



在电动葫芦的PLC控制系统中,当PLC输入接口外接控制部件输入控制信号时,由PLC内部微处理器识别该控制信号,然后通过调用其内部用户程序,控制其输出接口外接的执行部件动作,使控制系统主电路中实现相应动作,由此控制电动葫芦中两台电动机动作,实现设备垂直和水平方向的移动。
下面就结合PLC内部用户梯形图程序具体分析PLC是如何做到对电动葫芦进行控制的。
1.PLC控制下电动葫芦提升重物至指定位置的控制过程
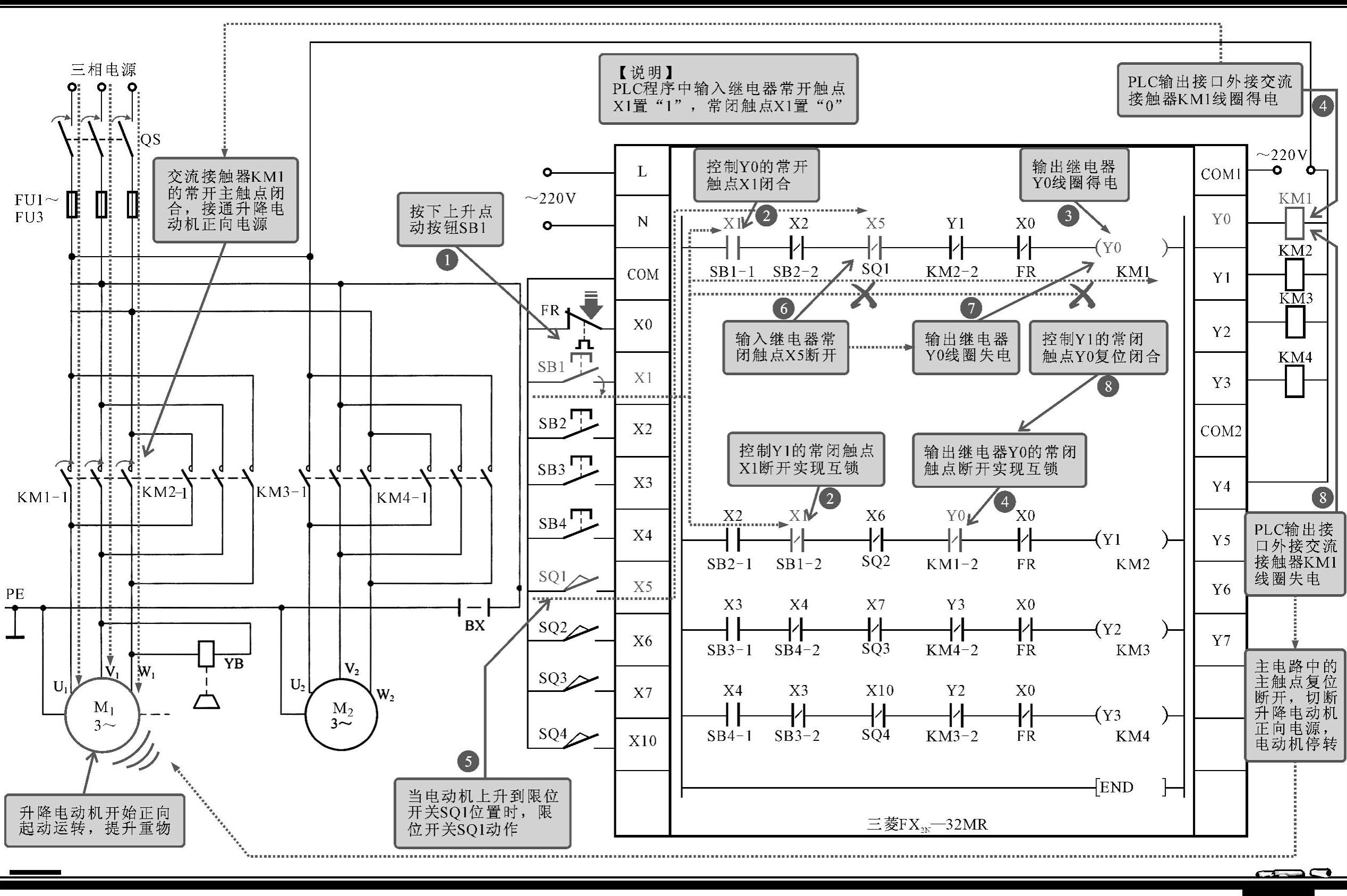
在PLC控制下,按下上升起动按钮SB1时,电镀生产流水线提升重物,并到达设定位置自动停止上升的控制过程如图13-18所示。
具体控制过程如下:
①按下上升点动按钮SB1;
①→②将PLC程序中输入继电器常开触点X1置“1”,常闭触点X1置“0”;
→控制输出继电器Y0的常开触点X1闭合;
→控制输出继电器Y1的常闭触点X1断开,实现输入继电器互锁;
②→③输出继电器Y0线圈得电;
→④常闭触点Y0断开实现互锁,防止输出继电器Y1线圈得电;
→④控制PLC外接交流接触器KM1线圈得电,带动主电路中的常开主触点闭合,接通升降电动机正向电源,电动机正向起动运转,开始提升重物;
⑤当电动机上升到限位开关SQ1位置时,限位开关SQ1动作;
