



1.试样形状
1)标准紧凑拉伸试样(CT)如图10-33所示。
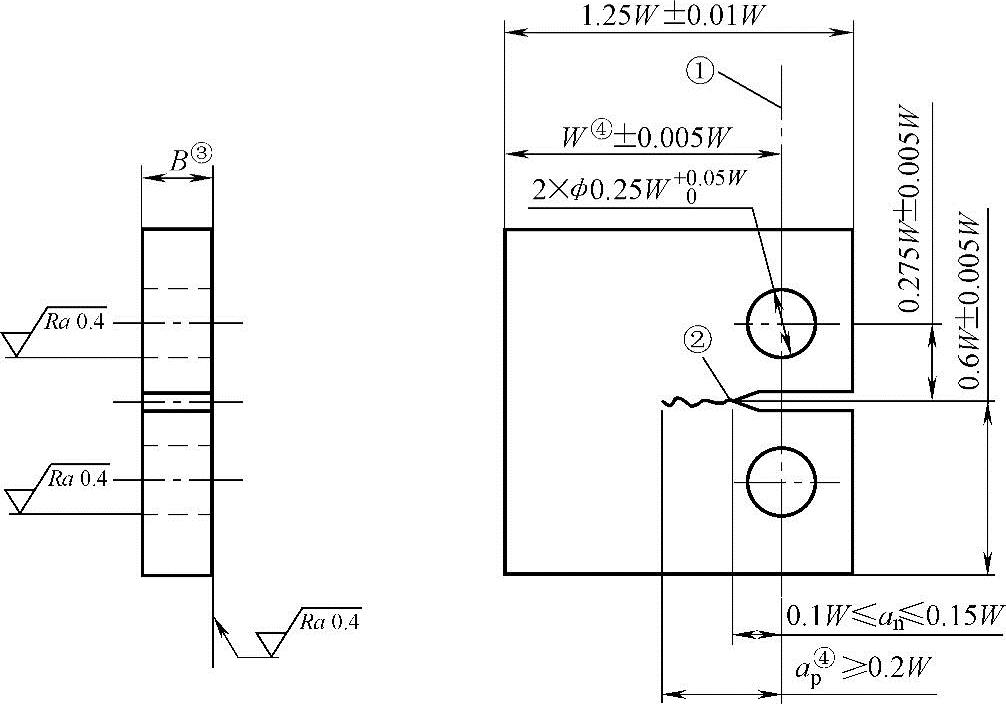
图10-33 标准紧凑拉伸试样(CT)
注:1.机加工缺口位于中心线±0.002W以内。
2.表面平行度和垂直度误差在0.002W以内。
3.裂纹长度以加载孔中心线作为基准面进行测量。
4.该试样类型仅适用于力值比R>0的试验。
①基准面。
②详细缺口尺寸如图10-39所示。
③推荐厚度:W/20≤B≤W/2。
④推荐最小尺寸W=25mm和ap=0.2W。
2)标准中心裂纹拉伸销孔试样(CCT,2W≤75mm)如图10-34所示。
3)标准单边缺口三点弯曲试样(SENB3)如图10-35所示。
4)标准单边缺口四点弯曲试样(SENB4)如图10-36所示。
5)标准单边缺口八点弯曲试样(SENB8)如图10-37所示。
6)标准单边缺口拉伸试样(SENT)如图10-38所示。
2.试样厚度(B)
1)对于CT试样,推荐试样厚度的范围应满足W/20≤B≤W/4,W不小于25mm。
