



点击“VP”按钮,进入G代码编程界面,如图11-43所示。
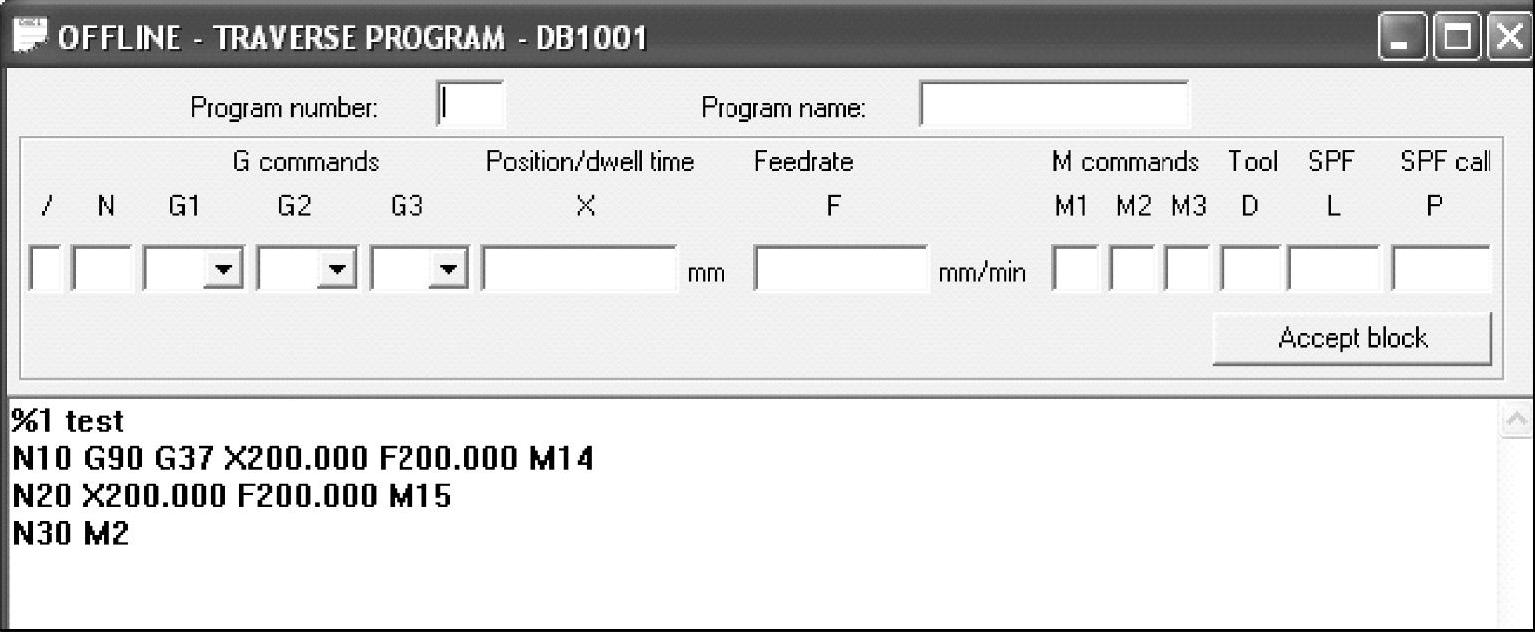
图11-43 FM354自动程序编程界面
“Program number”G代码程序号从1~199可用,每一个G代码程序在FM354模块中生成一个包含程序的数据块DB,程序号1~199对应数据块号DB1001~DB1199。每一个G代码程序最多可以编写100条位移块。每一个位移块中的指令结构如图11-44所示。

图11-44 FM354一条自动程序位移块的指令结构
指令解释如下:
/:是否跳过该条位移块,在CPU中置位用户数据块DBX15.6后,定位程序将跳过有“/”的位移块执行;
N:位移块的序号,在FM354模块中,序号必须按从小到大次序排列,最大序号为255;
G1:G功能编组1;
G2:G功能编组2;
G3:G功能编组3;
X/t:位移值或停滞时间,如使用G04则为停滞时间,其他则为位移值;
F:位移的速度;
M1~3:M功能;
D:工具补偿,调用WZK中预置的补偿值;
