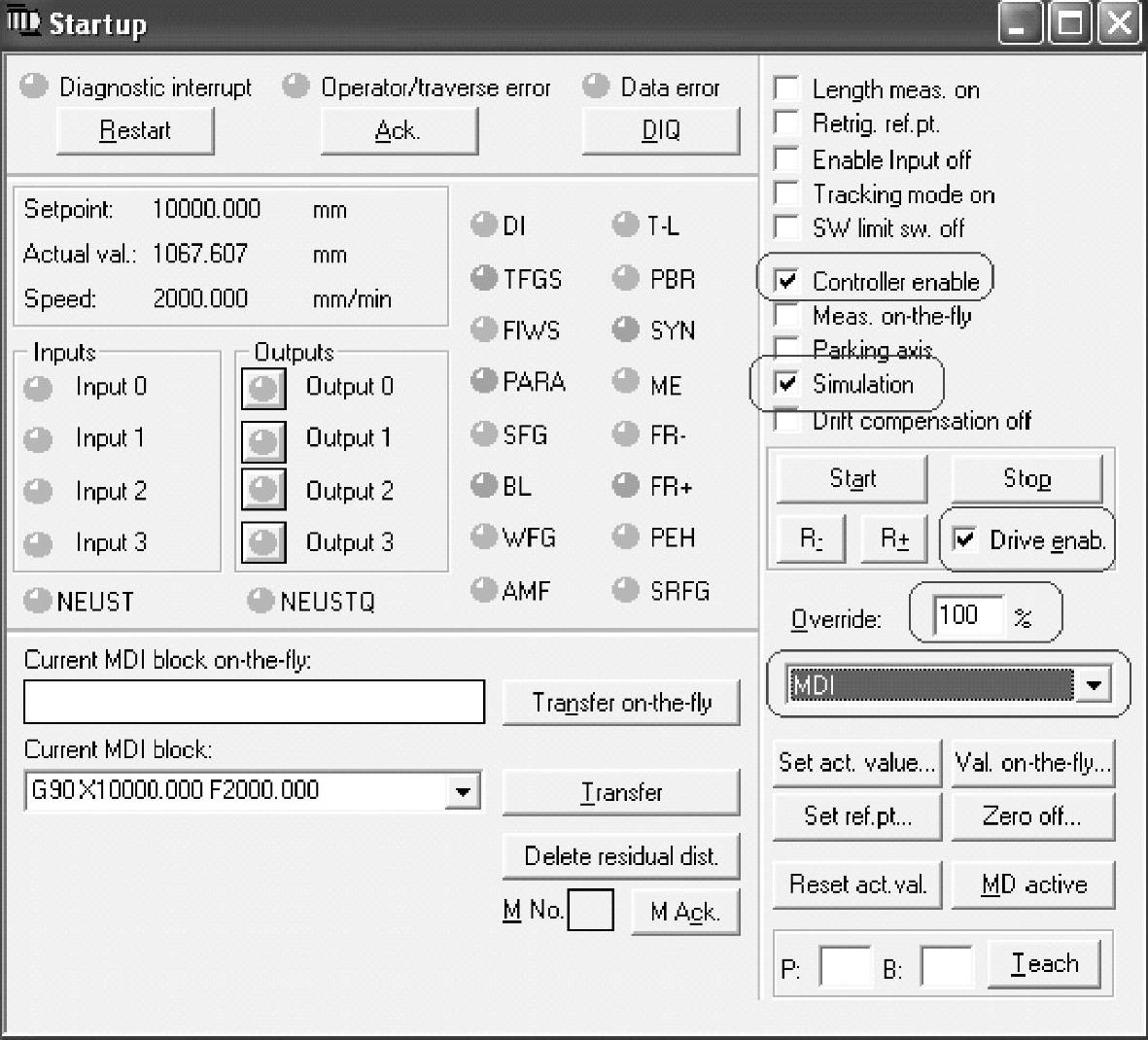
图11-52 FM354模块测试界面
如果FM354模块没有连接外围设备,如驱动器、编码器等同样可以利用模拟的方式对配置的参数进行调试,点击选项“Simulation”进入模拟方式,与联机调试方式相比较,在模拟的方式下,FM354模块的运算结果不会输出到驱动器接口(FM354模拟量接口不输出),位置的实际值不是通过采集编码器信号而是通过内部计算得到。
如果需要测试“MDI”、“AUTOMATIC”等控制模式,则需要轴同步信号(SYN指示灯必须为绿色),否则轴不能运行并报错。有两种方法可以得到轴同步信号:1)选择寻找参考点模式,触发参考点开关得到轴同步信号;2)在“JOG”或其他可以选择设置参考点的模式下,点击“Setrefpt”按钮,将当前位置设置为参考点并得到轴同步信号。