



在大中型工程上使用的西门子的伺服驱动系统,通常采用现场总线控制(PROFIBUS或者POFINET),其功能强大,但价格一般都比较昂贵,需要设置的参数也比较多,上手不容易。而SINAMICS V80是经济性的伺服驱动系统,是最近几年才推出的较为新型的产品,其功能虽然不如主流伺服驱动系统强大,但价格便宜,设置参数少,使用非常方便,适合在低端场合应用。
1.SINAMICS V80伺服系统简介
SINAMICS V80伺服驱动系统包括伺服驱动器和伺服电动机两部分,伺服驱动器和其对应的同功率的伺服电动机配套使用。SINAMICS V80伺服驱动器是通过脉冲输入接口直接接收上位控制器发来的脉冲系列,进行速度和位置控制,通过数字量接口信号来完成驱动器运行和实时状态输出。顺便指出,西门子的主流伺服驱动系统一般为现场总线控制。
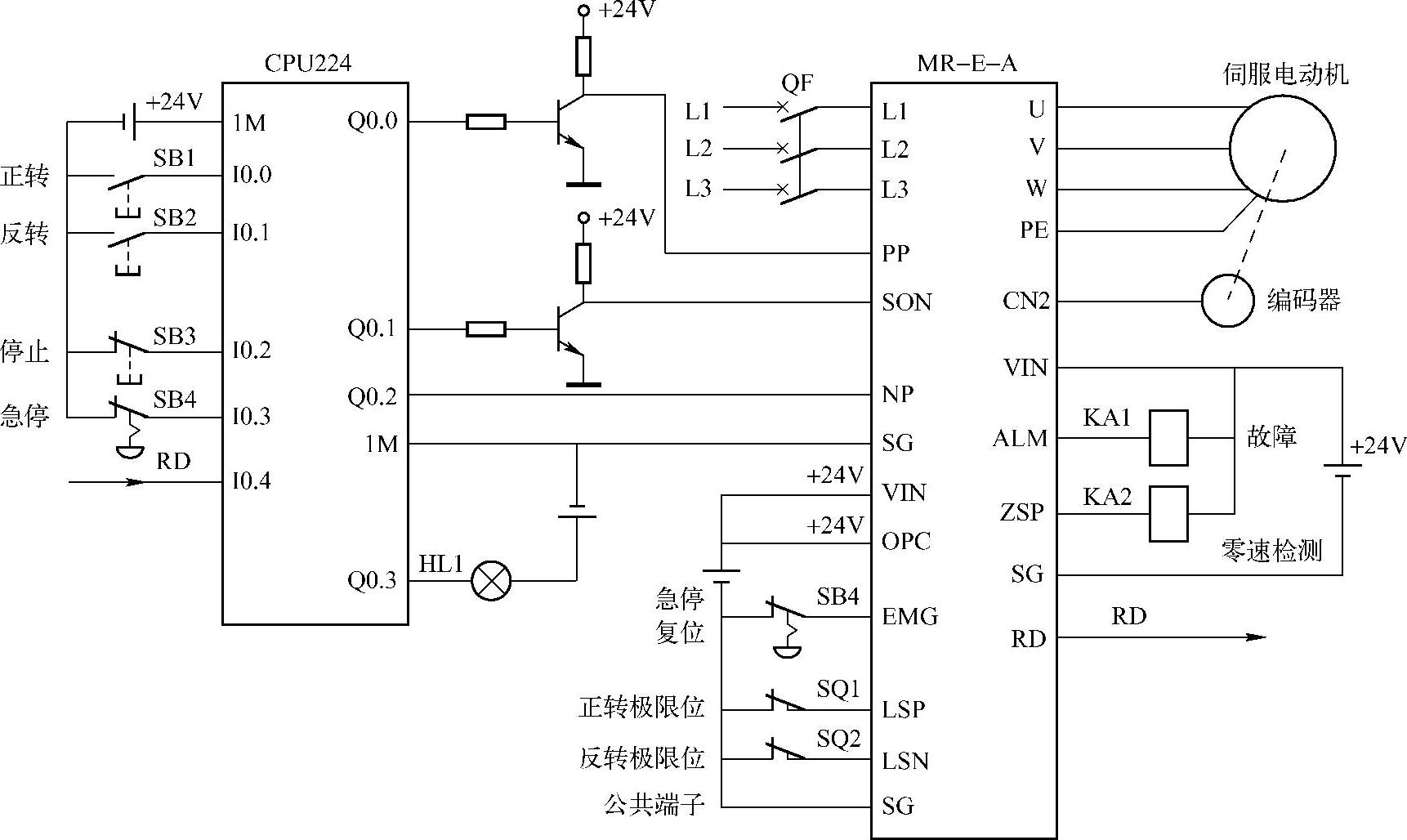
图3-36 PLC的高速输出点控制伺服电动机
(1)SINAMICS V80伺服驱动器
SINAMICS V80伺服驱动器如图3-37所示,图中标示了各部分的名称,现对其主要作用进行说明。