L:调用的子程序号;
P:子程序位移块的序号。
1.G代码功能描述
G代码指令划分为3组,功能描述及编组见表11-12。
表11-12 FM354G功能代码
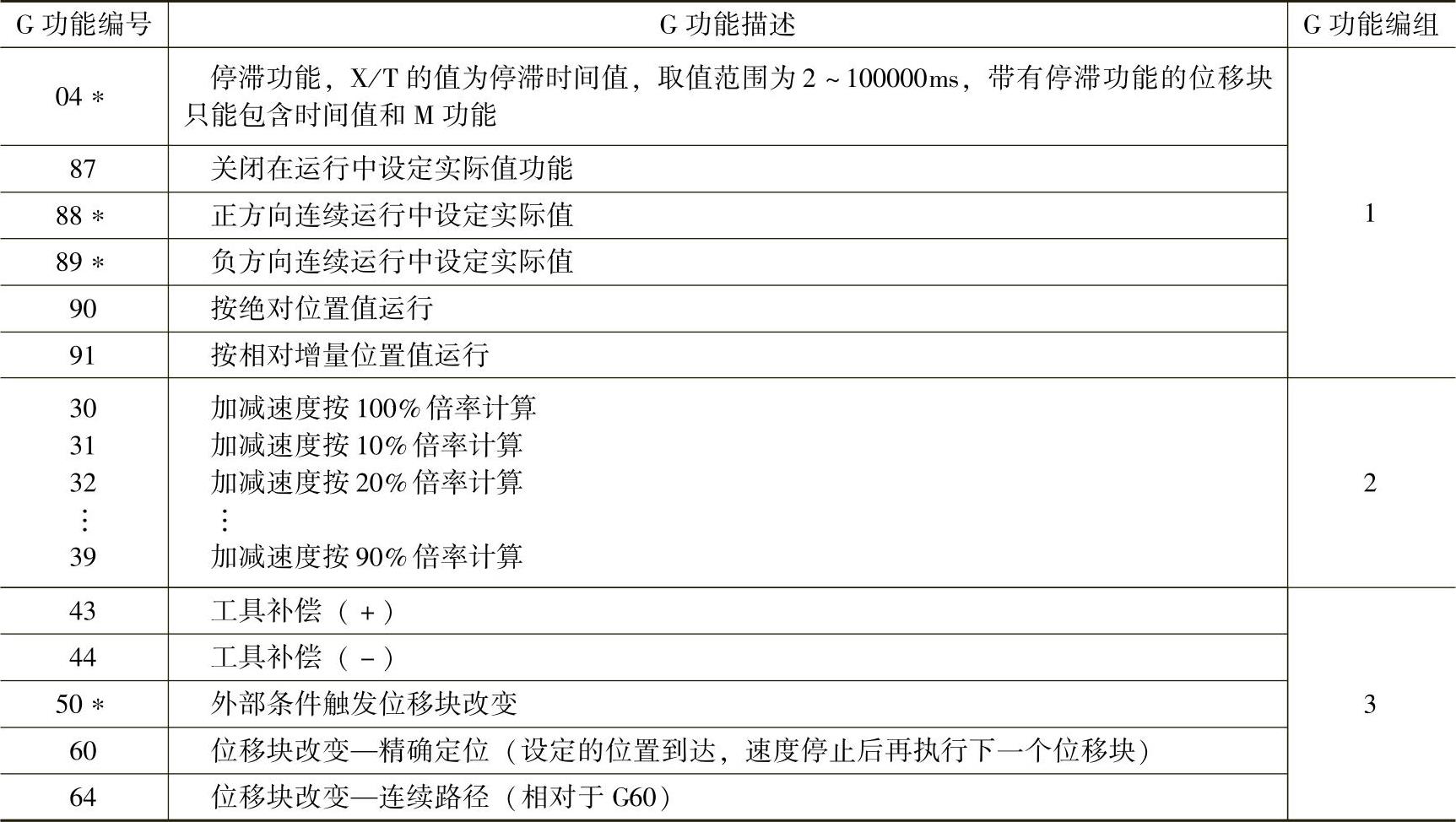
∗表示只在一个位移块内生效,其余的G功能代码使用后没有消除,功能保留,例如,在一个位移块中定义按绝对位置运行G90功能,在接下的位移块中如果没有重新定义,将按上一个移块中定义的G90功能运行,如果在接下的位移块中定义G91功能,G90功能将被替代。
在一个位移块中最多可以包含3个G功能代码,G1、G2、G3各一个,FM354模块G功能初始定义为G90、G30、G64。
(1)G90、G91功能描述
G90功能的使用如图11-45所示。
轴当前的绝对位置为50mm,执行位移块G90 X20 F100后,轴从50mm的位置以100mm-3/min的速度回到20mm的位置上。
G91功能的使用如图11-46所示。
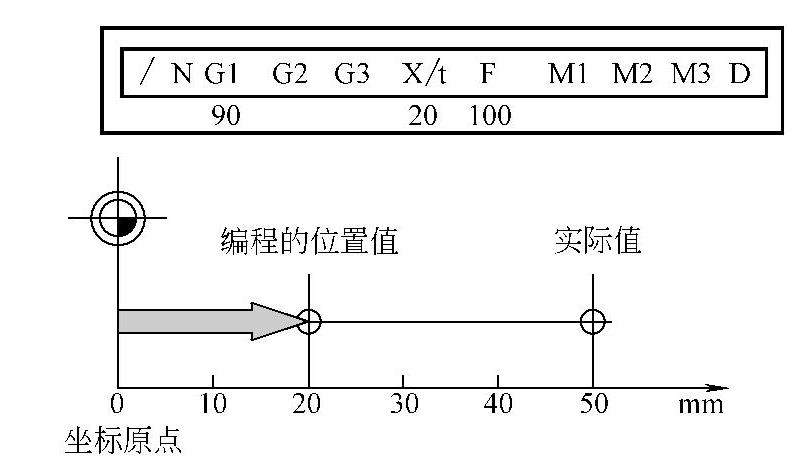
