



了解了C620—1型卧式车床的基本结构和相应电气功能后,下面就具体看看PLC在该车床设备控制系统中的应用特点,弄清楚它是如何对这种设备进行连续控制的。
1.应用PLC的C620—1型卧式车床连续控制电路
图13-10所示为应用PLC的C620—1型卧式车床连续控制电路。
由图13-10可知看到,该机床设备的控制电路主要由PLC、与PLC输入接口连接的控制部件(FR1、SB1~SB2)、与PLC输出接口连接的执行部件(KM1、KM2)、电源总开关QF、熔断器(FU1~FU7)、转换开关SA1、照明开关SA2、灯座开关SA3、照明变压器T、照明灯EL、过热保护继电器(FR1、FR2)及三相交流电动机M1、M2等构成。
在该PLC控制电路中,采用的是三菱FX2N系列PLC,外部的控制部件和执行部件都是通过PLC预留的I/O接口连接到PLC上的,各部件之间没有复杂的连接关系。
(1)PLC的I/O分配表
控制部件和执行部件分别连接到PLC相应的I/O接口上,它是根据PLC控制系统设计之初建立的I/O分配表进行连接分配的,其所连接接口名称也将对应于PLC内部程序的编程地址编号。由三菱FX2N系列PLC控制的C620—1型卧式车床连续控制系统的I/O分配表如表13-3所示。
表13-3 C620—1型车床三菱FX2N系列PLC控制I/O分配表

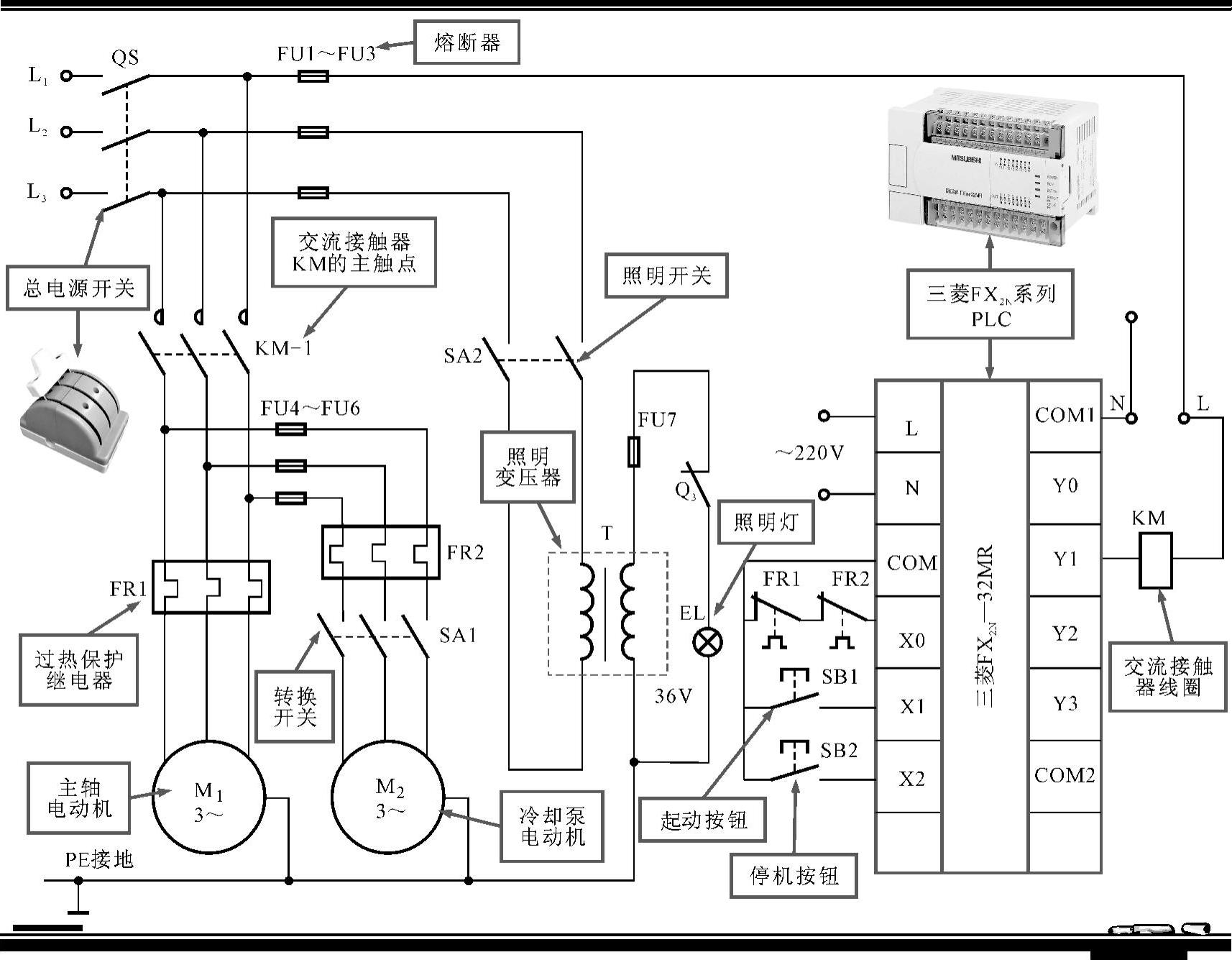
图13-10 应用PLC的C620—1型卧式车床连续控制电路
(2)PLC内的梯形图程序
上述控制电路中PLC内的控制程序称为PLC梯形图,如图13-11所示。为了方便读者了解,在梯形图各编程元件下方标注了其对应在传统控制系统中相应的按钮、交流接触器的触点、线圈等字母标识。
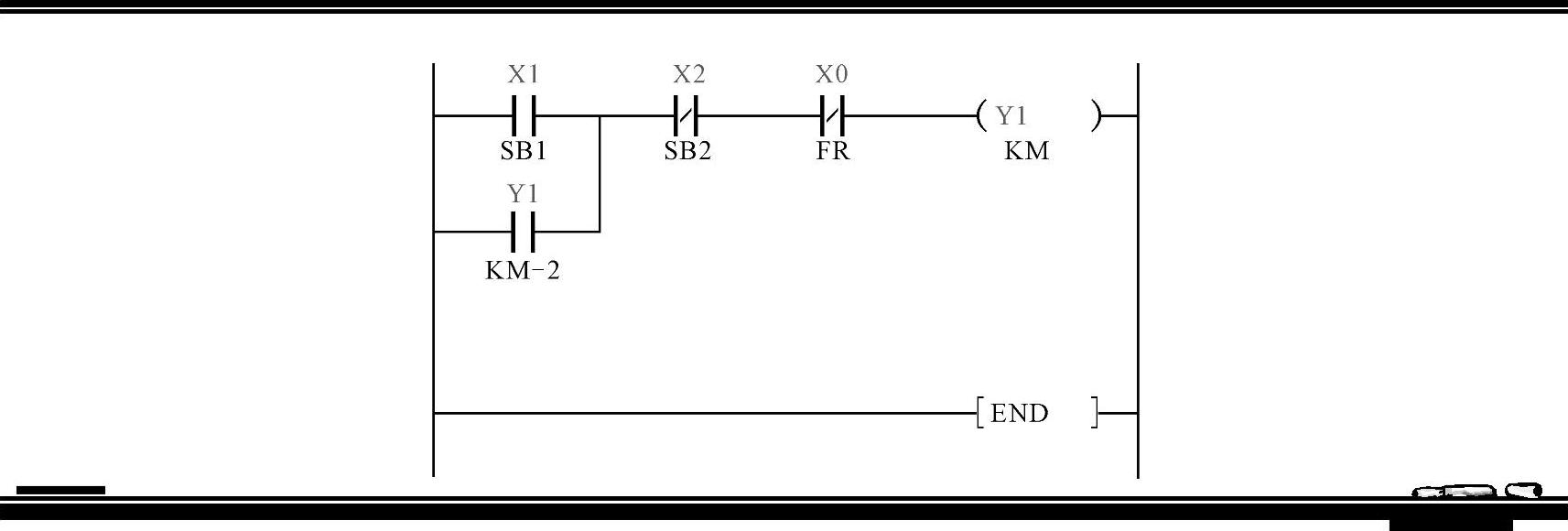
图13-11 三相交流感应电动机三菱FX2N系列PLC连续控制梯形图
2.分析应用PLC的C620—1型卧式车床连续控制电路的控制过程