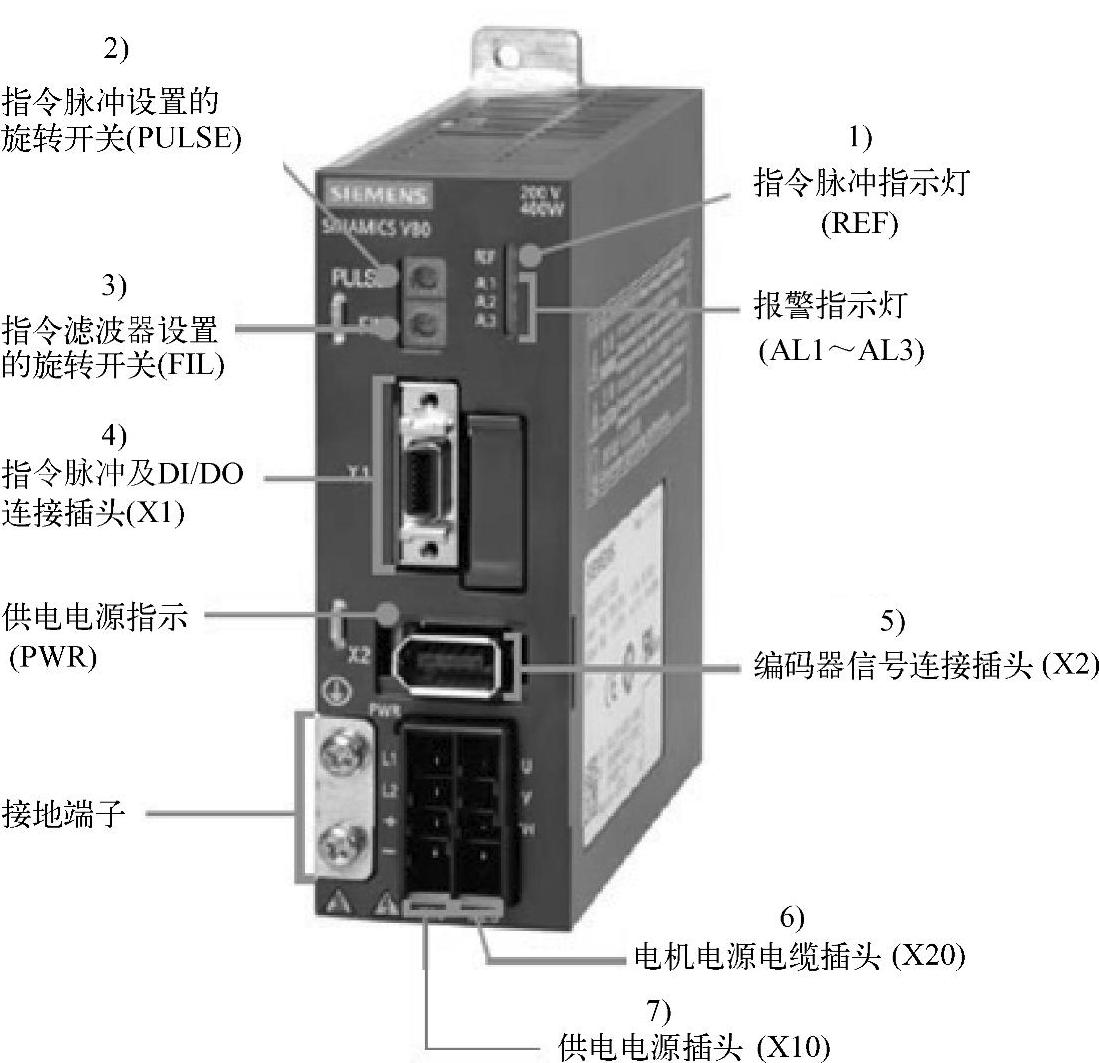
图3-37 SINAMICS V80伺服驱动器
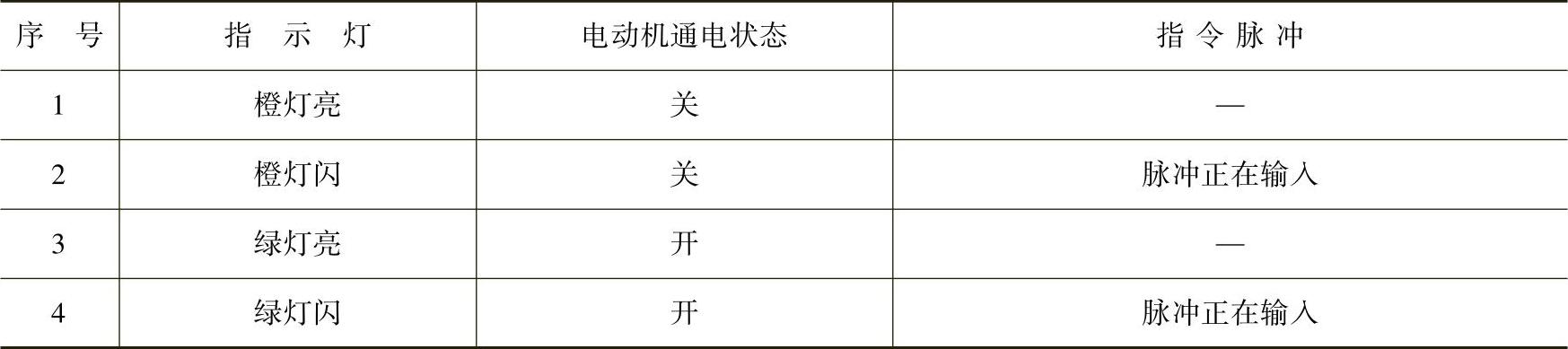
1)指令脉冲指示灯。指令脉冲指示灯(REF)的含义见表3-12。
表3-12 指令脉冲指示灯的含义
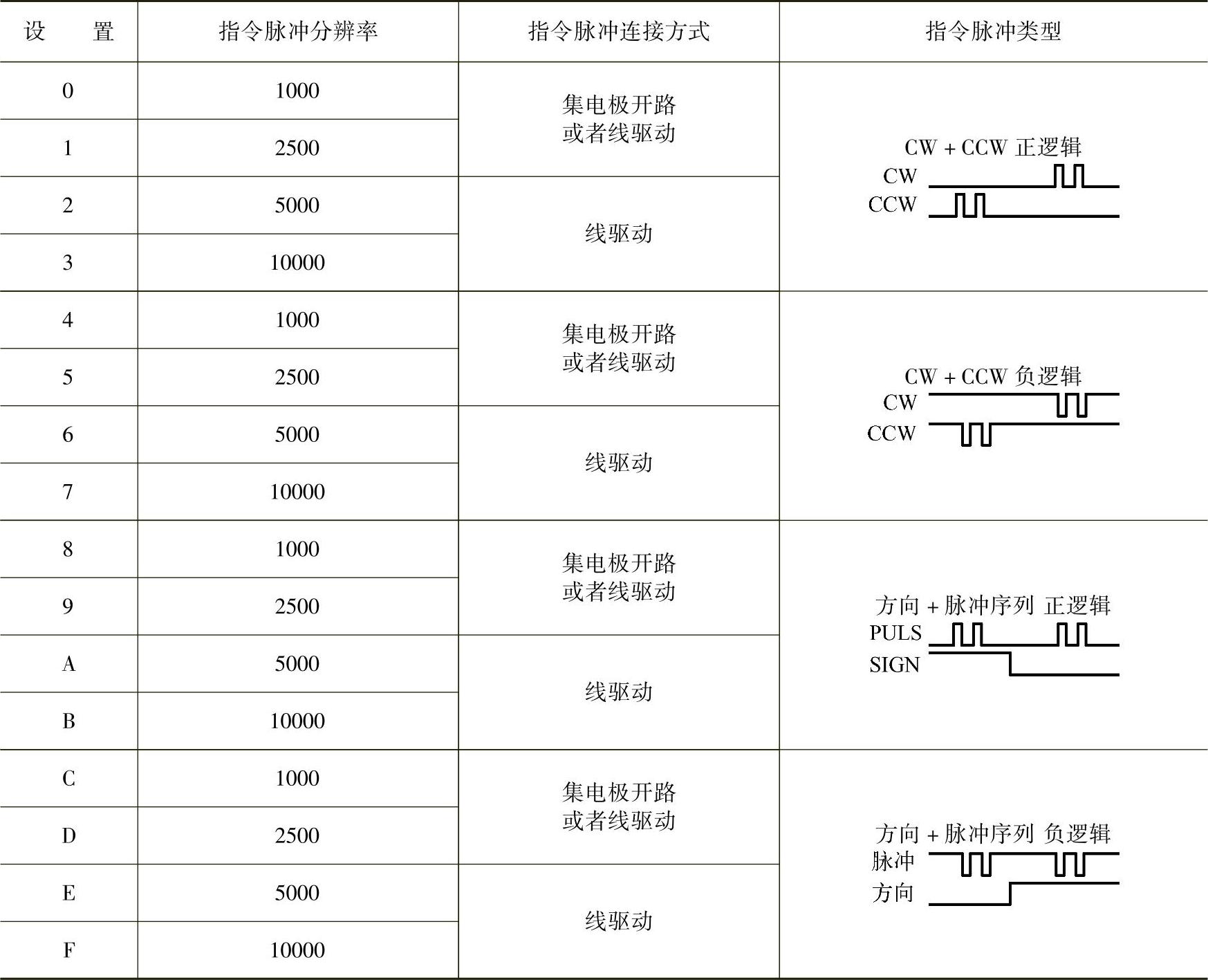
2)指令脉冲设置。指令脉冲(PULSE)必须在断电时设置,指令脉冲的设置的旋转开关的位置及其含义见表3-13。
表3-13 指令脉冲的设置的旋转开关的位置及其含义
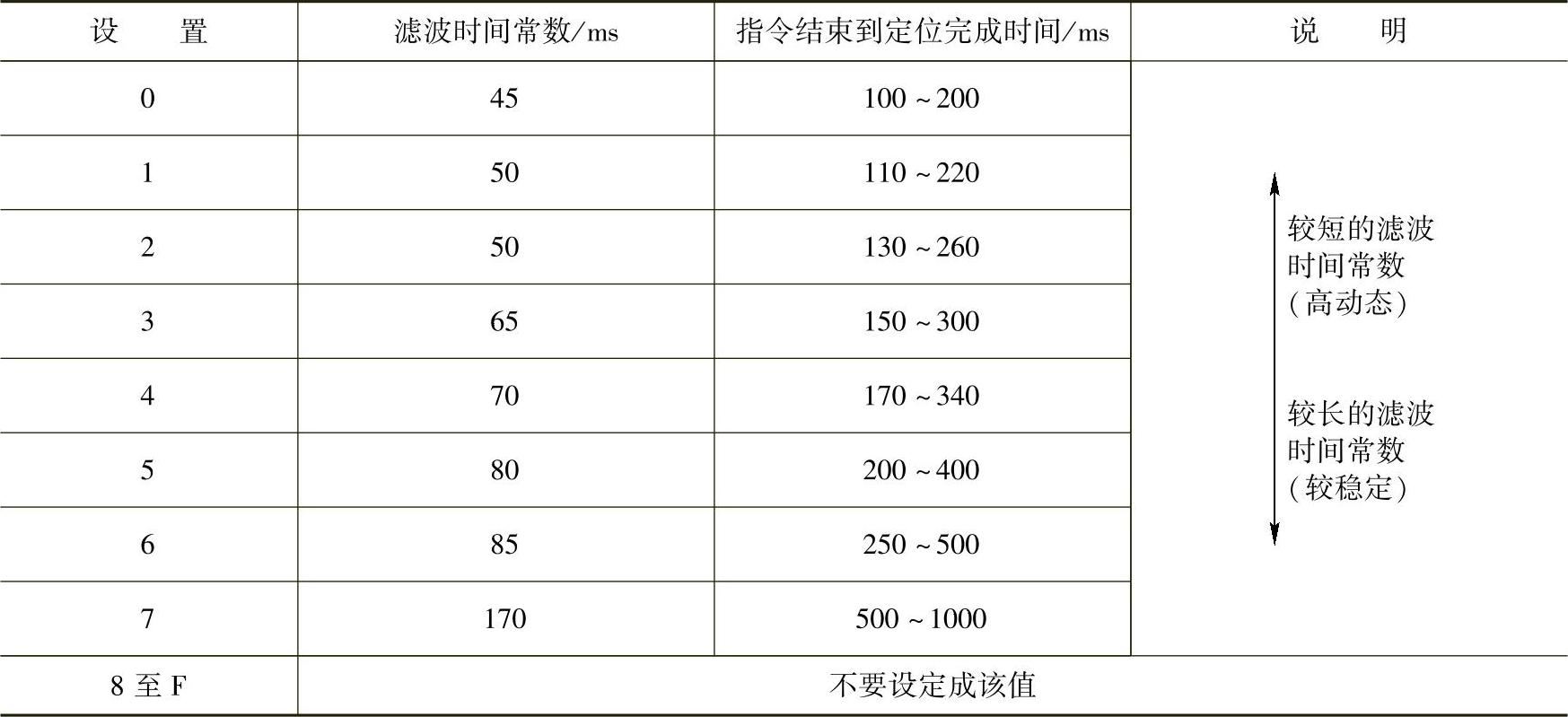
3)指令滤波设置。只有在机器震动(爬行)时,才需要改变指令滤波值(FIL)。滤波时间设置见表3-14。
表3-14 滤波设置
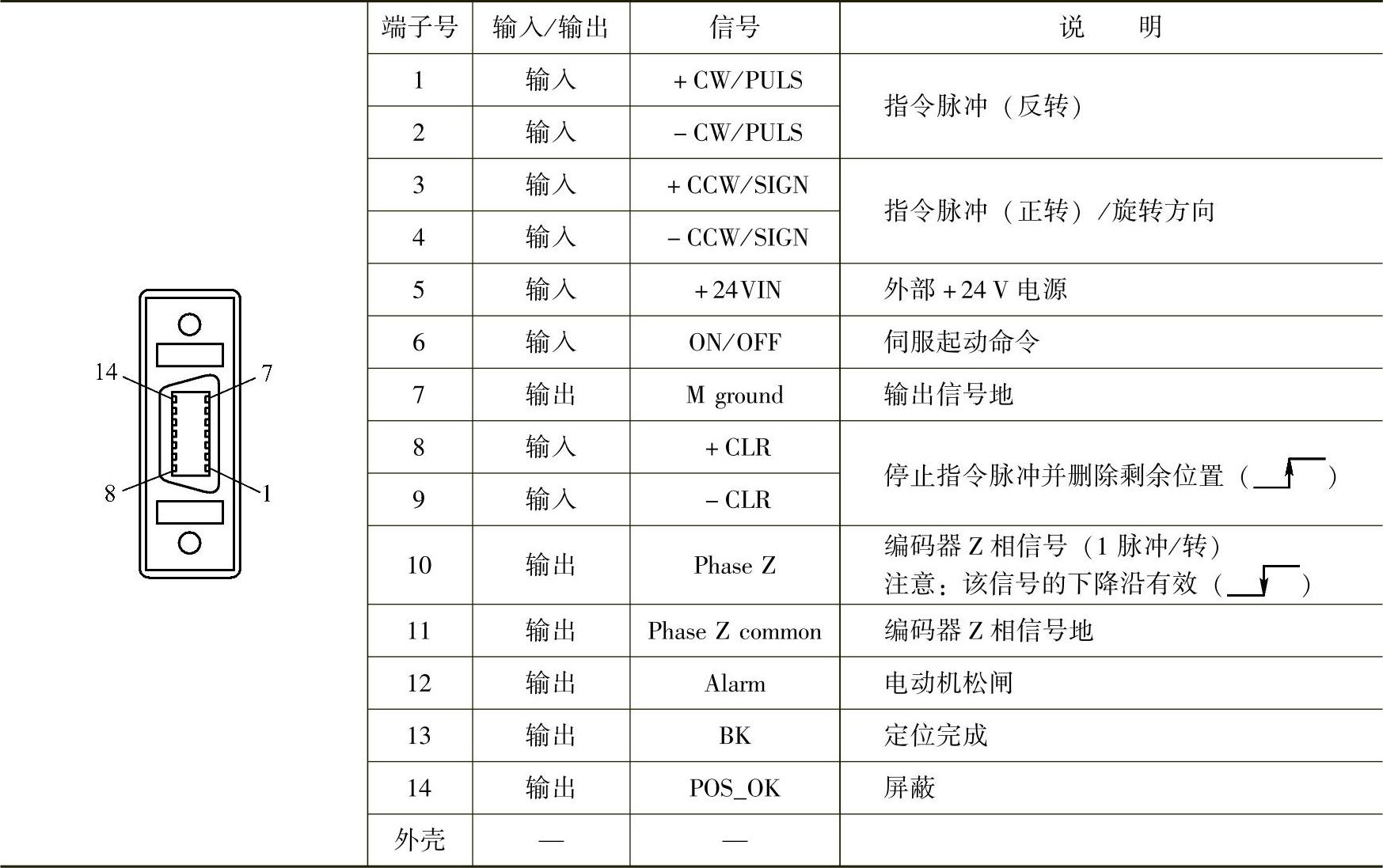
4)I/O信号连接器。I/O信号连接器(X1端子)是非常关键的,必须要弄清楚每个引脚的含义,在系统设计和编写程序时,都会用到。I/O信号连接器的引脚的含义见表3-15。