⑤→⑥将PLC程序中输入继电器常闭触点X5置“1”,即常闭触点X5断开;
⑥→⑦输出继电器Y0失电;
→⑧控制Y1线路中的常闭触点Y0复位闭合,解除互锁,为输出继电器Y1得电做好准备;
→⑧控制PLC外接交流接触器线圈KM1失电,带动主电路中的常开主触点复位断开,断开升降电动机正向电源,电动机停转,停止提升重物。
2.PLC控制下电动葫芦水平位移到指定位置下降重物的控制过程
按下右移点动按钮SB4时,将十字开关拨至上端,常开触点SA1-3闭合时,PLC控制下摇臂钻床的摇臂升降电动机M3上升的控制过程如图13-19所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图13-18 PLC控制电镀生产流水线提升重物的控制过程
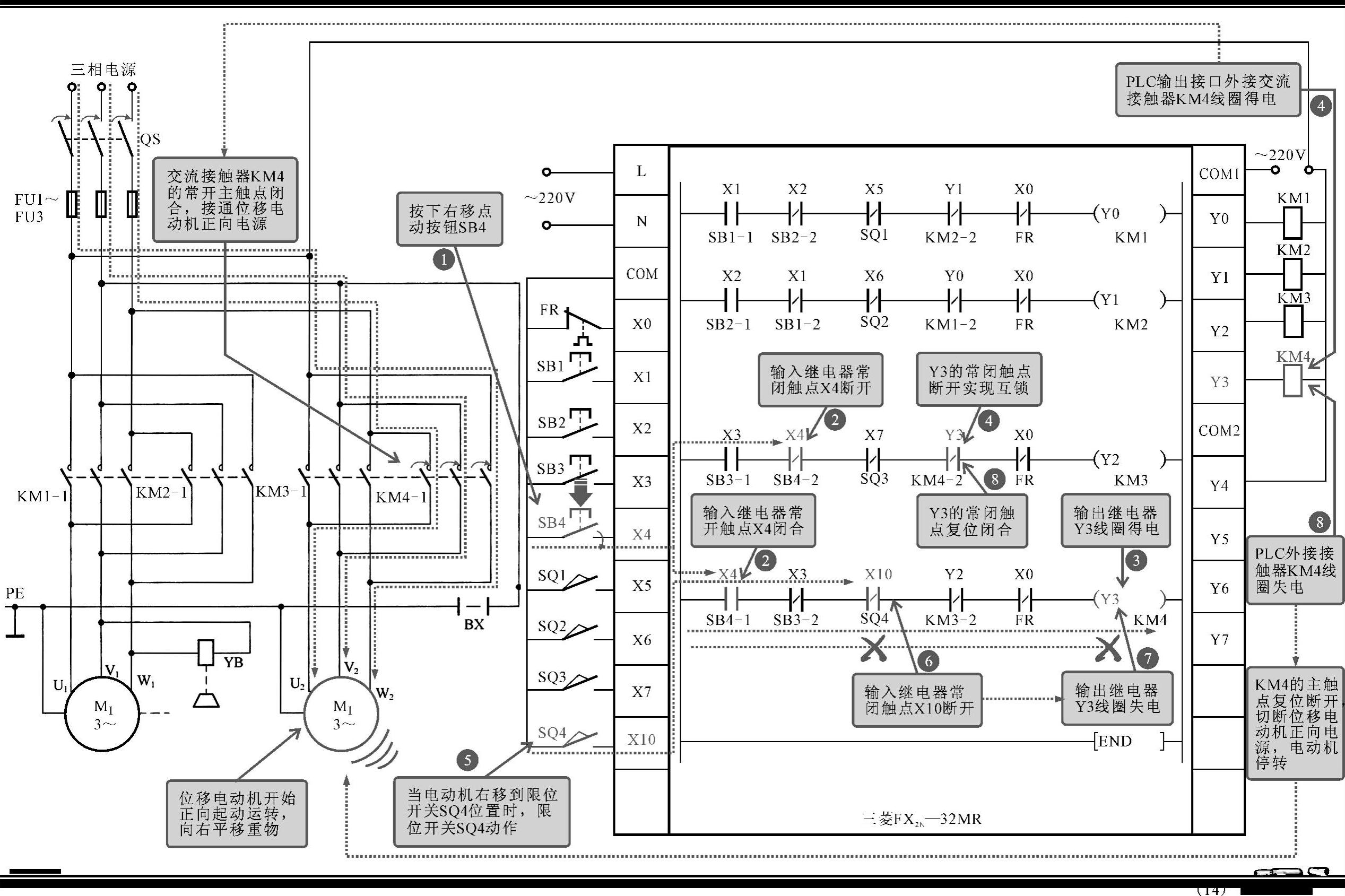
图13-19 十字开关拨至上端摇臂升降电动机M3上升的控制过程
具体控制过程如下:
①按下右移点动按钮SB4;
①→②将PLC程序中输入继电器常开触点X4置“1”,常闭触点X4置“0”;
→控制输出继电器Y3的常开触点X4闭合;
→控制输出继电器Y2的常闭触点X4断开,实现输入继电器互锁;
②→③输出继电器Y3线圈得电;
→④常闭触点Y3断开实现互锁,防止输出继电器Y2线圈得电;