在C620—1型卧式车床的PLC控制电路中,PLC作为核心的控制部件,控制该机床设备的所有动作。
下面就结合PLC内部用户梯形图程序具体分析PLC是如何做到对C620—1型卧式车床进行连续控制的。
(1)PLC控制下C620—1型卧式车床主轴电动机M1的起动过程
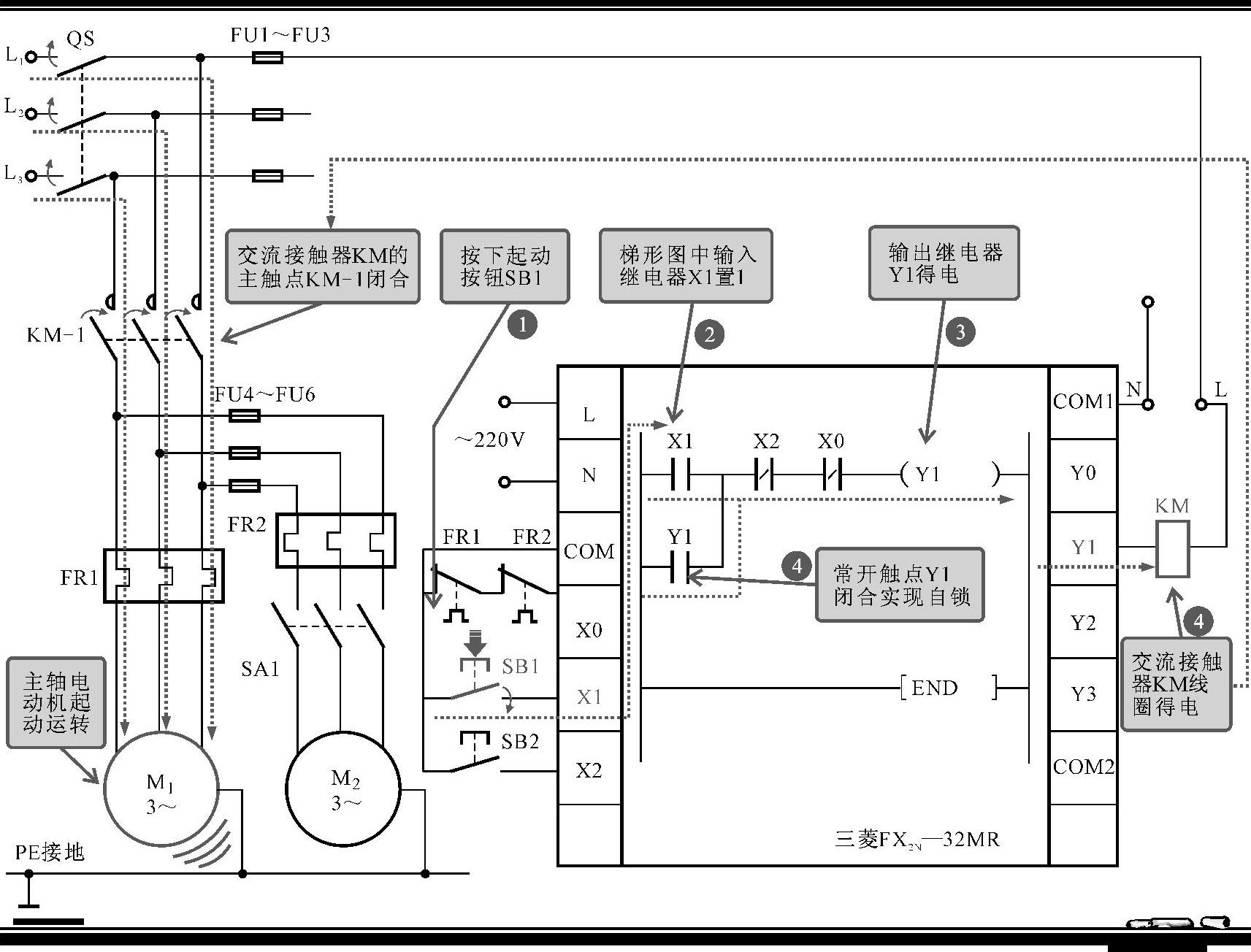
图13-12所示为PLC控制下C620—1型卧式车床主轴电动机M1的起动过程。
 (https://www.xing528.com)
(https://www.xing528.com)
图13-12 PLC控制下C620—1型卧式车床主轴电动机M1的起动过程
具体过程如下:
①按下起动按钮SB1;
①→②将PLC内的X1置“1”,即该触点接通;
②→③输出继电器Y1得电;
→④控制PLC外接交流接触器KM1线圈得电,常开主触点KM1-1闭合,接通主轴电动机M1电源,该电动机起动运转;
→④自锁触点Y1闭合自锁,即使松开起动按钮SB1,电动机M1仍保持得电运转状态。