表3-15 I/O信号连接器的引脚的含义
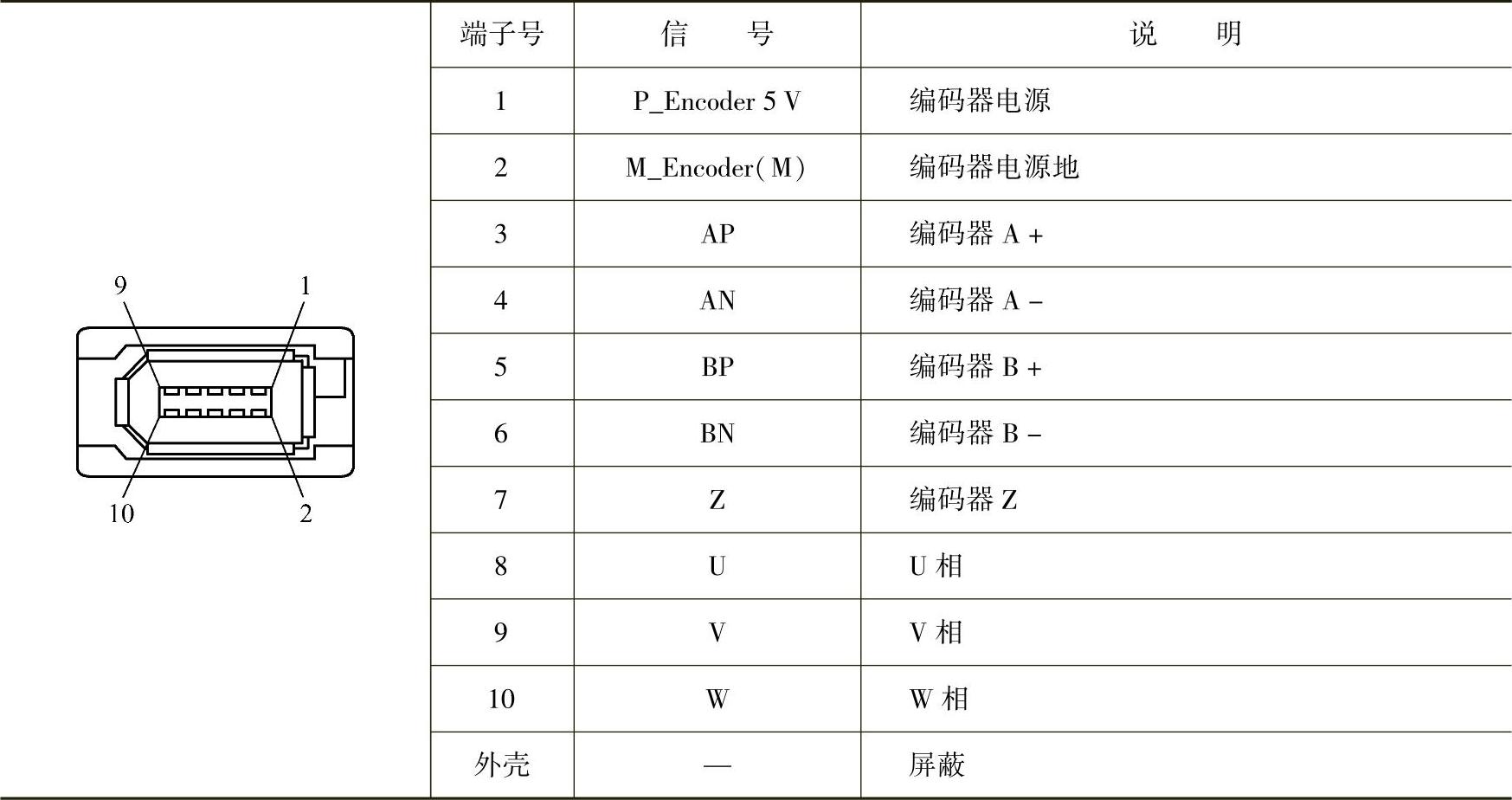
5)编码器连接器。编码器连接器(X2端子)直接有专用接插件连接,通常不会出错。其引脚含义见表3-16。
表3-16 编码器连接器引脚含义
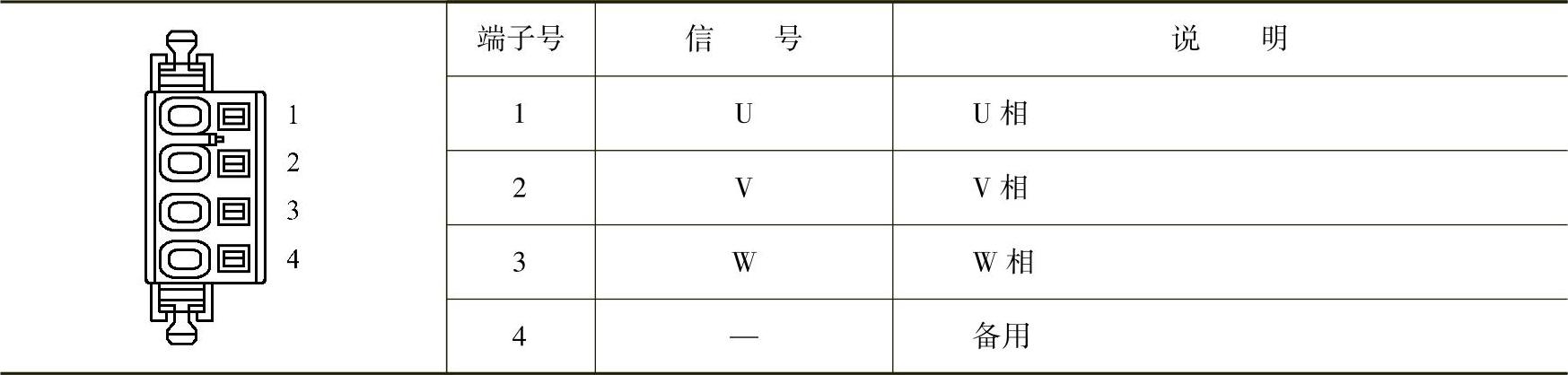
6)电动机电源电缆插头。电动机电源电缆插头(X20端子)是伺服驱动器向伺服电动机供电的接头,其引脚较少,含义也简单,电动机电源电缆插头的引脚见表3-17。
表3-17 电动机电源电缆插头的引脚
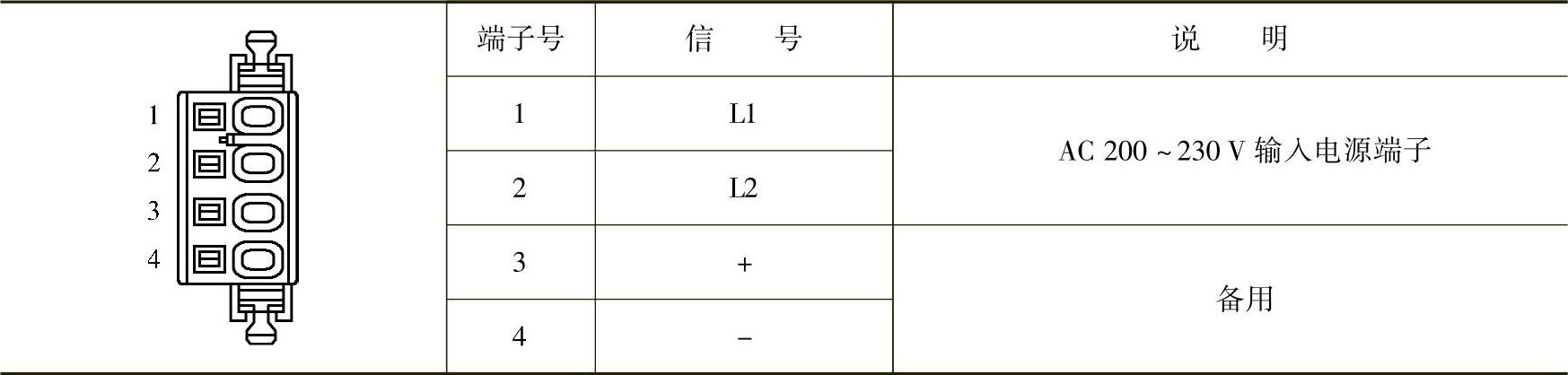
7)供电电源插头。供电电源插头(X10端子)连接伺服驱动器的供电交流电源,供电电源插头的引脚见表3-18。
表3-18 供电电源插头的引脚
(2)伺服驱动器和伺服电动机的连接
伺服驱动器和伺服电动机的连接并不复杂,将专用的编码器电缆插在伺服驱动器的X2接线端子上,然后连接到伺服电动机的编码器上,再将电动机功率电缆连接在伺服驱动器的X20端子上,然后连接到伺服电动机上,如图3-38所示。
