



1.系统软硬件
①1套STEP7-Micro/WIN V4.0 SP9。
②1台伺服电动机的型号为HF-KE13W1-S100。
③1台伺服驱动器的型号为MR-E-A。
④1台CPU224XPsi。
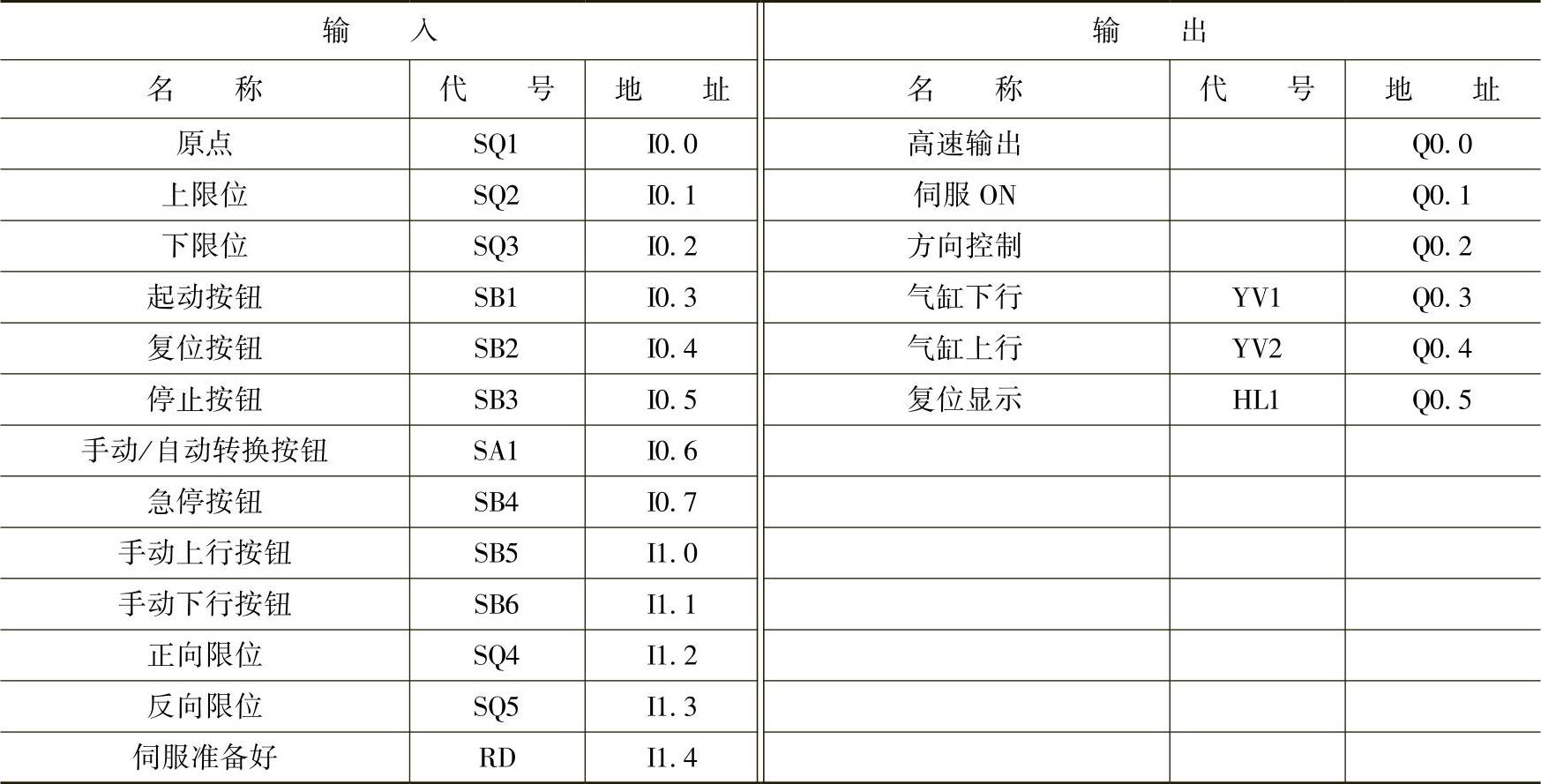
2.PLC的I/O分配
PLC的I/O分配见表8-4。
表8-4 I/O分配表
定长剪切机的接线图如图8-10所示。
【关键点】连线时,务必注意PLC与伺服驱动器必须共地,否则不能形成回路;此外,由于三菱的伺服驱动器只能接受NPN信号,因此在选择PLC时,要选用NPN输出的PLC,西门子的S7-200 PLC目前只有一款(CPU 224XPsi)是NPN输出。若读者一定要选用PNP输出PLC,则需要将信号进行转换,通常处理信号比较麻烦而且效果要差一些。(https://www.xing528.com)
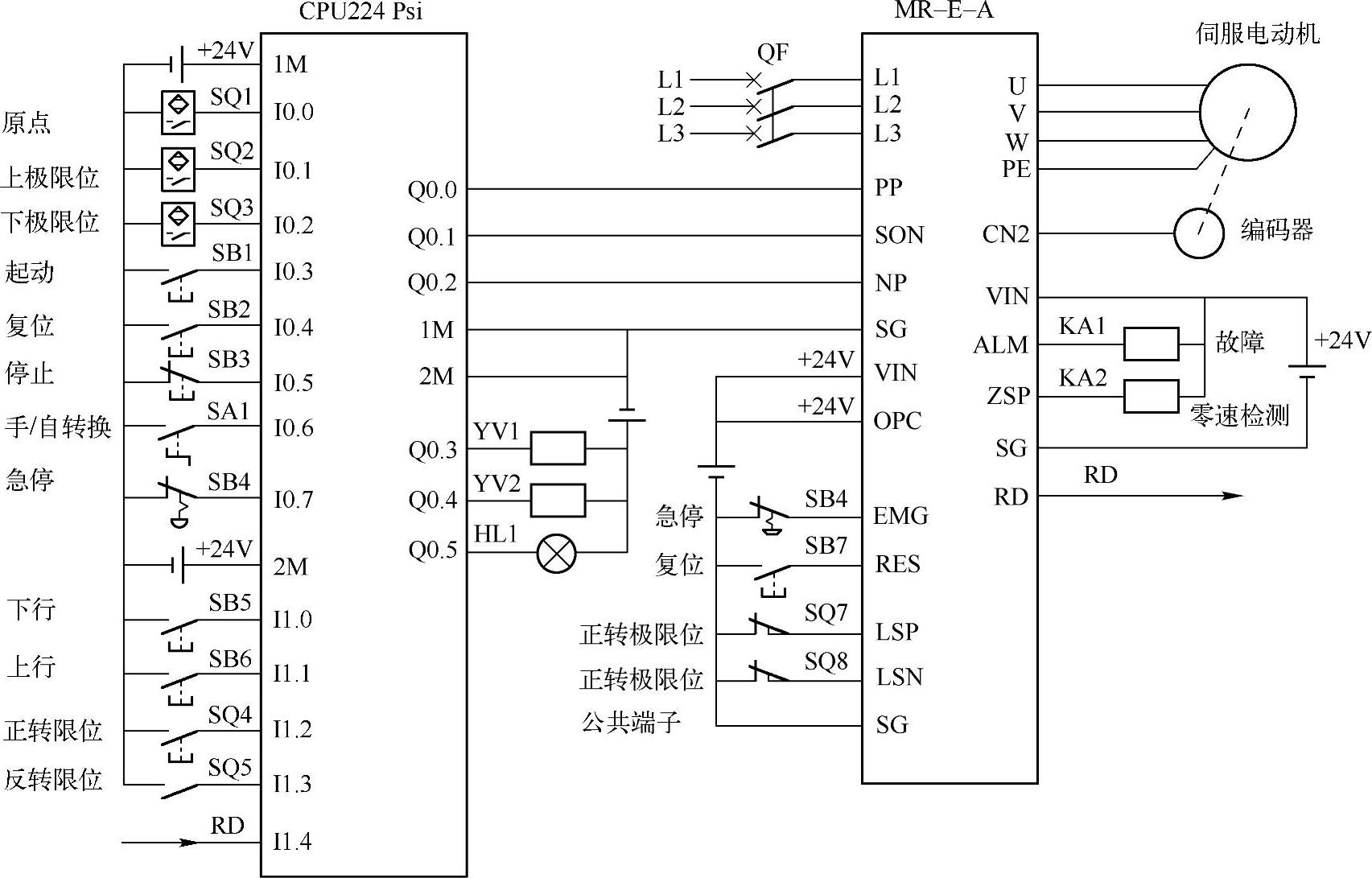
图8-10 定长剪切机的接线图
3.伺服电动机的参数设定
用PLC的高速输出点控制伺服电动机除了接线比用PLC的高速输出点控制步进电动机复杂外,后者不需要设置参数(细分的设置除外),而要伺服系统正常运行,必须对伺服系统进行必要的参数设置。参数设置如下:
①P0=0000,含义是位置控制,不进行再生制动。
②P3=100,含义是齿轮比的分子。
③P4=1,含义是齿轮比的分母。
④P41=0,含义是伺服ON、正行程限位和反行程限位都通过外部信号输入。
虽然伺服驱动器的参数很多,但对于简单的应用,只需要调整以上几个参数就足够了。
【关键点】设置完成以上参数后,不要忘记保存参数,伺服驱动器断电后,以上设置才起作用。此外,有的初学者编写程序时输入的脉冲数较少,而且齿轮比P3/P4又很小,发现系统运行后,伺服电动机并未转动,从而不知所措,其实伺服电动机已经旋转,只不过肉眼没有发现其转动,读者只要把输入的脉冲数增加到足够大,将齿轮比调大一些,就能发现伺服电动机旋转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。