2)对于CCT试样,推荐试样厚度的范围W/4<B≤W/2。
3)对于SENB试样,推荐试样厚度的范围为W/5≤B≤W。
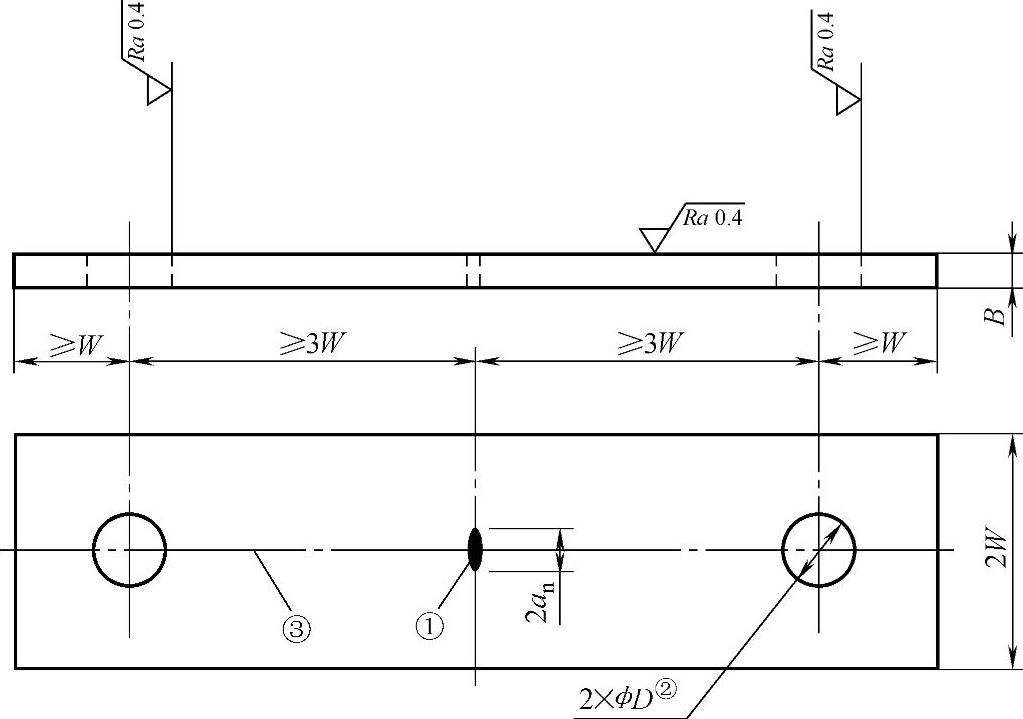
图10-34 标准中心裂纹拉伸销孔试样(CCT,2W≤75mm)
注:1.机加工缺口位于中心线±0.002W以内。
2.表面的平行度要求为±0.05mm/mm。
3.表面的平直度误差不大于0.05mm。
4.裂纹长度以试样纵向中心线作为基准面进行测量。
5.U型夹具和销轴的配套夹具不适用于力值比R<0的试验。
6.力值比R<0的可以采用如图10-41所示的特定夹持装置。
①缺口尺寸如图10-39所示。
②D=2W/3。
③基准面。
4)对于SENT试样,推荐试样厚度的最大值为0.5W。
3.试样最小韧带
为避免大范围屈服,试样的最小韧带尺寸(W-a)随试样类型而变,同时与材料的规定塑性延伸强度(Rp0.2)、最大应力强度因子(Kmax)或最大力(Fmax)相关。
1)对于CT试样,产生有效数据的最小韧带尺寸应满足:
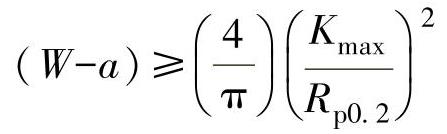
2)对于CCT试样,产生有效数据的最小韧带尺寸应满足:
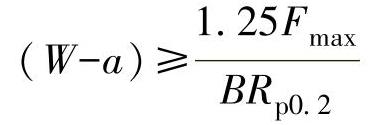
3)对于SENB试样,产生有效数据的最小韧带尺寸应满足:
4)对于SENT试样,产生有效数据的最小韧带尺寸应满足:
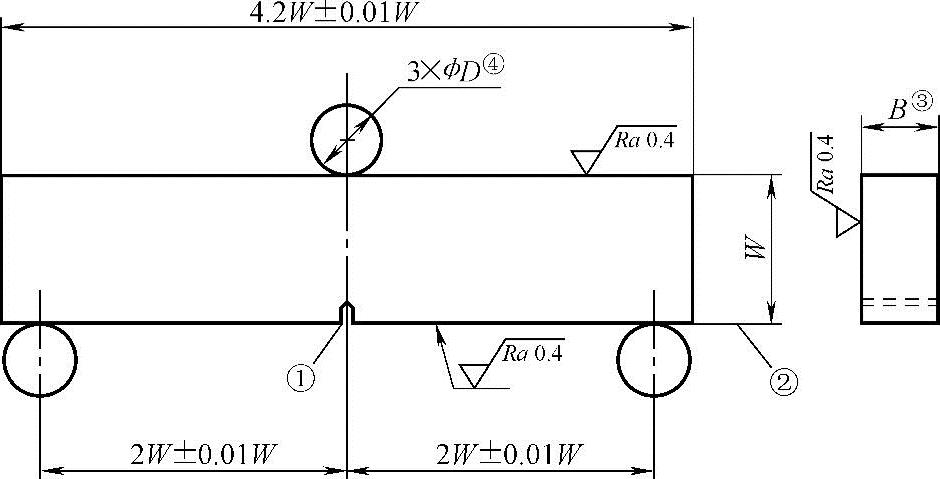
图10-35 标准单边缺口三点弯曲试样(SENB3)
注:1.机加工缺口在中心线±0.005W以内。
2.表面平行度和垂直度误差在0.002W以内。(https://www.xing528.com)
3.裂纹长度以包含初始V型缺口的侧面为基准面进行测量。
4.该试样类型适用于力值比R>0的试验。
①缺口详细尺寸如图10-39所示。
②基准面。
③推荐厚度:0.2W≤B≤W。
④D≥W/8。
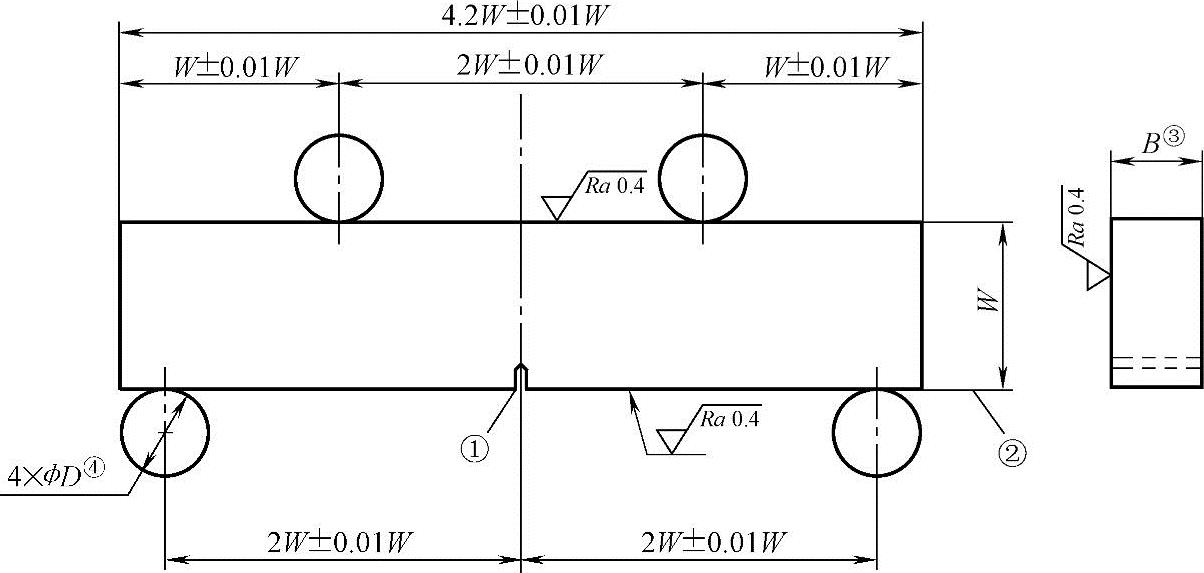
图10-36 标准单边缺口四点弯曲试样(SENB4)