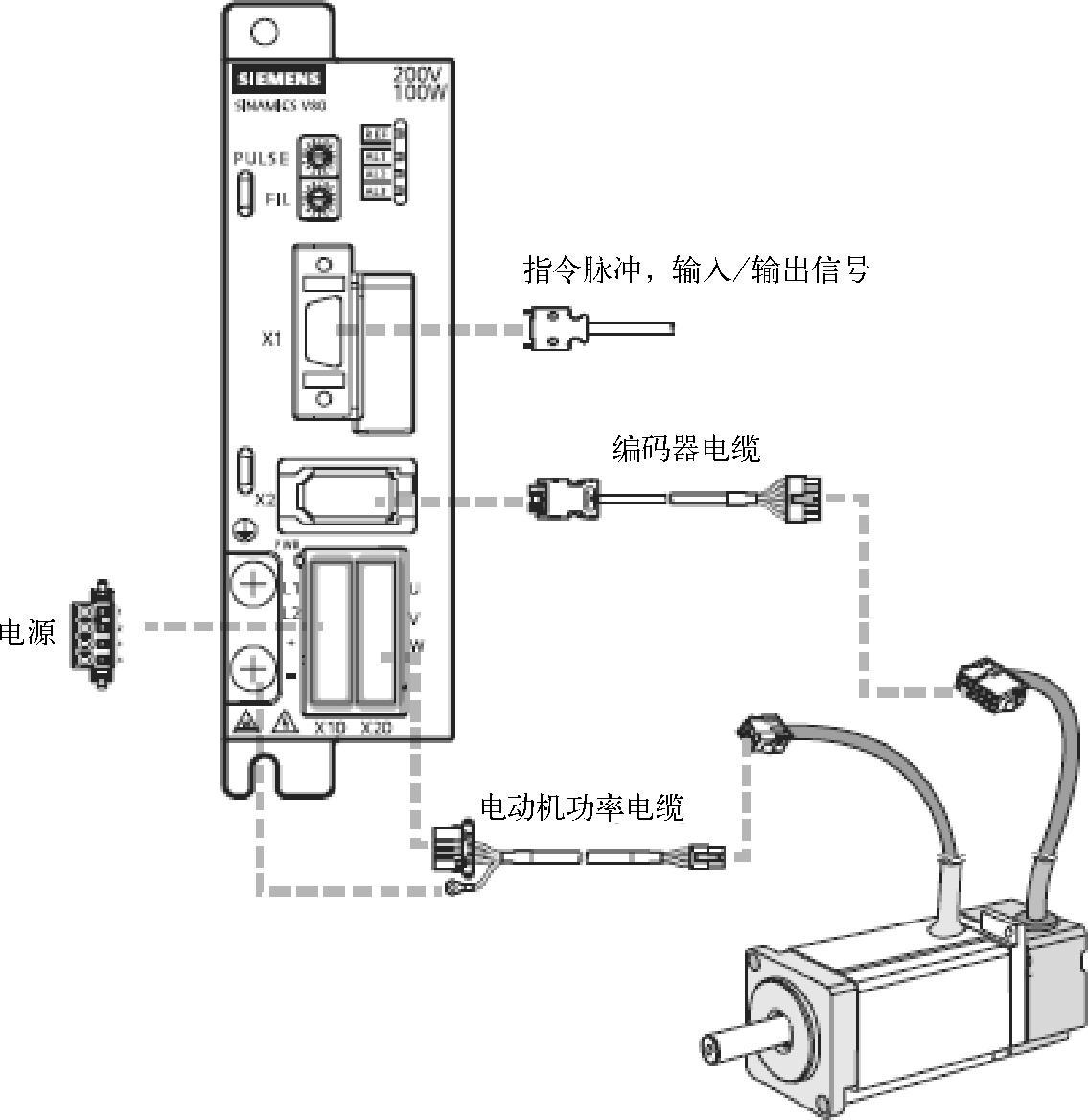
图3-38 伺服驱动器和伺服电动机的连接
2.PCB板下载检测线控制系统安装与调试
目前中国传统的PCB生产厂家,一般人工对PCB下载程序,然后人工检测PCB板的线路是否完好,这种操作虽然设备简单,但其缺点也十分明显,不仅劳动强度大、工作效率低,而且人工操作的差错率也较大。随着人力成本的不断上升和用户对产品质量的要求不断提升,这种人工方法的弊端日益显现,越来越不适合现代化大规模生产。PCB板下载检测线是为适应自动化生产而研制出的自动化生产线,它集成了程序下载和产品检验功能,其自动化程度高、效率高且下载和检验的差错率小,将逐渐取代人工操作方式。
(1)PCB板下载检测线系统描述
用PLC实现PCB板下载检测线的控制。系统工作过程描述如下。
PCB板下载检测线由4个站点组成,即上料站、下载检验站、合格品站和不合格品站。小车上有气缸和吸盘,小车由伺服电动机驱动。动作过程是:
小车移动到上料站,气缸下移,吸盘吸住PCB板后上移,并把PCB板送到下载检验站,气缸下移并释放PCB板,之后开始下载检验,2s后,下车得到是否合格的信息,如合格,则将PCB板送到合格品站;如不合格,则将PCB板送到不合格品站。
