



使用伺服电动机定位可以满足动态响应快、控制精度高的工艺要求,伺服电动机的位置控制精度可以达到0.001mm,输出功率可以达到30kW,转矩可以达到140N·m,最高转速可达6000r/min以上,控制系统整体价格较高。西门子公司在不同的PLC系列都有相应的伺服电动机控制模块,例如S7-300系列PLC系列中的FM354模块(单轴控制)和FM357模块(4轴定位,可以进行路径等复杂控制);S7-400系列PLC系列中的FM453模块(步进电动机和伺服电动机控制)、FM354模块、FM357模块、FM453模块通过输出电压信号(+/-10V)控制伺服驱动器,从而对伺服电动机进行控制。输出电压信号的正负表示控制的方向,电压绝对值的大小与控制速度成正比,典型的伺服电动机定位控制方式如图11-34所示(以FM354模块为例)。
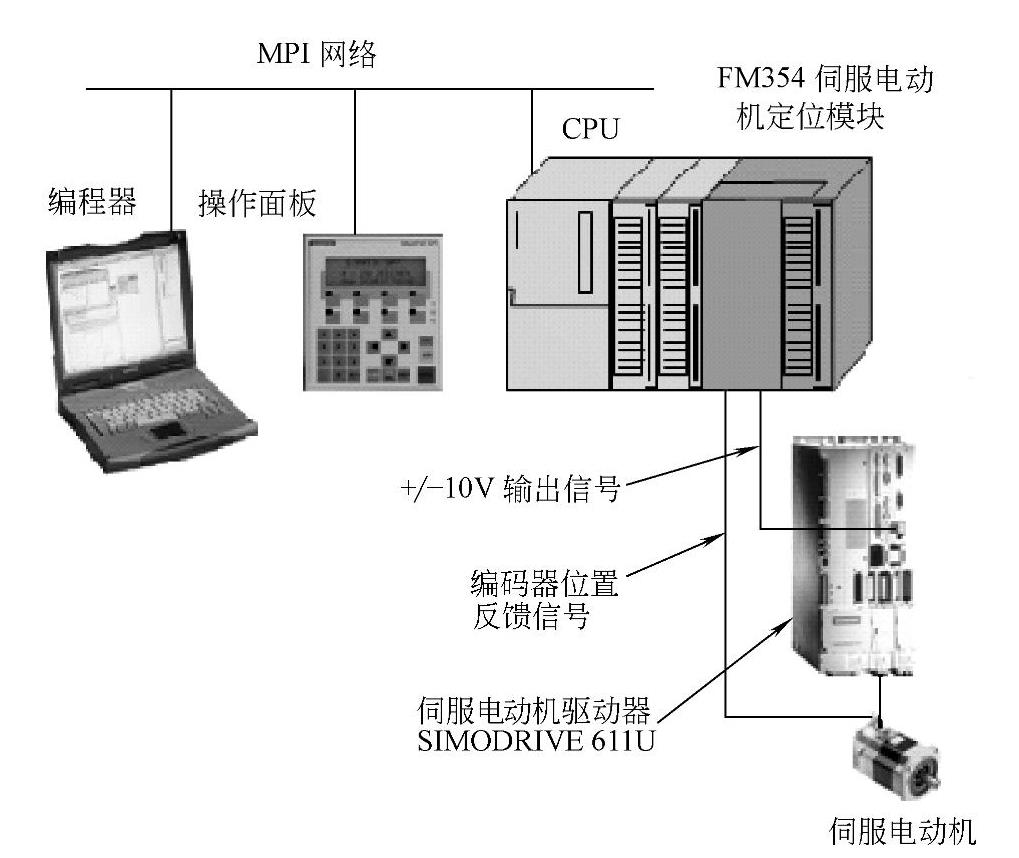
图11-34 伺服电动机控制方式
通过编程器对FM354模块进行参数化,将电动机最大加速度、速度、电动机旋转一周对应的实际行走的距离,以及与CPU接口等参数下传到FM354模块中。通过操作面板将位置给定和控制方式等控制命令直接传送到FM354模块中,FM354模块将电压输出信号传送到伺服电动机驱动器中,从而对伺服电动机进行控制。与步进电动机定位控制相比,FM354模块将实际的位置信号通过编码器反馈到位置控制器回路中,所以伺服电动机的定位是位置闭环控制。定位模块中已经固化位置控制算法和控制模式,可以选择使用。FM354、FM357、FM453模块以位置值作为参考,方便编程,除此之外模块还集成了G代码的编程方式,并将程序存储于模块中。