图11-45 G90功能(https://www.xing528.com)
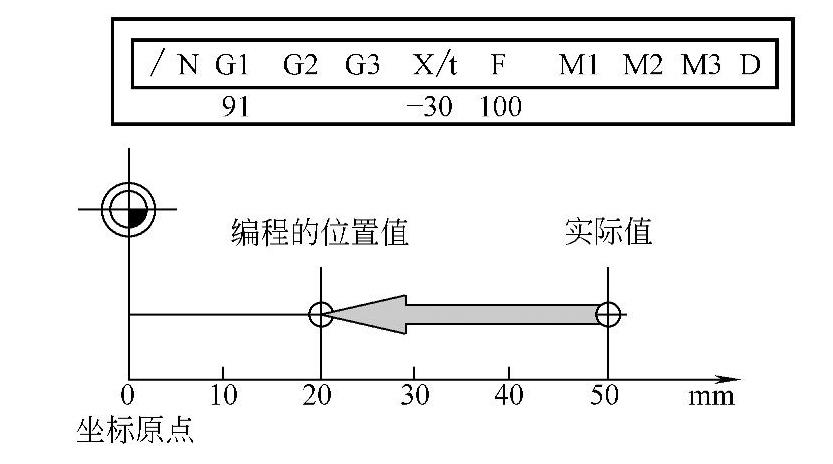
图11-46 G91功能
与上个位移块的功能相同,执行位移块G91X-30 F100后,轴从当前50mm的位置上增加-30mm,回到20mm的位置上。上面介绍了G90/91的功能是在直线轴上实现的,在旋转轴上操作应当注意最短执行距离问题,例如位移块G90 X315 F100,轴当前位置为45°,如果按启动(START)按钮执行位移块,轴将按最短距离运行,逆时针运行到0°再到315°,如果需要控制运行方向,必须同时使用方向控制信号R+或R-;使用G91功能,可以在位置设定时通过正负号定义运行的方向;多圈操作时,只需将设定的位置值大于360°即可。
(2)G87、G88、G89连续运行中设定实际值功能
G87、G88、G89的使用如图11-47所示。
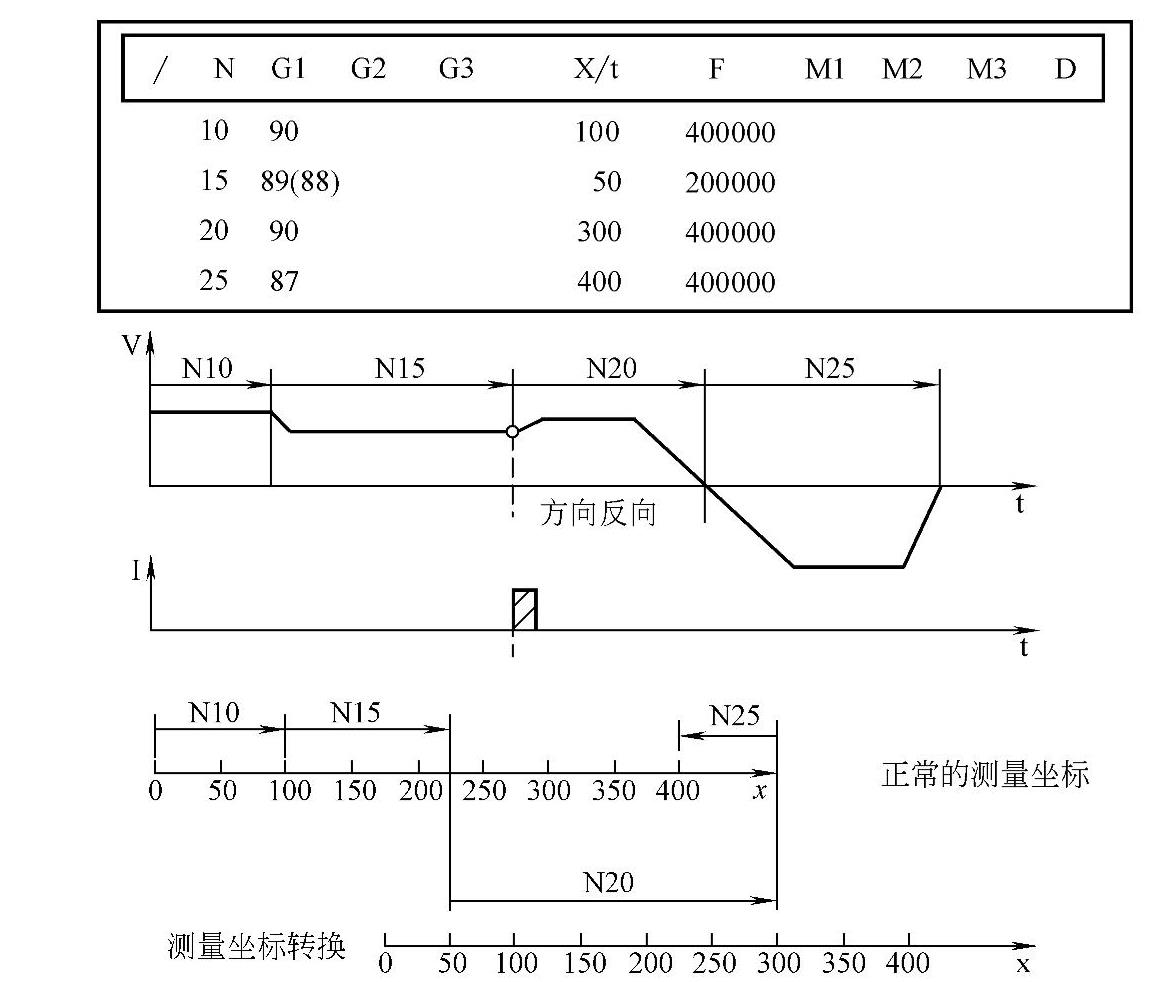
图11-47 G87、G88、G89功能