PCB板下载检测线的结构如图3-39所示。
1)上料站:由电动机带动丝杠,将PCB板向上输送,当吸盘吸走一块PCB板,电动机带动丝杠将剩余PCB板向上移一个PCB板的高度(约5mm),停止位置由限位接近开关SQ12检测。当SQ4检测输送到最上位时,电动机带动丝杠移动到最下位,人工装料。
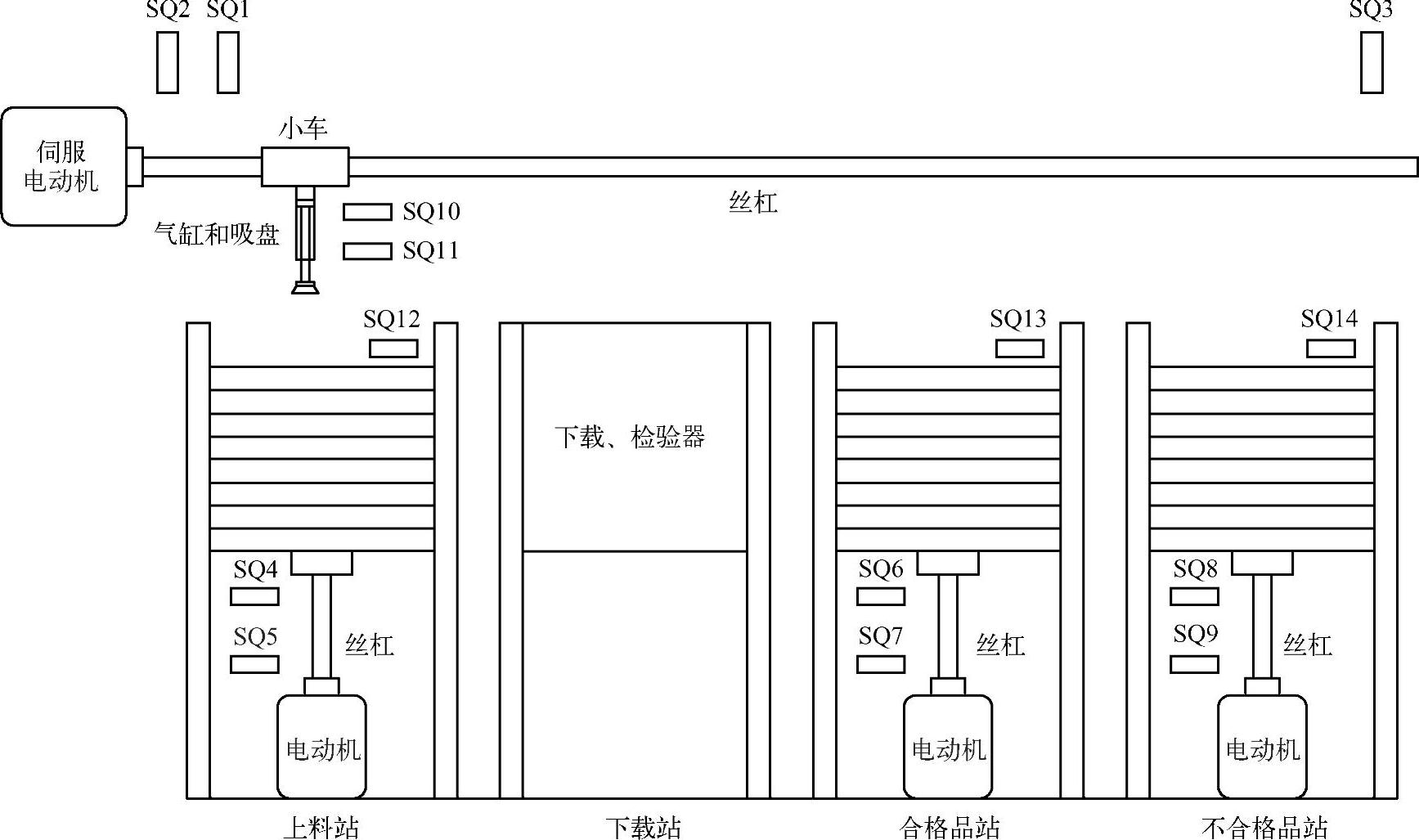
图3-39 PCB板下载检测线的结构(https://www.xing528.com)
2)检测站:当PCB板释放1s后,PLC发出信号给下载和检验站,下载和检验站进行下载和检测。如合格,则发出合格信号(开关量)给PLC;如不合格,则发出不合格信号(开关量)给PLC。
3)合格品站:当PLC收到合格信号后,吸盘将PCB板搬运到合格品站,并释放到位。之后电动机带动丝杠下行,下行位置有位置接近开关SQ13定(约5mm)。当下行到下极限位置SQ7时,系统提示,要取走合格品。