注:1.机加工缺口在中性线±0.005W以内。
2.表面平行度和垂直度误差在0.002W以内。
3.裂纹长度以包含初始V型缺口的侧面为基准面进行测量。
4.该试样类型仅适用于力值比R>0的试验。
①缺口详细尺寸如图10-39所示。
②基准面。
③推荐厚度:0.2W≤B≤W。
④D≥W/8。
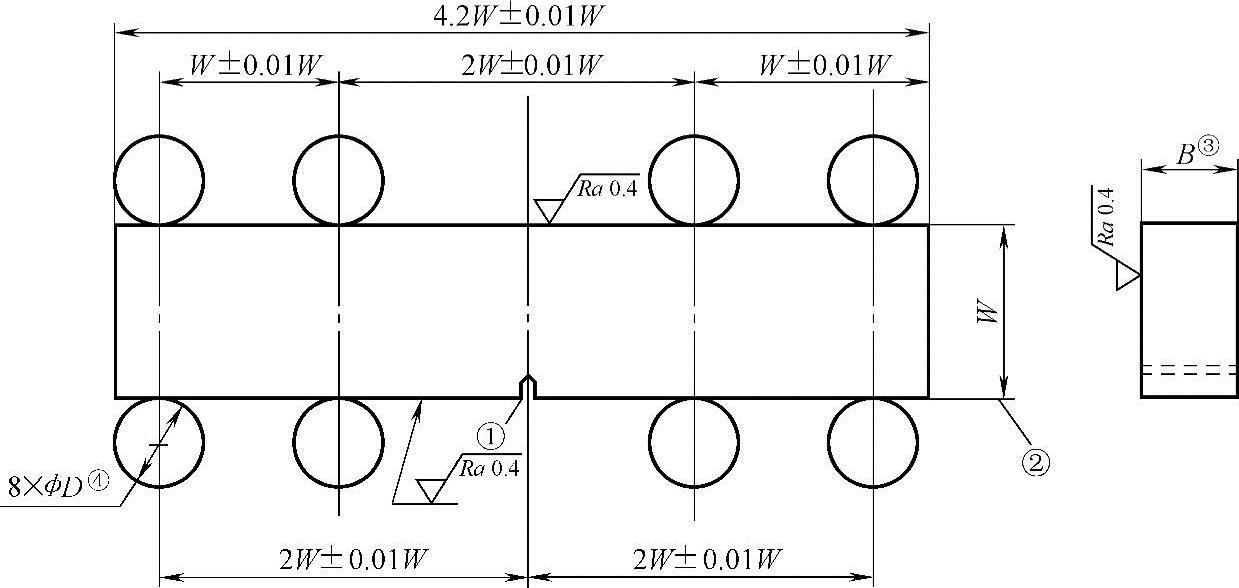
图10-37 标准单边缺口八点弯曲试样(SENB8)
注:1.机加工缺口在中心线±0.005W以内。
2.表面平行度和垂直度误差在0.002W以内。
3.裂纹长度以包含初始V型缺口的侧面为基准面进行测量。
4.该试样类型适用于力值比R≤0的试验,避免由于夹持产生后坐力和附加弯矩。
①缺口详细尺寸如图10-39所示。
②基准面。
③推荐厚度:0.2W≤B≤W。
④D≥W/8。
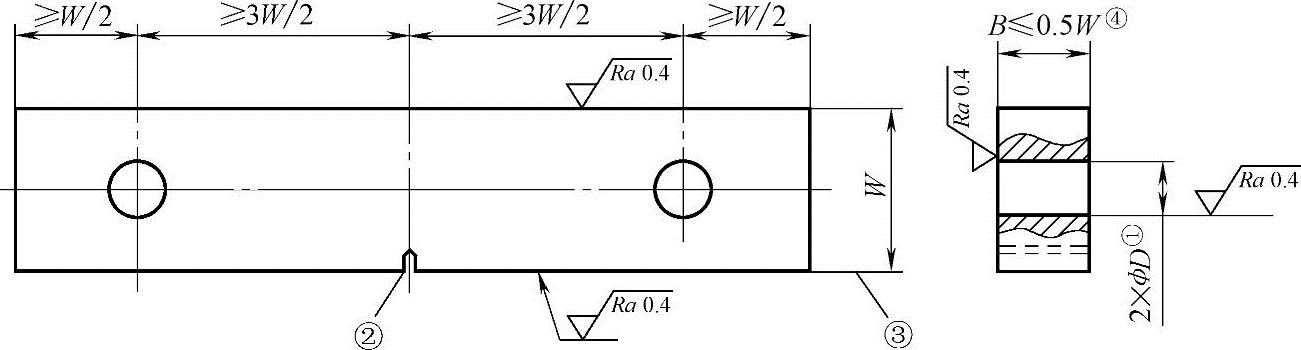
图10-38 标准单边缺口拉伸试样(SENT)
注:1.机加工缺口位于中心线±0.005W以内。