(2)PLC控制下C620—1型卧式车床主轴电动机M1的停止过程
图13-13所示为PLC控制下C620—1型卧式车床主轴电动机M1的停止过程。
具体过程如下:
①按下停机按钮SB2;
①→②将PLC内的X2置“0”,即该触点断开;
②→③输出继电器Y1失电;
→④控制PLC外接交流接触器KM1线圈失电,常开主触点KM1-1复位断开,切断主轴电动机M1电源,该电动机因失电停转;
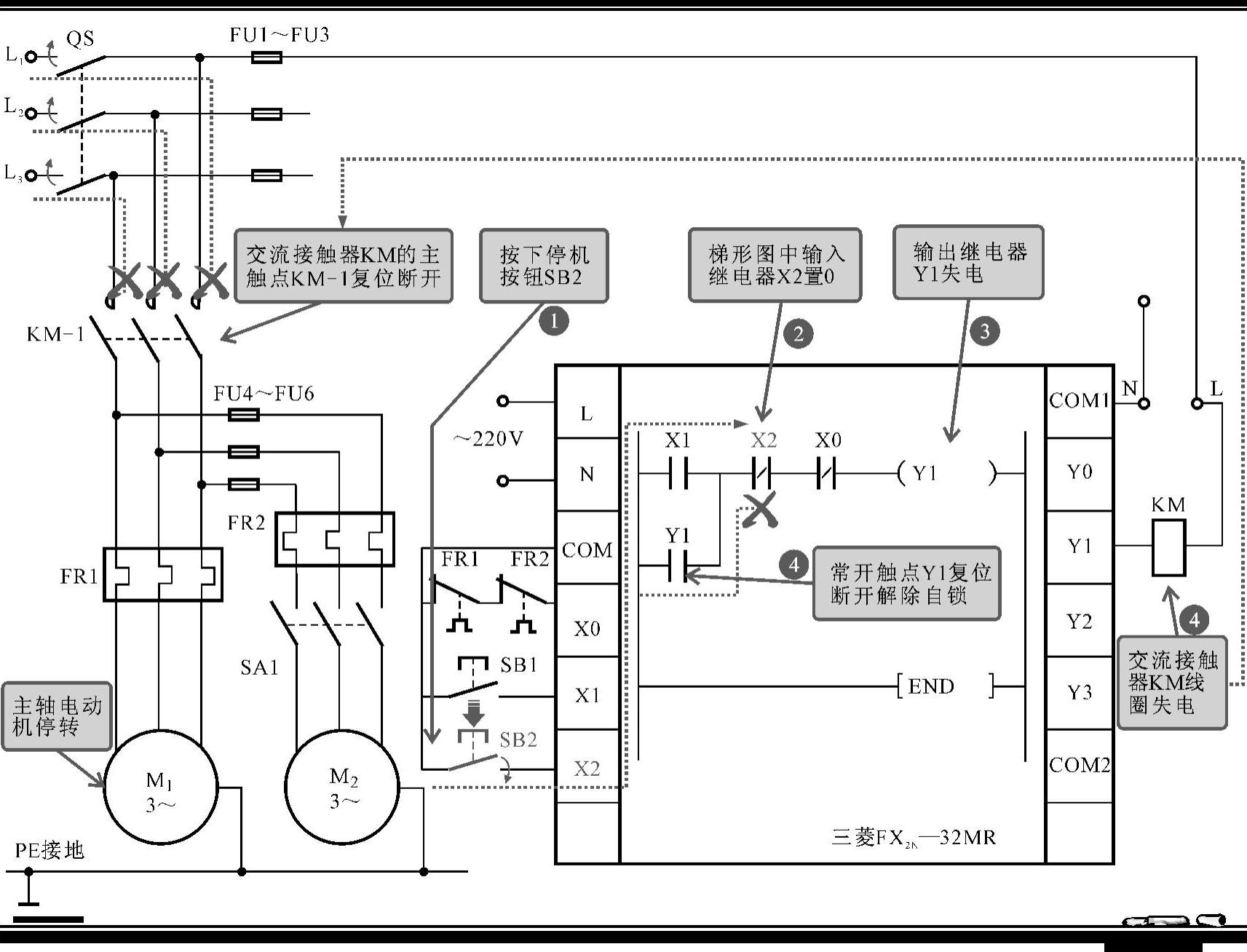
图13-13 PLC控制下C620—1型车床主轴电动机的停止过程
→④自锁触点Y1也同时复位断开,为下一次起动时实现自锁做好准备。
【提示】
在C620—1型卧式车床中,主轴电动机起动后,可通过转换开关SA1直接对其冷却泵电动机进行起停控制。同样,照明灯也可通过SA2、SA3进行手动控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。