



首先点击MD按钮,进入机械参数配置界面,如图11-38所示。

图11-38 FM354MD参数化界面
界面中各个标签栏的功能及涉及的参数如下:
(1)在“Axis data”标签中,对轴参数进行设置
MD7:选择系统的测量单位,在以后的参数化中以此单位为基准;
MD8:选择轴的类型,如果选择旋转轴,在MD9中定义轴的开始点(结束点),如定义360°,当轴旋转360°时,回零重新开始计算旋转角度;
MD21/22:轴的工作范围,当定位超出此范围,电动机停止,在MD21/22定义的是软件限位,在实际的应用中可以外加硬件限位,如物体碰到硬件限位时切断电源,保证人员和设备的安全;
MD23:定义电动机的最大速度。
(2)在“Encoder data”标签中,对编码器参数进行设置
MD10:选择连接编码器的类型,在前面已经介绍,只有5V增量型编码器和SSI绝对值编码器可以作为位置反馈信号,由于SSI编码器为机械结构,记录的位置值在掉电后不会丢失,所以不需要回零操作,只需要在“Reference point”标签MD17中定义即可,使用增量型编码器在重新上电后位置值丢失,需要回零操作;
MD11/12:定义编码器旋转一周对应物体的位移,MD11为整数部分,MD12为小数部分;
MD13:定义编码器旋转一周的脉冲数;
MD19.0:选择旋转方向是否反向;
MD14/15:SSI编码器参数;
MD20:选择是否对编码器信号进行监控,如果编码器故障将产生诊断中断。
(3)在“Reference point”标签中,对回零操作参数进行设置
回零操作中需要安装参考点开关,它的作用是给回零操作作为一个基准点,参考点开关必须连接到FM354模块任意一个输入点上。主要有两种回零方式,一种是利用编码器的零脉冲(/N、N相)寻找参考点,例如回零方式“Direction+,zero pulseright”,回零过程如图11-39所示。