执行位移块N10指令,轴以400000的速度位移到绝对位置100后,跳转到位移块N15,在N15中使用G88或G89功能,以200000的速度位移,直到触发FM354模块集成的输入信号(输入信号在MD34中设置为“Set actual value on-the-fly”),将当前位置设置为50并跳转到位移块N20,这样测量坐标转换为新的坐标测量系统,在后续执行的位移块以新坐标为基准,例如执行位移块N20指令,轴以400000的速度以新坐标为基准位移到绝对位置300后跳转到位移块N25,在位移块N25中,G87取消G88或G89坐标转换功能,切换回原先的坐标测量系统并位移到400。X、F的单位为MD机械参数中定义的测量单位,如mm-3/min。
(3)G50外部块改变功能
G50的功能是通过外部输入信号执行位移块的跳转,使用示例如图11-48所示。
假设位移方向已经确定,执行位移块N10指令,轴以1000的速度位移,直到触发FM354模块集成的输入信号(输入信号在MD34中设置为“External block change”)才跳转到位移块N20,并以速度1300位移到12000,X、F的单位为MD机械参数中定义的测量单位,如mm-3/min。如果在N20中没有设定位置值,触发输入信号后轴停止;如果执行N10位移指令超过设定的位置10000而没有触发输入信号,模块将报错。
2.M功能
M功能在FM354位移块中有两个作用,一是简单位移块控制;另一个功能是用户功能,将当前执行位移块的位置传送到CPU中。FM354模块可用的M功能见表11-13。

图11-48 G50功能
表11-13 FM354模块可用的M功能
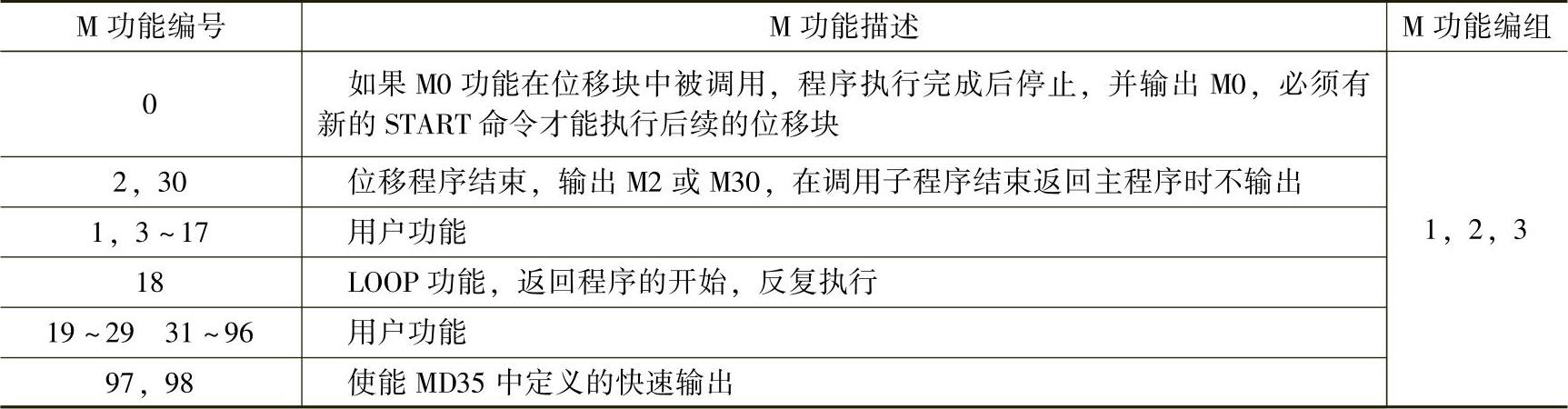
M功能分列在3个组中,在一个位移块中最多可以包含任意的3个M功能,输出的次序从M1功能组至M3功能组(在位移块中M功能的先后次序)。M功能输出的方式在MD32、MD33中预先定义,输出的M功能在用户数据块中DBB26中显示,如果需要确认M功能,通过用户数据块中DBX15.4位进行确认。下面以示例的方式介绍M功能的使用。
(1)简单位移块控制功能
位移程序如图11-49所示。
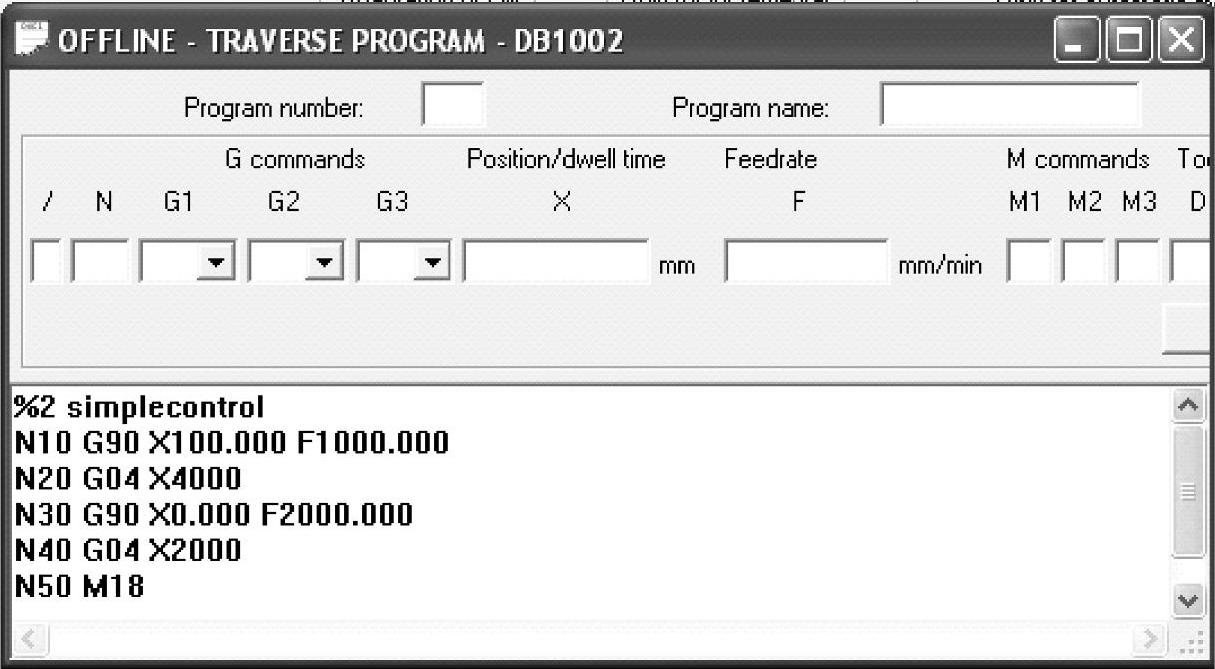
