



1.试样形状
扭矩控制疲劳试验的试样形状如图10-9和图10-10所示。夹持端的形状则根据试验机的夹头形状和试验材料设计。试样的典型夹持端如图10-11所示。
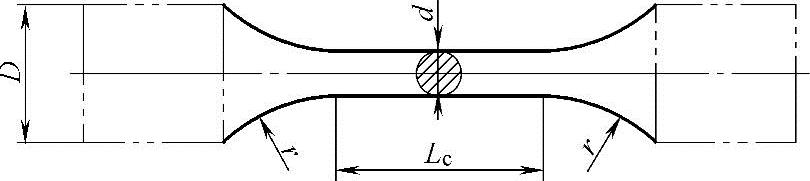
图10-9 圆形截面试样
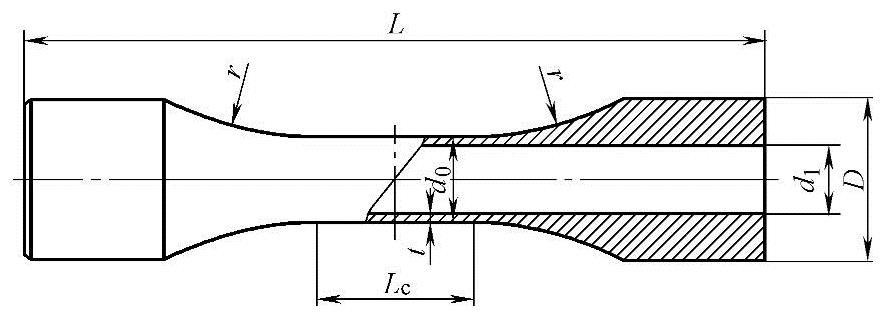
图10-10 圆管截面试样

图10-11 试样的典型夹持端
D—试样夹持端的直径或相对平面间的距离
2.试样尺寸
1)圆形截面试样的尺寸见表10-1。
表10-1 圆形截面试样的尺寸 (单位:mm)

注:d的极限偏差应为±0.05mm。(https://www.xing528.com)
为了计算施加的扭矩,每件试样的实际直径都应被测量,测量准确度为0.01mm。当对试样进行测量时应注意不要划伤试样表面。
试样几何公差的要求(这些值用于表达试样轴线或参考面的关系):平行度误差不大于0.005d;同心度误差不大于0.005d。
2)圆管截面试样的尺寸见表10-2。
表10-2 圆管截面试样的尺寸 (单位:mm)
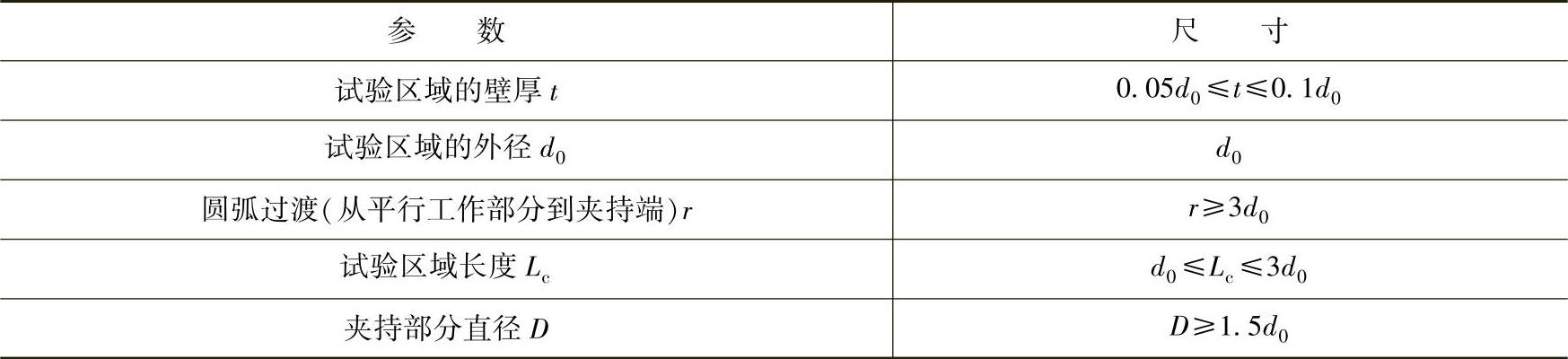
注:外径d0与内径di的同心度误差宜不超过0.01t。
通常对于圆形截面试样的考虑也同样适用于圆管截面试样。试样的壁厚应足够大,以避免在循环加载过程中由于超过最小壁厚边界而产生失稳。
3.试样制备
对试样的机械加工可能会在试样表面引入残余应力而影响试验结果。这些应力可能由加工阶段的热梯度而引入,并导致材料的变形或显微组织的变化。然而,在精加工阶段,特别是在最终抛光阶段,通过采取适当的精加工程序可以降低残余应力的产生。对于硬质金属,磨削加工比车削加工或铣削加工更合适。
(1)磨削 从试样的最终直径前的0.1mm开始,加工量不超过0.005mm/次。
(2)抛光 使用逐次变细的砂布或砂纸去掉最后的0.025mm。建议最终抛光的方向沿着试样轴向。
(3)打磨 对于圆管截面试样圆孔宜进行打磨。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。