→④控制PLC外接交流接触器KM4线圈得电,带动主电路中的常开主触点闭合,接通位移电动机正向电源,电动机正向起动运转,开始带动重物向右平移;
⑤当电动机右移到限位开关SQ4位置时,限位开关SQ4动作;
⑤→⑥将PLC程序中输入继电器常闭触点X10置“1”,即常闭触点X10断开;
⑥→⑦输出继电器Y3线圈失电;
→⑧控制输出继电器Y2的常闭触点Y3复位闭合,解除互锁,为输出继电器Y2得电做好准备;
→⑧控制PLC外接交流接触器KM4线圈失电,带动主电路中的常开主触点复位断开,断开位移电动机正向电源,电动机停转,停止平移重物。
【提示】
在电镀生产流水线中,重物的下降即左移控制与上述的控制方式相同,可参照上述分析过程。
通过上述电路分析,我们大致可以归纳出在PLC控制下,电动葫芦的各控制过程。另外,上述PLC控制中重物的提升→停止提升→右移→停止右移→下降→工序处理→处理完成后上升→停止上升→再次右移只第二个工序→下降→进行第二个工序处理等过程中还可通过定时器设定工序执行时间后,自动提升重物,并自动进入第二个工序,实现整个控制系统的自动化控制,其梯形图程序也将有所不同。也就是说,通过更改PLC内的梯形图程序便可实现不同控制功能,而无需拆除外接电气部件,具有高可靠性和灵活性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。