图11-49 M18程序控制功能
位移块N10使轴以1000的速度定位到100,定位完成后执行N20,轴停滞4s后执行N30,轴以2000的速度回到零点后执行N40,轴再次停滞2s后执行N50,返回程序的开始点再次执行N10,周而复始,使用STOP命令停止程序的执行。X、F的单位为MD机械参数中定义的测量单位,如mm-3/min。
(2)使用M的用户功能
位移程序块中M用户功能的使用如图11-50所示。
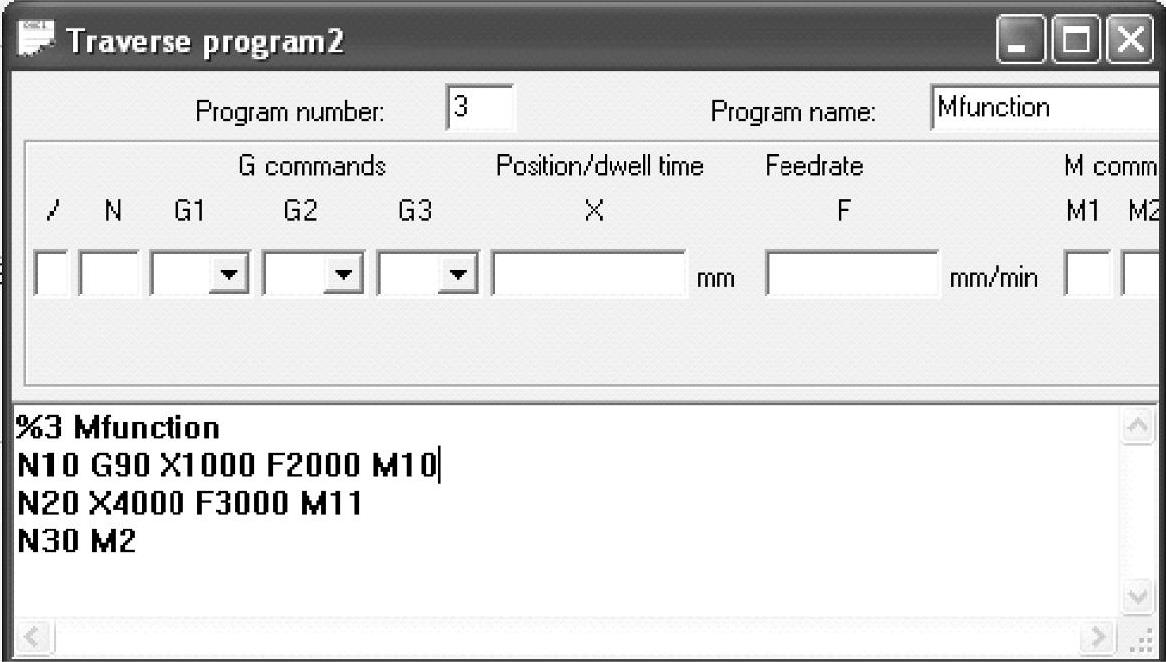
图11-50 M的用户功能
位移块N10使轴以2000的速度定位到1000,输出M10(输出的时序在MD32中定义),在用户数据块DBB26中显示10,用户可以通过程序判断当前位移程序的位置,如果需要确认,通过置位用户数据块DBX15.4位进行确认后执行N20,以同样的方式输出M11,执行N30后,位移程序结束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。