如图11-52所示,在设置参考点后使能“SYN”信号,然后选择“MDI”模式,在“Current MDI block”中,手动输入位移块“G90 X10000.000 F2000.000”,点击“Start”键,启动位移指令,轴将以2000mm/min的速度位移到绝对地址10000mm处。
在测试界面中,可以对所有控制模式进行测试,除此之外还可以对M功能、示教功能(在自动程序中往往不能确定需要行走的位移距离,可以预先设定一个值,在调试过程中得到需要的位置值时,在参数“P”中选择自动程序号,在参数“B”中选择自动程序中位移块号,点击“Teach”键,将当前的位置值赋值到指定的位移块中,替代原有位移值)、测量功能等进行测试。
在调试过程中,如果需要修改MD参数,并修改完成传送到模块中,则需要在测试界面中,通过点击“MD active”键或模块掉电重启动,使新的MD参数生效。
2.故障诊断界面
如果在调试过程或程序执行中,由于操作引起故障,可以点击“Error display”按钮,进入故障诊断界面查看引起故障的原因,如图11-53所示。
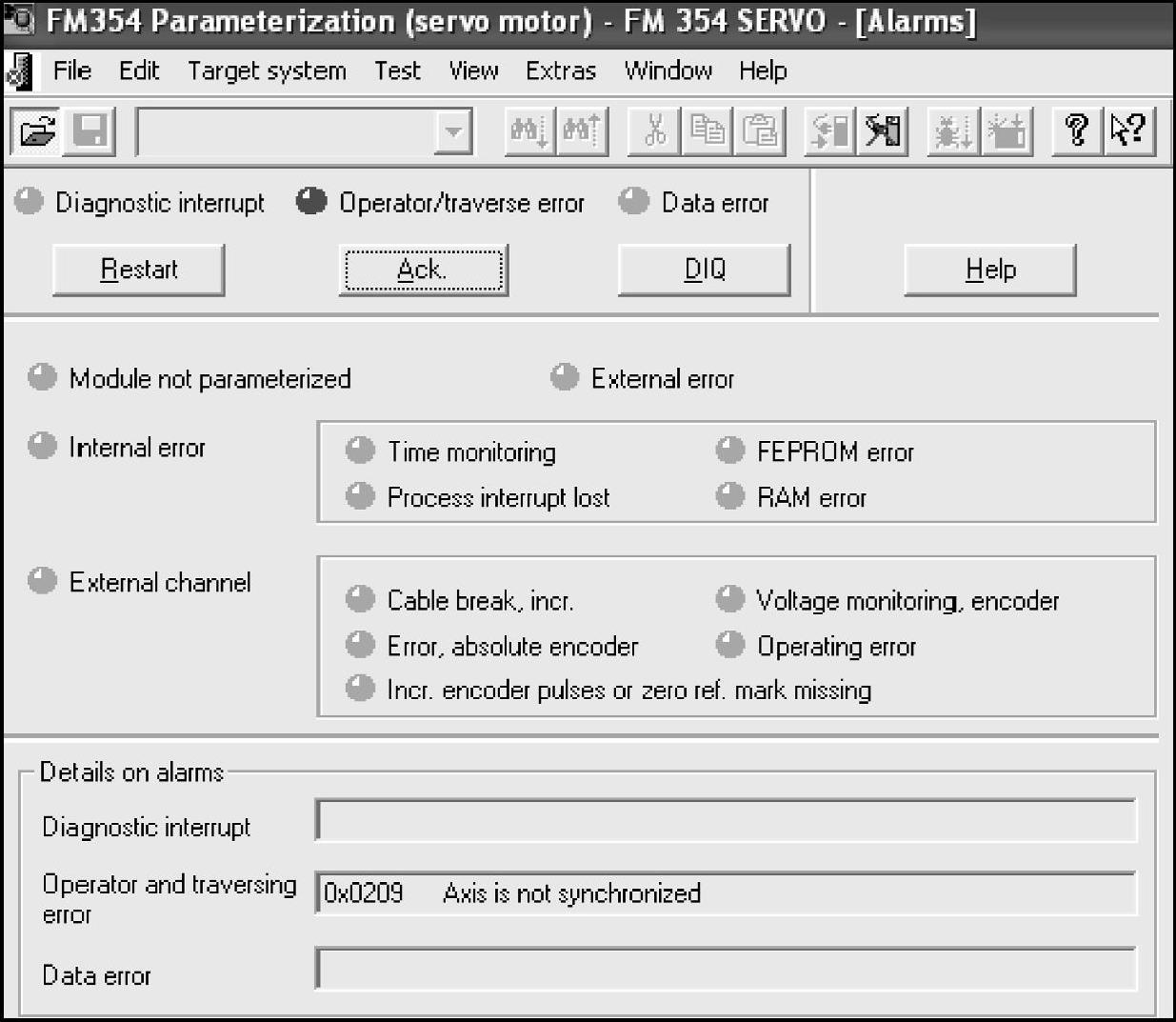
图11-53 FM354模块故障诊断界面(https://www.xing528.com)
将故障划分为3个类别,分别为诊断中断、操作/位移故障、数据故障。不同类别的故障需要不同的复位方式,如重新启动、确认等,如图11-53,由于没有轴同步信号而启动“MDI”操作,从而引起“Axis is not synchronized”故障,指示为操作/位移类型故障,需要通过确认键“Ack”,消除故障报警信号,如果故障类型为诊断中断,则需要重新启动模块,消除故障报警信号。
3.FM354模块运行数据界面
FM354模块的运行数据界面如图11-54所示。
