



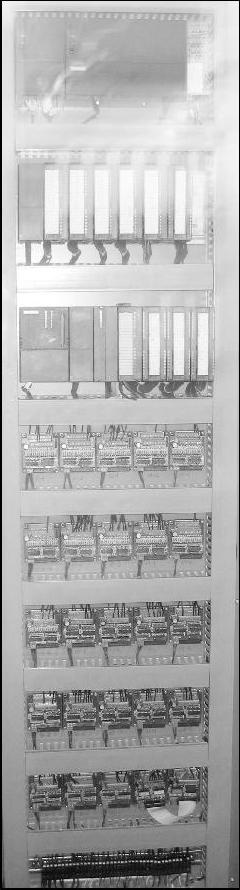
根据以上的剪切系统的工艺要求,控制系统的设计本着实现原有系统的各项性能指标要求的前提下,尽可能减少开发成本的原则进行。整个剪切系统保留了机械、电动机和传感器等部分,原有CNC-85控制系统全部更换为基于德国西门子可编程逻辑控制器PLC300的工业控制系统。控制对象有大量的继电器、电磁阀和多台交直流电动机等。反馈信号有各种接近开关、光电传感器、测速发电机和光电编码器等。现场控制功能主要由PLC实现控制,通过Profibus总线和上位机进行数据交换,实现上位机监控。图7-39和图7-40分别为原有控制系统和重新设计的现场控制系统的实物图。由于新的控制系统核心结构体积很小,输入、输出信号采用转接板形式,原有设备的I/O信号插头可以直接插到设计的转接板上,使得控制系统的相互切换十分方便。
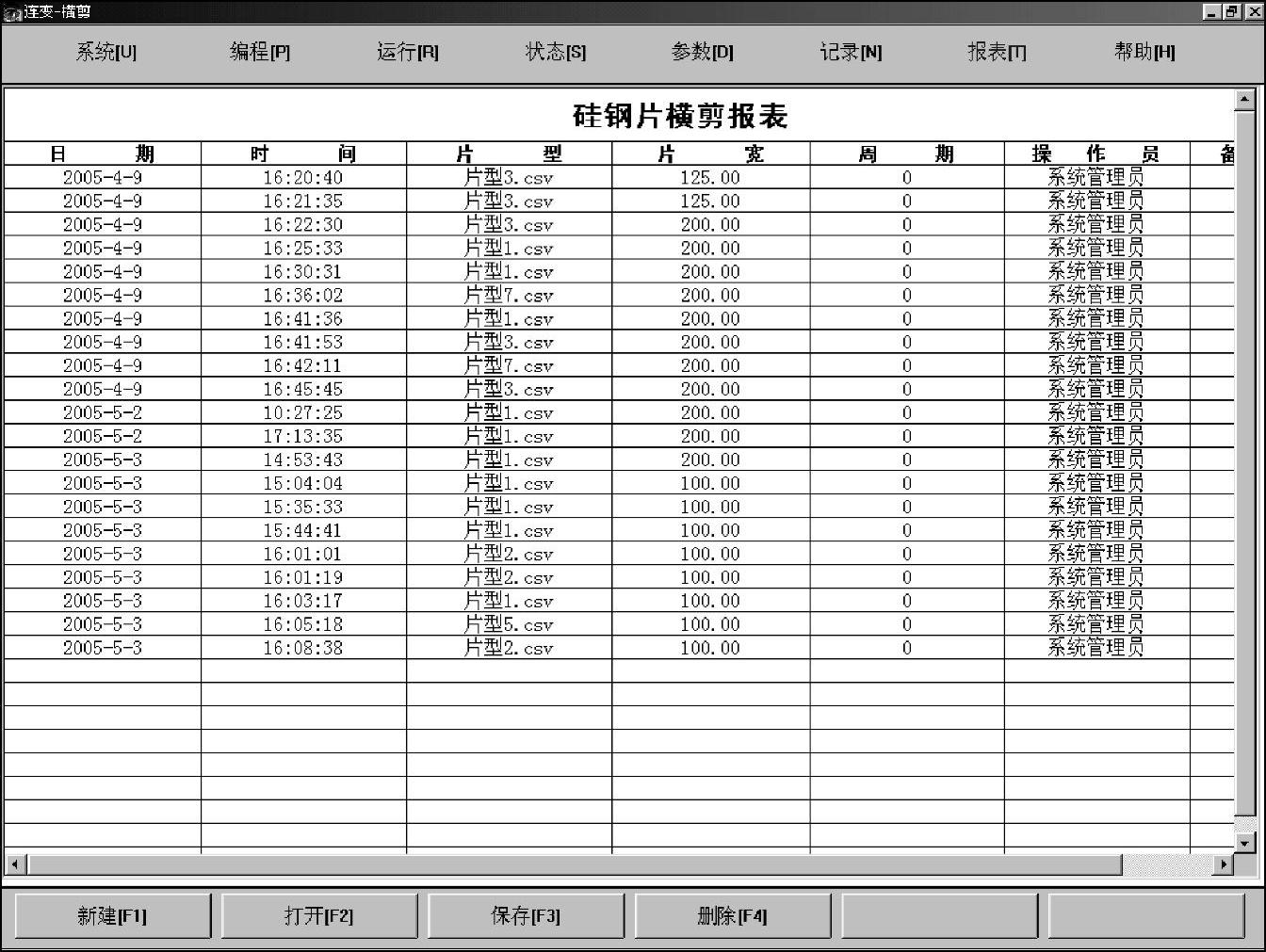
