



图7-30和图7-31分别为乔格变压器横剪线和纵剪线的实物图,原有系统的机械部分故障率较低,相对容易解决。在原有剪切系统的基础上,本节主要针对横剪线的控制系统给出相应的设计方案。
图7-32为乔格横剪线的示意图,整个系统主要有上位监控计算机、开卷机、送料机构、剪和冲床机构、出料机构、片料止动器、堆叠台等部分组成。
图7-30 乔格变压器横剪线
图7-31 乔格变压器纵剪线
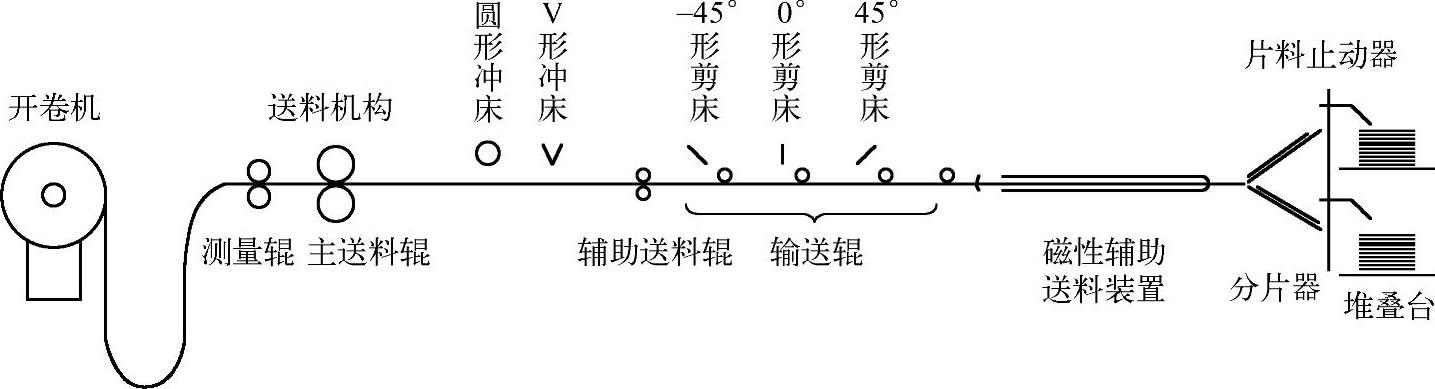
图7-32 乔格横剪线示意图
(1)开卷机控制
开卷机供料,在手动状态下,可以慢速进料或慢速退料。在自动状态下,机头的转向和转速靠缓冲坑中的光电开关发出信号,由可编程逻辑控制器PLC300控制。根据实际剪切的需要,开卷机的工作机头可以自动进行高速、低速的正转或反转,并及时停止。开卷机的控制主要根据料坑中的预料和送料速度进行跟随控制,始终保持缓冲坑中有一定长度的预料,避免料面受到较大拉力引起损伤,影响其使用性能。(https://www.xing528.com)
(2)定长送料系统控制
送料机构主要由主送料部分和辅助送料机构组成。测量辊上装有光电编码器,主要提供系统调速和定位的反馈信号。主送料辊由一台直流电动机驱动,通过调速器和位置控制器来实现速度和精确定位。辅助送料机构由另外一台直流电动机驱动实现,它和送料辊同步供料和停止,起到整个硅钢片的辅助送料功能。在设计过程中,采用了西门子全数字直流调速器(型号6RA70)分别实现对这两台直流电机的速度控制,而位置控制采用西门子专用定位模块FM354来实现。为了实现辅助送料机构的牵引作用,必须使辅助送料比主送料速度快,这样才能保证送料辊到辅助送料辊之间始终受到由速度差产生的拉力,使料面近似是水平面,保证剪床和冲床的剪冲精度,又避免了因材料自身缺陷(如:料面凸起或有折痕等)而引起的剪片长度误差增大。
(3)剪、冲床控制
剪、冲机构由五把刀具组成,配合送料机构的精确定位及剪、冲的控制实现预先设计的硅钢片剪切片形。五把刀具主要采用气压驱动。在实施过程中,由于五把刀具存在水平位置上的差异,在控制过程中,要考虑剪冲的优化控制。保证一个片形上的部分剪要预先剪冲完成,方可最终全剪实现完成片形的剪切。同时刀具控制的时序要求十分严格,每次定位完成立即下刀剪切,而刀具没有抬起到达上位,送料机构不能送料。这样才能保证系统协调快速的运行,避免刀不在上位,而导致原料挤压现象的出现。
(4)出料机构及分片控制
出料机构包括压料轮、剪片传送带、压料辊和传送辊。主要实现全剪后的片料输送,压料辊和传送辊可保证各种形状的片头能水平送出,进入分料装置。在出料过程中,要考虑部分剪的掉料拉辊控制,以及完成片形的出料压辊控制。保证小片废料能够顺利掉到废料堆中,同时要求成形片料能够顺利被传送出去。分片器的控制主要实现预先设定不同片形的分类,通过分片器可以实现不同片形的堆叠。
(5)片料止动器和堆叠台控制
完整片料经过分片器分片,被分片器上带有磁性的传送带高速传送,当片料离开分片器传送带时,喷气咀开始喷气(使较长剪切片料顺利飞行到达堆叠台)。当片料到达指定堆叠台位置时,片料止动器开始对飞行片料进行拍片,从而实现片料的堆叠。在此过程中控制的关键是片料制动器的拍片时机,控制不好堆叠不整齐,甚至拍不到片料。堆叠台装置可以手动调整高度和前后叠放位置,在自动情况下可以根据堆叠高度来自动调整止动器的高度,使其能够进行正常压片。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。