在运行数据界面中,可以对DAC模拟量的输出值、编码器的实际计数值、跟随偏差等参数进行监控,例如通过监控运行时的跟随偏差,适当调整控制器的增益值以满足工艺要求。
4.FM354模块位置跟踪界面
点击“Trace”按钮,进入FM354模块的位置跟踪界面,如图11-55所示。
在位置跟踪界面中,可以监控位置的设定值与实际值在运行过程中的偏差及位置控制的效果。通常位置跟踪是对位置控制的监控,速度环的控制则需要通过驱动器的专用软件,如通过SimoComU软件对SIMODRIVE进行设置,根据工艺的要求设定相应的速度曲线。
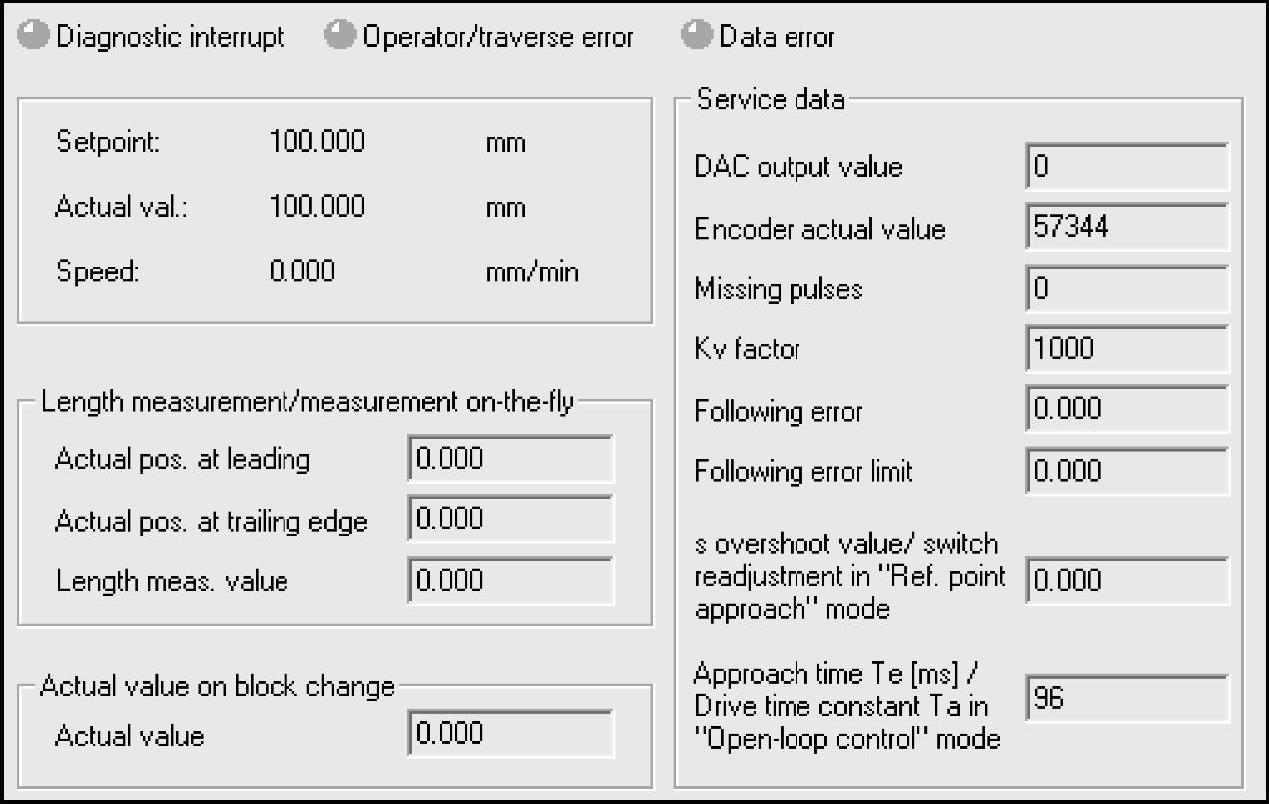
图11-54 FM354模块运行数据界面
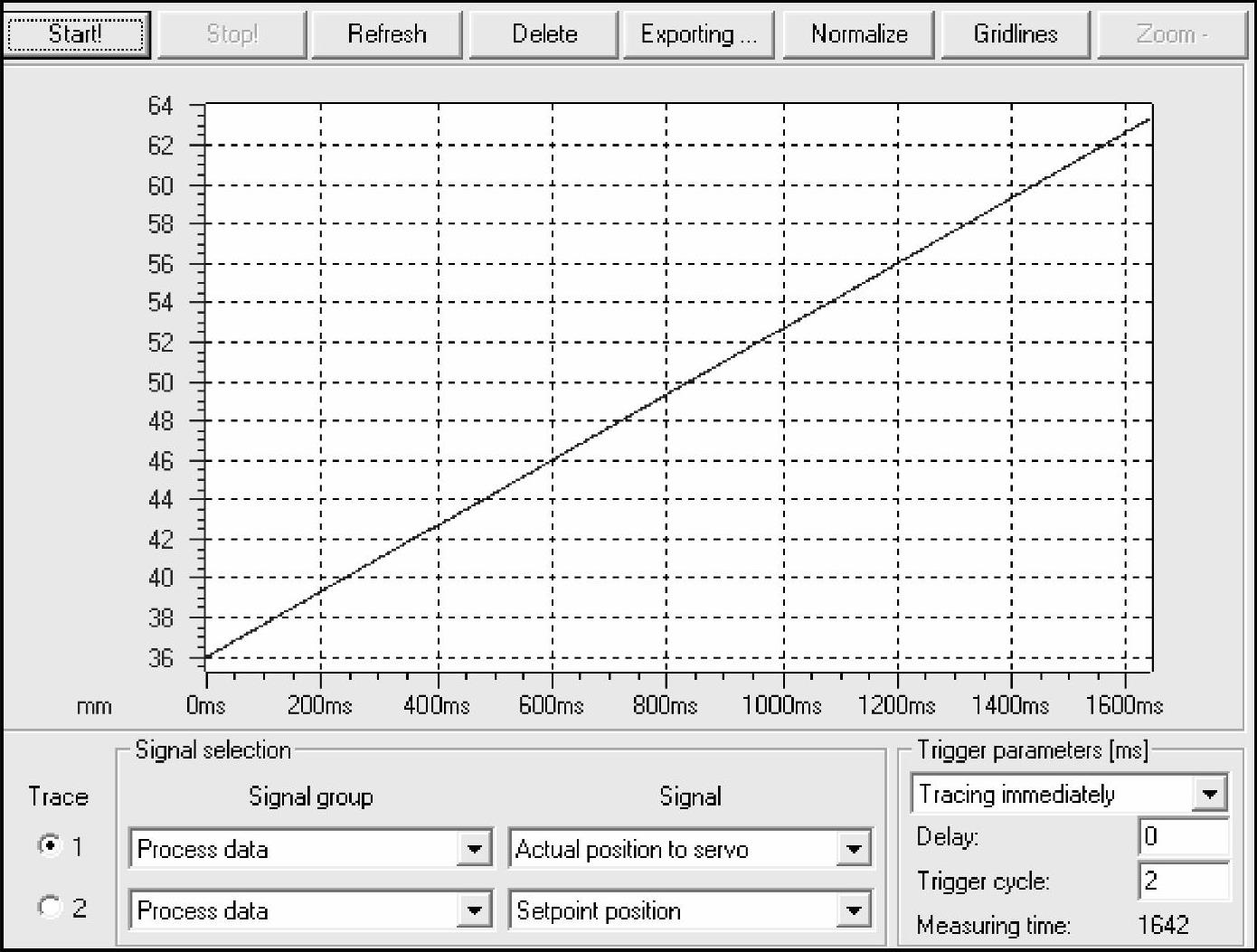
图11-55 FM354模块位置跟踪界面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。