图7-38 报表的生成
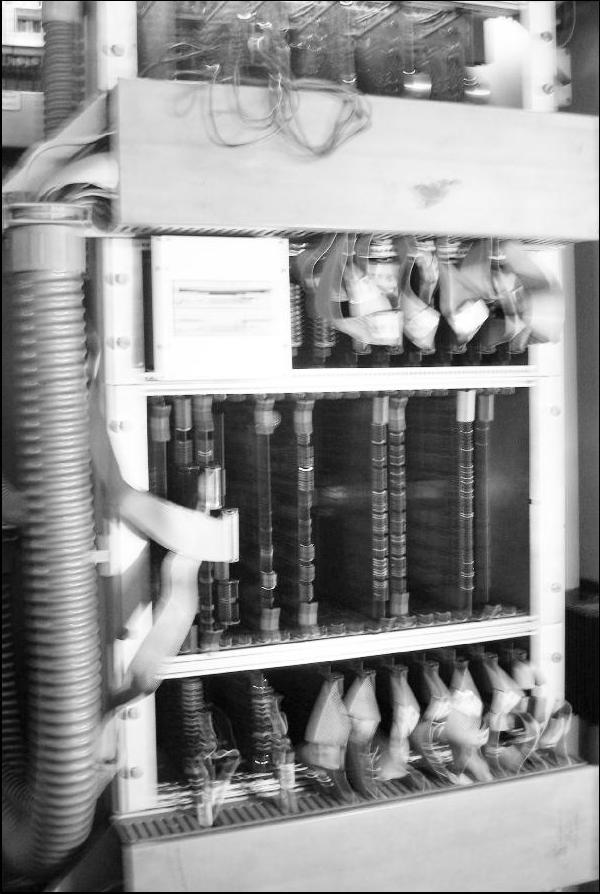
图7-39 原系统控制系统实物图
 (https://www.xing528.com)
(https://www.xing528.com)
图7-40 改造后的控制系统实物图
从实物图中可以看出,原有的控制系统结构比较庞大,板卡较多,维护起来十分困难。由于原系统技术的限制,控制核心采用3块8位微处理器(8085),多路总线控制方式,来实现整个系统的协调控制,这种控制方式是一种强耦合的控制模式。一旦某个元件出现故障,可能会导致整个系统的瘫痪。原有的控制系统经过20多年的使用,很多元器件及非标器件(键盘、显示器等)无法在市场上购买,一旦出现故障,检修十分困难。设计完成的新控制系统其结构采用模块化的设计思路,以及现场总线技术,结合目前最为先进的控制器和相应的控制模块,使得今后的设备维护十分方便,随时可以购买模块化的标准配件,整套系统的可靠性和可维护性大大提高。