4)不合格品站:当PLC收到不合格信号后,吸盘将PCB板搬运到不合格品站,并释放到位。之后电动机带动丝杠下行,下行位置有位置接近开关SQ14定(约5mm)。当下行到下极限位置SQ9时,系统提示,要取走不合格品。
其控制控制任务要求如下:
1)有手动/自动转换开关SA1,手动模式时,可以手动对吸盘进行上行和下行控制,对小车进行前后移动。手动按钮设置在HMI中。
2)自动模式时,当小车在初始位置,压下“起动”按钮SB1,完成上料、下载检验、放置在合格或者不合格站,再回到上料站,如此循环。
3)设置“停止”和“急停”按钮,当压下“停止”按钮,完成一个工作循环后停机,而按下“急停”按钮后,立即停机。
4)设置“复位”按钮,手动模式有效,当压下复位按钮时,小车回到原点位置。
(2)PCB板下载检测线系统设计
1)系统软硬件。
①1套STEP7-Micro/WIN V4.0 SP9。
②1台伺服电动机,型号为1FL044-0AF21-0AA0。
③1台伺服驱动器,型号为6SL3210-5CB13-7AA0。
④3台变频器,型号为CU240B-2和P240。
⑤3台变频电动机。
⑥1台PLC,型号为CPU226CN。
⑦1台HMI,型号为TPC1061TI。
⑧1套MCGS组态软件。
