



1.试样的一般要求
1)样坯切取的方向和部位应按GB/T 2975—1998《钢及钢产品 力学性能试验取样位置及试样制备》的规定执行,切取样坯和机加工试样的方法不应改变材料的弯曲力学性能。
2)试样应平直,从盘卷切取的薄板试样允许稍有弯曲,但曲率半径与厚度之比应大于500,不允许对试样进行矫直或矫平。
3)机加工试样的尺寸偏差和几何公差按表8-1的规定。几何公差为跨距范围内同一横截面尺寸的最大值与最小值之差。
表8-1 试样的尺寸偏差和几何公差 (单位:mm)

4)硬金属试样的四个相邻侧面的表面粗糙度Ra应不大于0.4μm,四条长棱应进行45°角倒棱,倒棱宽度不应超过0.5mm。倒棱磨削机加工方向与试样长度方向相同。
5)薄板试样的两个宽面应保留原表面,两窄面的机加工表面粗糙度Ra一般不大于6.3μm,并应去除试样棱边的毛刺。
6)铸造试样需要机加工时,其表面粗糙度Ra应不大于3.2μm。
7)进行对比试验时,试样横截面形状、尺寸和跨距应相同。
8)制备试样时,应使由于发热和加工硬化的影响减至最小。试样表面应无裂纹和伤痕,棱边应无毛刺。
2.试样的形状和尺寸(https://www.xing528.com)
圆形横截面试样和矩形横截面试样的尺寸见表8-2。薄板试样的尺寸要求见表8-3。
3.试样尺寸的测量
1)圆形横截面试样应在跨距两端和中间处两个相互垂直的方向测量其直径。计算弯曲弹性模量时,取用3处直径测量值的算术平均值。计算弯曲应力时,取用中间处直径测量值的算术平均值。
表8-2 圆形横截面试样和矩形横截面试样的尺寸要求 (单位:mm)
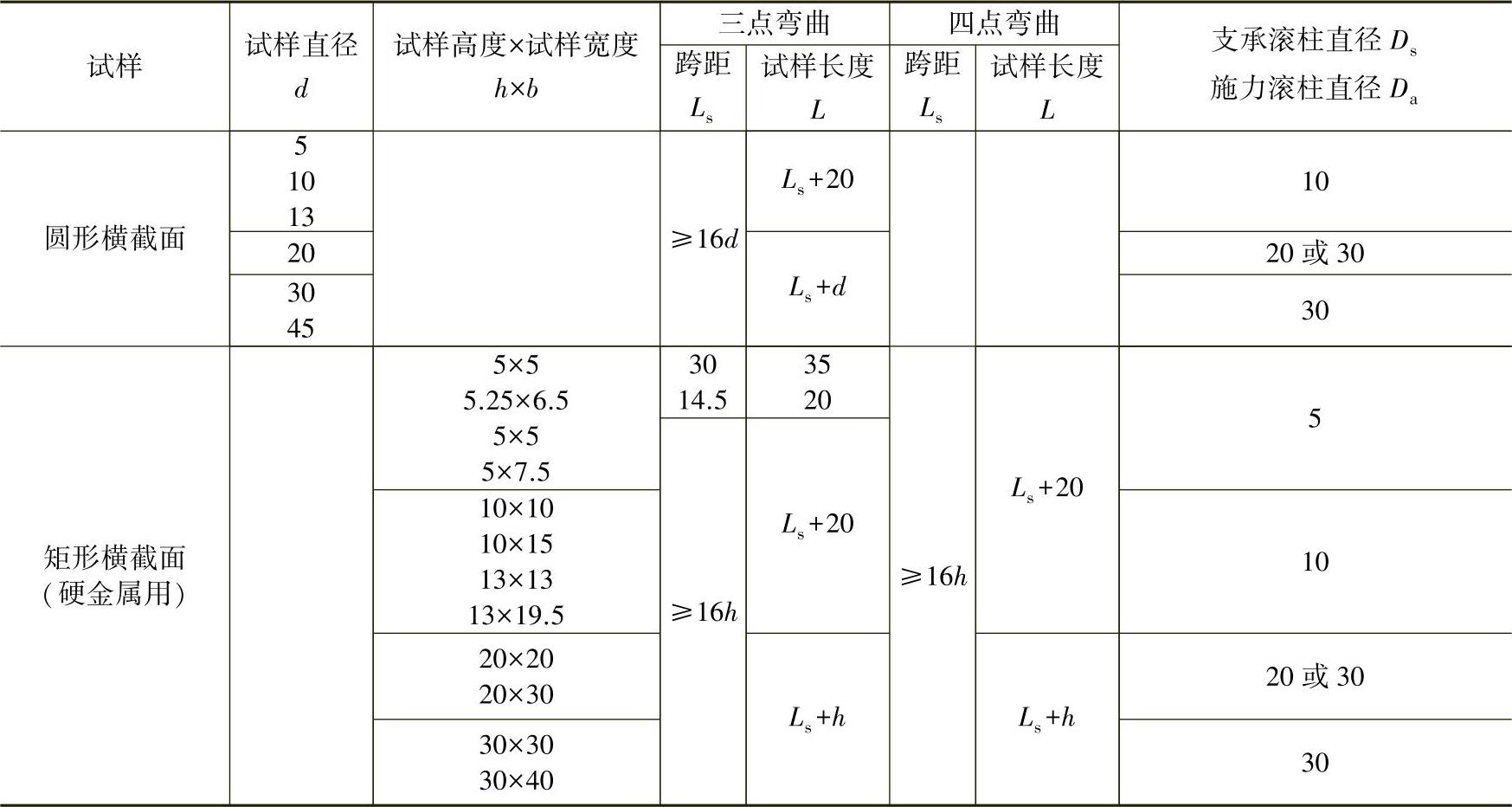
表8-3 薄板试样的尺寸要求 (单位:mm)

2)矩形横截面试样应在跨距的两端和中间处分别测量其高度和宽度。计算弯曲弹性模量时,取用3处高度测量值的算术平均值和3处宽度测量值的算术平均值。计算弯曲应力时,取用中间处测量的高度和宽度。对于薄板试样,高度测量值超过其平均值2%的试样不应用于试验。
3)按表8-4的要求选用测量工具。测量尺寸时,应估读到最小分度的半个分度值。
表8-4 测量工具的最小分度值 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。