2.表面的垂直度和平行度误差在±0.002W以内。
3.裂纹长度以包含初始V型缺口的侧面为基准面进行测量。
4.该试样类型推荐用于力值比R>0的试验。
①D=W/3。
②缺口详细尺寸如图10-39所示。
③基准面。
④推荐厚度:B≤0.5W。
4.预制初始裂纹要求
试样缺口可通过铣切、线切割或其他方式加工而成。图10-39给出了各种不同的缺口几何形状和尺寸。为便于预制出合格的疲劳裂纹,建议在热处理后进行线切割加工,缺口根部曲率半径小于或等于0.08mm(在预制出合格的疲劳裂纹的前提下曲率半径可以稍大些);对于铣切的人字形缺口及其他加工的缺口形状,其根部曲率半径小于或等于0.25mm。
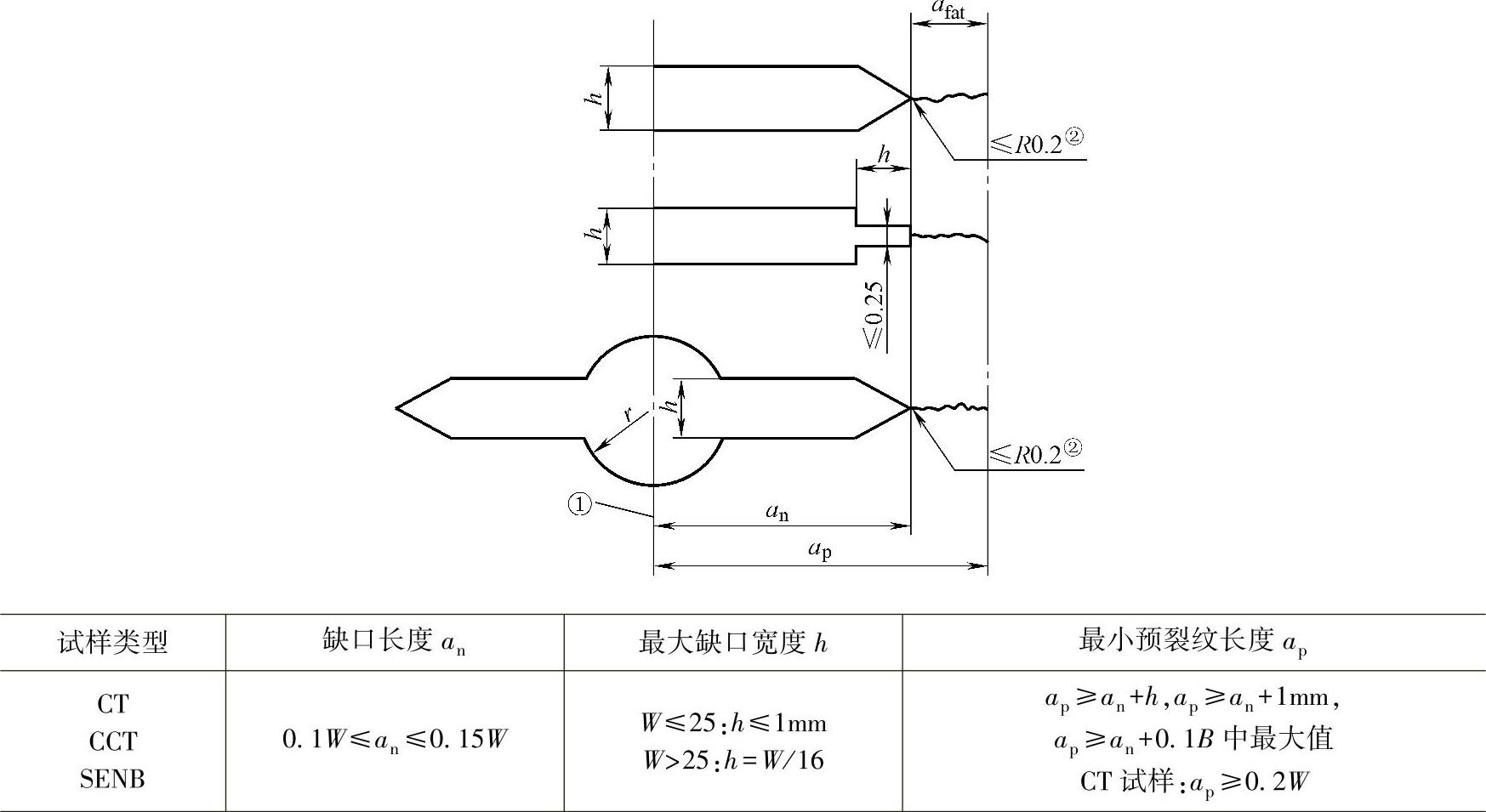
图10-39 各种不同的缺口几何形状和尺寸
注:1.裂纹长度从基准面开始测量。
2.缺口高度应该尽可能小。
3.CCT试样中半径r<0.05W的小孔可以不加工。
①基准面。
②根部半径。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。