由此方案组成的集散型控制系统,不但能够满足原有控制系统的控制性能,同时还具有一定的先进性和经济性。在易操作性、易维护性、开放性、可靠性和扩展性等方面大大增强。在现有的集散控制系统中很容易扩展其他各种功能模块,可以基于西门子的扩展模块,也可以选用基于总线的其他扩展模块。同时系统还可以扩展其他的一些工作站,比如工程师工作站等。系统也可以进一步向上扩展,使用工业以太网实现更高一级的网络化通信,作为管理级控制。总之,系统采用标准模块、标准控制总线和标准工业网络,为以后的进一步扩展提供了方便,可以使集散系统扩大到整个工厂,实现整个工程的监视和管理。具体实现如图7-41所示。
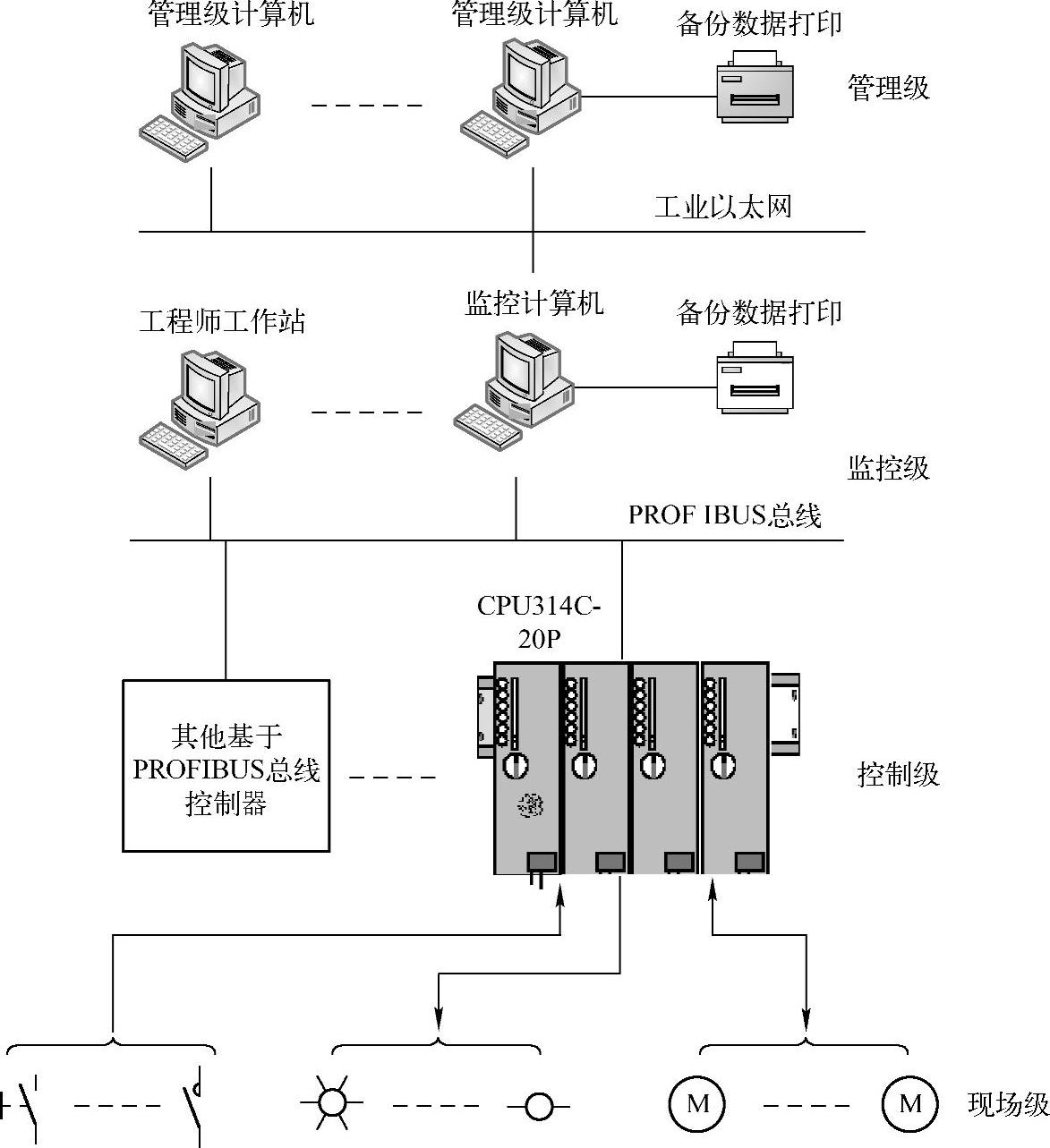
图7-41 针对运动控制系统的集散系统构成
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。