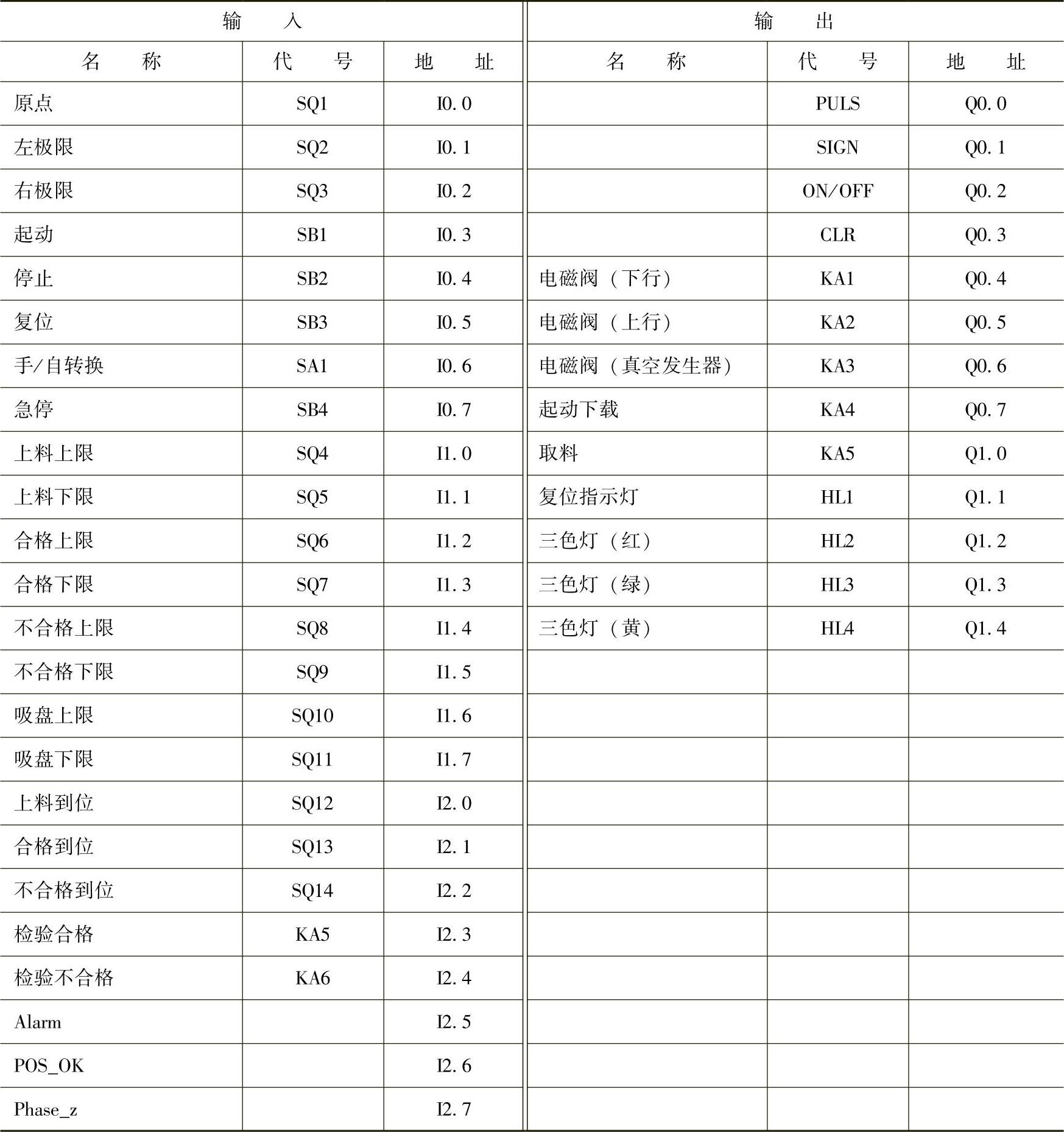
2)PLC的I/O分配。PLC的I/O分配表见表3-19。
表3-19 PLC的I/O分配表
3)设计气动原理图。气动系统比较简单只有升降气缸和吸盘,用于吸附和搬运PCB板,气动原理图如图3-40所示。
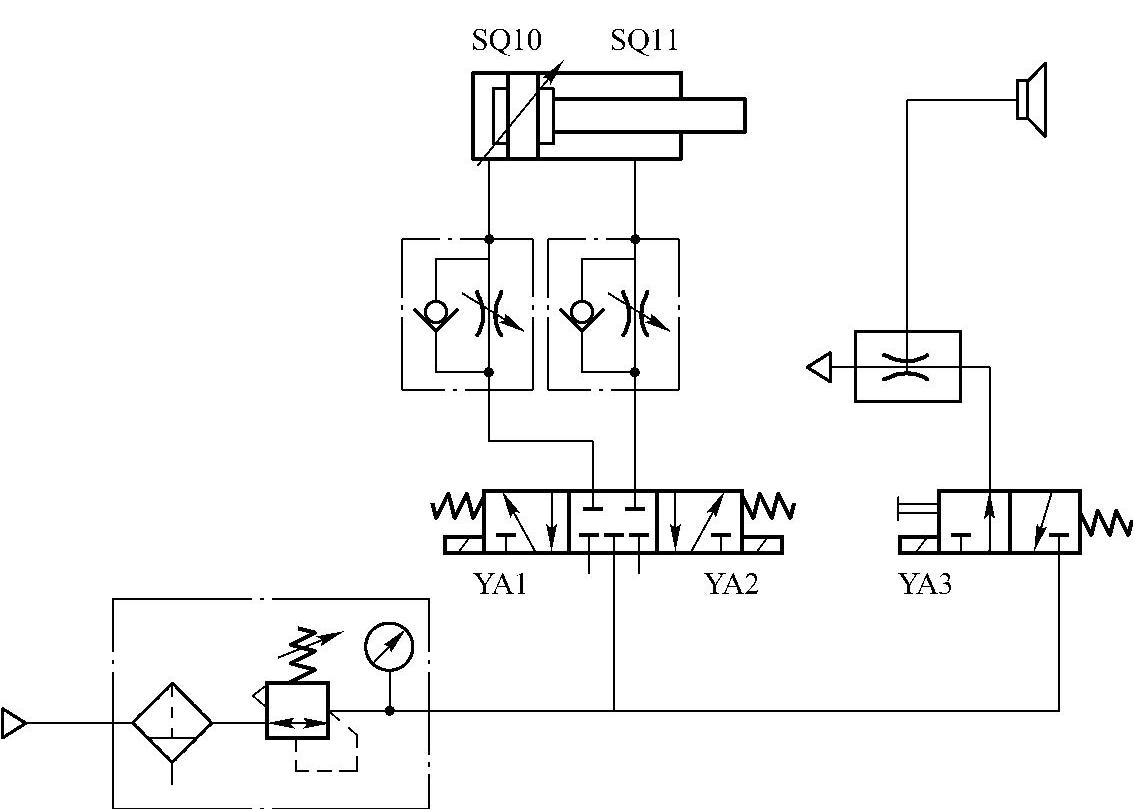
图3-40 气动原理图
4)设计电气原理图。在电气控制系统中,伺服系统用于精确的位置控制,伺服系统的定位和速度控制由PLC发出的脉冲个数和脉冲频率控制。三台变频器的控制由PLC与变频器通过USS通信实现。电气原理图如图3-41和图3-42所示。
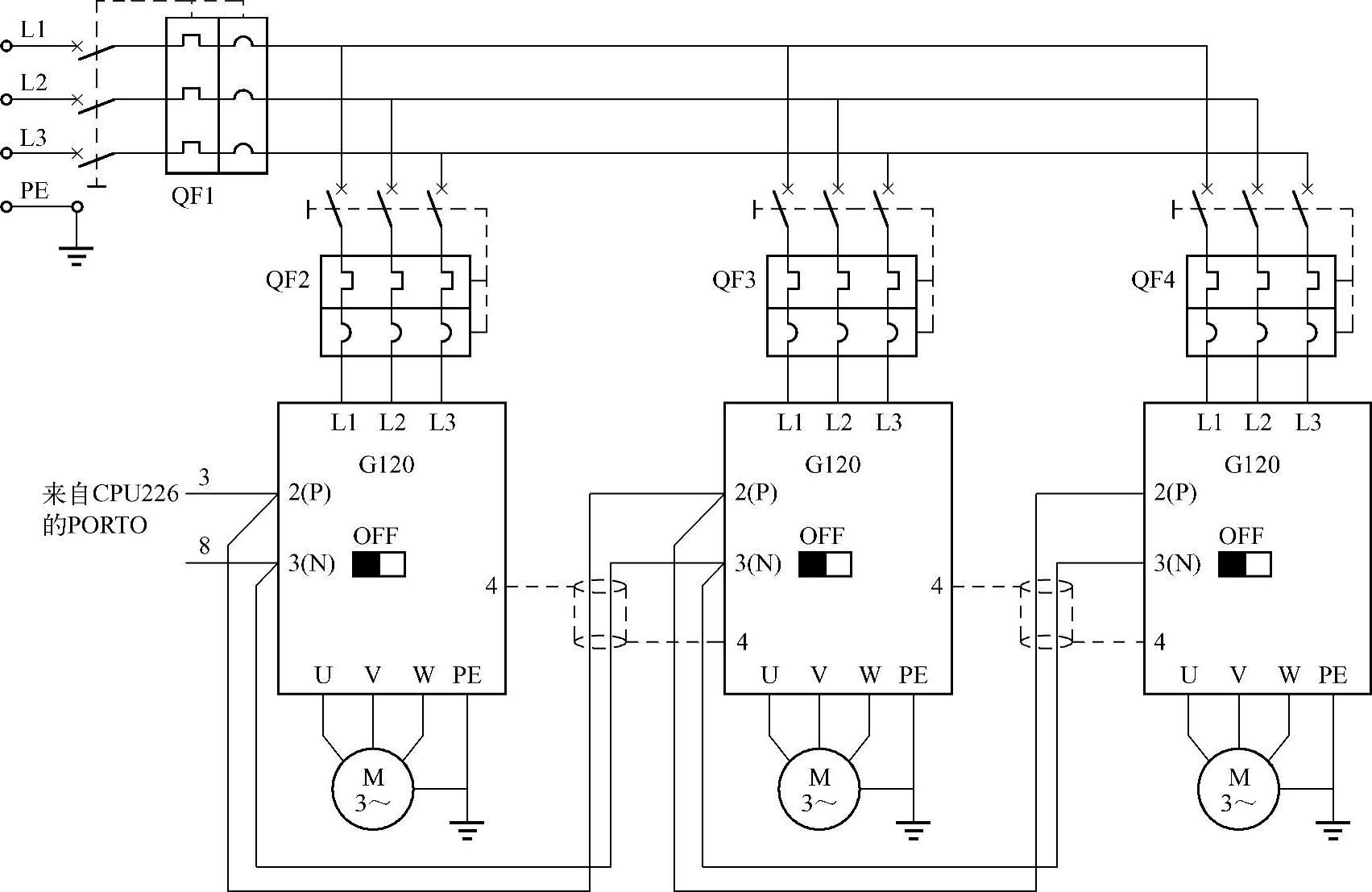
图3-41 电气原理图(1)
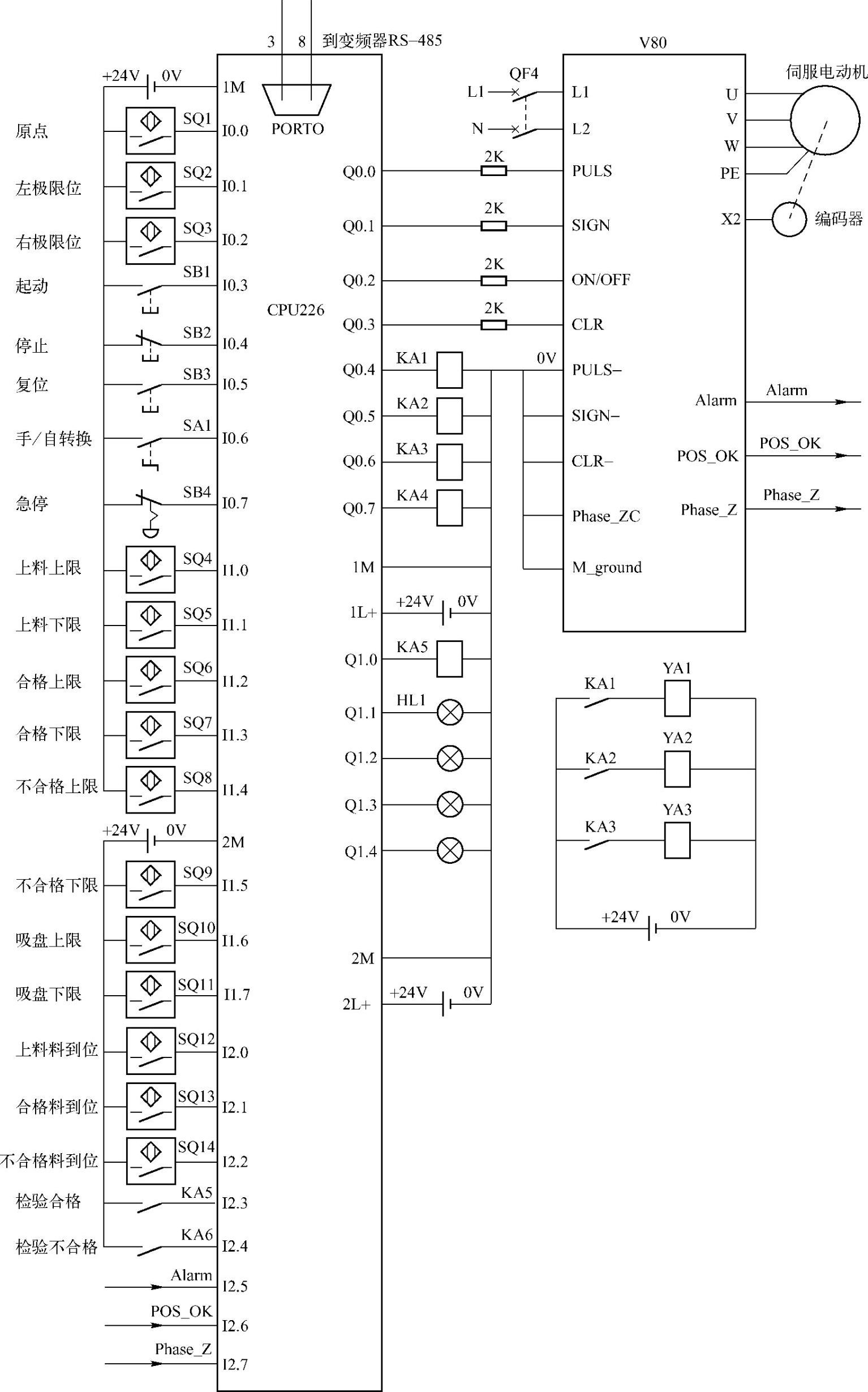
图3-42 电气原理图(2)
【关键点】本例是用USS通信,S7-200的站地址是2,3台变频器的站地址是3、4、5,S7-200通信网络接头拨到“ON”,3号站和4号站拨到“OFF”,5号站拨到“ON”。
(3)参数设定
1)伺服驱动器的参数设置。由于SINAMICS V80伺服驱动器是简易型伺服驱动器,相对于其他伺服系统而言,其参数设置比较简单。把指令脉冲旋钮旋转到“8”,其含义是:指令连接方式是集电极开路或者线驱动,指令脉冲类型为“方向+脉冲系列,正脉冲”,脉冲分辨率为“1000脉冲/转”。
如果设备有震动或者爬行,还要设置滤波时间。
2)变频器的参数设置。变频器的参数设置尤为重要,本例仅以3号变频器参数设置为例,见表3-20。
表3-20 3号变频器参数设置

【关键点】
①在设置电动机参数和P0015时,必须让P0010=1,之后设变频器参数和运行时,P0010=0。
②变频器的P0304默认为400 V,这个数值可以不修改。
③P2021为站地址,上表为3,另外2台分别为4和5,S7-200的站地址为2。
④默认的P2040的监控时间为100 ms,多台设备通信时,可能太小,需要根据需要调大。也可以让P2040=0,含义是取消过程数据监控。
(4)编写程序
编写梯形图程序如图3-43所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。