图11-39 回零操作方式1
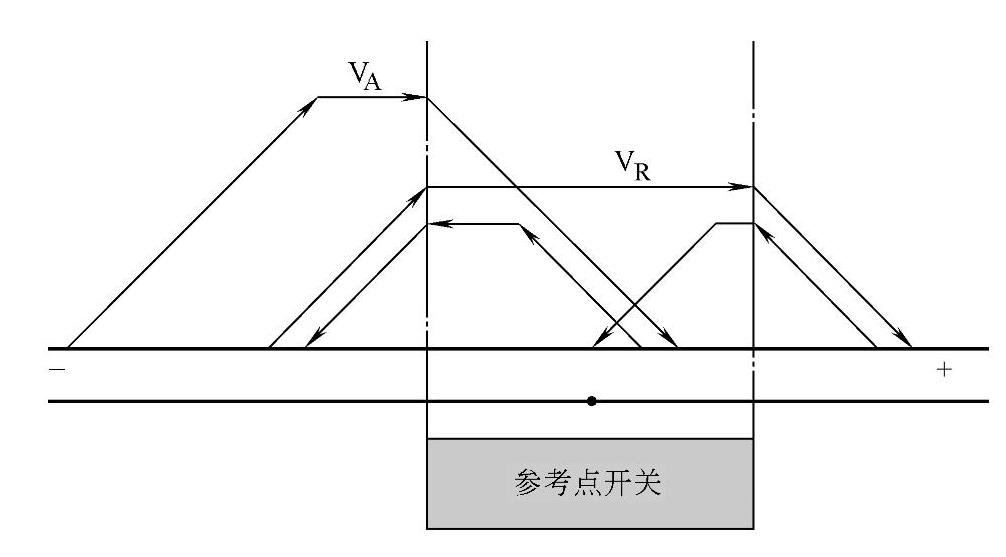
图11-40 回零操作方式2
VA为设定回零操作的起始速度,在MD28中定义;VR为碰到参考点开关后的速度,在MD29中定义。轴以VA速度正方向(向右)移动,当碰到参考点开关后速度降为VR,以参考点开关右边的编码器零脉冲点作为参考点。另一种是利用参考点开关寻找参考点,例如回零方式“Direction+,reference point switch center”以参考点开关的中央点作为参考点,回零过程如图11-40所示。
物体以VA速度正方向(向右)移动,当碰到参考点开关后速度降为零,经过反复移动后,计算出参考点开关的长度,并以参考点开关的中心点作为参考点。
注意:
轴经过参考点开关的时间要大于等于2倍的模块扫描时间(2ms)。
与回零操作相关的参数如下:
MD18:FM354回零有8种方式,选择其中一种回零方式;
MD16:当前参考点的坐标位置;
MD17:选择SSI绝对值编码器时定义的调整值;
MD27:更换故障编码器时,新编码器与原编码器的零脉冲位置会有偏差,将偏差值填写在MD27中进行位置补偿;
MD28:设定回零操作的起始速度;
MD29:碰到参考点开关后的减速度。
(4)在“Dig.inputs”标签中,对模块集成的数字量输入点进行设置(https://www.xing528.com)
在MD34中,可以选择每一个输入点的功能,例如在自动模式和MDI模式下使用的“External block change”、“Set actual value on-the-fly”功能;“Reference point switch for refer-ence point approach”指定其中一个输入点作为参考点开关;“Reversing switch for reference point approach”指定其中一个输入点作为寻找参考点的反向开关,当物体碰到此开关后,反向寻找参考点开关;只有4个输入信号可供选择,在MD36中可以单独选择每个输入信号是否取反。
(5)在“Dig.outputs”标签中,对模块集成的数字量输出点进行设置
在MD35中,可以选择每一个输出点的功能,例如在自动模式和MDI模式下使用的“Change M97”、“Change M97”功能,直接通过G代码程序控制输出而没有用户程序的扫描延迟,保证输出的快速响应;“Position reached、stop”、“Axis movement forward”、“Axis movement reverse”可以输出到信号灯作为当前状态显示;“Direct output”CPU可以直接控制输出等功能。只有4个输出信号可供选择。
(6)在“Interpolation data”标签中,对轴的加减速度参数进行设置
MD40:轴位移的加速度;
MD41:轴位移的减速度;
MD42:设置速度斜坡拐点是否平滑。
(7)在“Controller data”标签中,对位置控制参数进行设置
MD38:位置控制的比例参数;
MD37.16:选择是否自动漂移补偿,在高温的条件下产生位置的漂移,选择该功能在位置闭环控制中自动补偿位置漂移;
MD39:选择是否对最小跟踪误差进行监控,如果跟踪误差超出设定的范围模块,将报错;
MD24/25:定义定位目标范围和监控时间,如果超出设定的监控时间而实际的位置没有在设定的目标范围内,模块将报错;
MD26:设定轴的停滞范围,定位完成,轴处于停止状态,如果由于外力而使轴移动并超出设定的范围,模块将报错。
(8)在“Drive interface”标签中,对模块与驱动器间的接口参数进行设置
MD37:设定驱动的使能信号;
MD19.1:选择是否更改模拟量输出信号的方向;
MD43:设定模拟量最大的输出值,输出的最大电压值与MD23中设定的最大速度相对应;
MD44:设定模拟量输出的偏移量补偿,有些情况下,模拟量输出有漂移,在没有定位命令时,电动机也会有小的移动,通过MD44补偿模拟量偏移;
MD45:电压斜坡参数,在位置开环控制或FM354故障输出0V电压时,电压值的上升或下降斜坡参数;
MD30:齿轮的间隙补偿;
MD31:齿轮的间隙补偿方向;
MD52:齿轮间隙补偿的速度,以最大速度MD23的百分比形式设置;
MD53:齿轮间隙补偿的方式,可以选择在定位前或在定位中进行补偿。
(9)在“S7 interface”标签中,对模块与CPU间的接口参数进行设置
M功能除在位移块(Traversing Block)中的特殊功能外,还可以将当前执行位移块的位置(那一条指令)传送到PLC CPU中(用户数据块DBB26显示M的数值),M功能的输出可以在执行位移块前、后或者在执行中,也可以是时间控制,输出定义的时间长度。如果M功能需要CPU确认,则位移块输出M功能后等待CPU的确认后才能执行下一个位移块(用户数据块DBX15.4置位确认)。
MD32:选择M功能的输出类型;
MD33:如果在MD32中,选择M功能输出的类型为时间控制,在MD33中定义M功能输出的时间长度;
MD5:选择触发过程中断的事件,例如在S7-300系列PLC中,过程中断调用OB40;
MD37.15:选择紧急停止后是否连续操作,如果未选择该选项,轴在移动时紧急停止,将终止位移块的执行,恢复后将剩余的位置值删除,执行新的位置设定操作;
MD37.7:选择是否激活时间倍率操作,如果没有选择该选项,为速度倍率操作,例如倍率值从100%变为200%后,速度值变为2倍,加减速度不发生变化,0%~255%为速度倍率设定范围;如果选择时间倍率操作,0%~100%为时间倍率设定范围,例如倍率值从100%变为50%后,速度值变为原来的一半,加减速度变为原来的四分之一,定位时间缩短一半。
机械参数配置完成后生成DB1200,DB1200为FM354的系统数据块而非CPU中的数据块。
在线修改MD参数并下传到FM354模块中,必须点击“MD active”按钮,才能使修改的参数生效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。