无论控制信号是电压信号,还是脉冲信号,都是模拟输出信号,因此控制信号可能会有漂移。通过PROFIBUS-DP网络连接驱动装置,传送的数字信号不会造成位置的漂移,FM357-2模块、集成伺服定位功能的T_CPU(CPU315T和CPU317T)以及SIMOTION定位控制器都可以通过PROFIBUS-DP接口连接伺服驱动装置。通过PROFIBUS-DP连接伺服驱动装置的典型配置如图11-35所示(以T_CPU为例)。(https://www.xing528.com)
在图11-35中,CPU通过PROFIBUS-DP等模式技术连接驱动装置,可以将控制命令同时发送到每一个驱动装置,并将位置反馈信号同时传送到CPU中,保证有联动关系的轴之间的控制精度(例如Gear和Cam的控制);连接轴的个数与PROFIBUS-DP扫描的时间有关,连接轴的个数越多,PROFIBUS-DP扫描的时间越长,这样位置差补计算的间隔长,可能不能满足控制工艺的要求,除FM357-2(只能连接4个轴)外,连接轴的个数参考CPU或SIMOTION的技术参数。
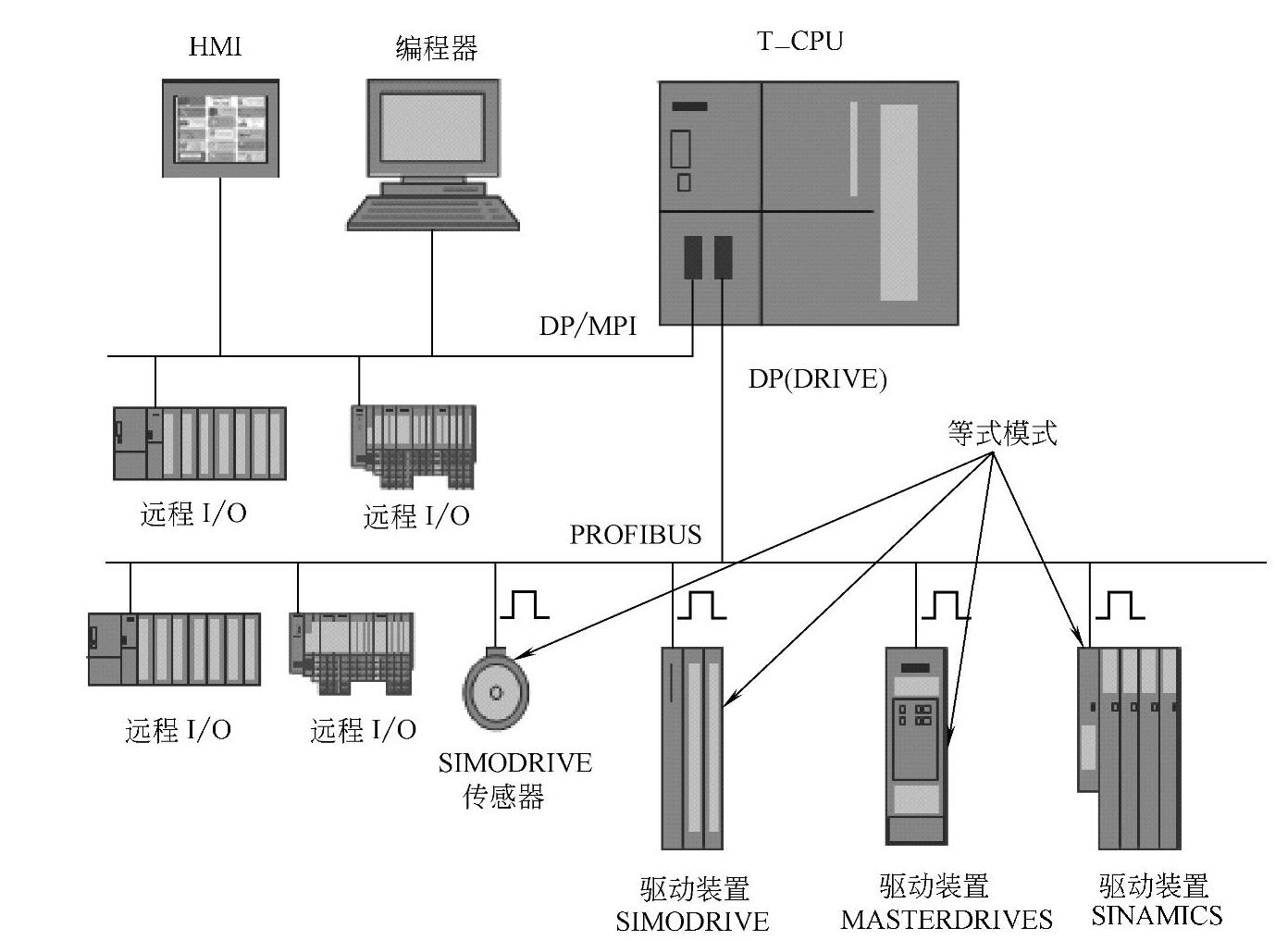
图11-35 通过PROFIBUS-DP连接伺服驱动装置的位置控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。