



绕组是电动机的重要组成部分。由于电动机绝缘材料的老化并受到法座蚀性气体的浸入,以及机械力和电磁力的冲击等都会造成对绕组的伤害,此外不正常的运动,比如像长期过载、欠电压或两相运行等也会引起绕组故障。绕组的故障形式多种多样,其原因也各不相同。
1.定子绕组断路故障的检修
(1)定子绕组断路故障:
1)绕组引接线、极相组连接线等断开或接头脱落、虚焊。
2)一相绕组断路。
3)并联支路断路。
4)线圈导线断开,并绕导线中有一根或几根断路。
(2)造成断路故障的原因:
1)制造或修理时操作疏忽,接线头焊接不良而松脱。
2)绕组受外界机械应力而断裂。
3)绕组匝间断路或接地故障而引起线圈导线烧断。
4)多路并联绕组中,因一路或几路断开引起另外支路中电流密度增大而烧断。
5)并联导线中有几根或1根导线断路,引起另外几根导线的电流密度增加而烧断。
(3)断路故障检查方法
1)绝缘电阻表、校验灯测试法。对于星形联结的电动机,检查时需每相分别测试,如图3-8所示,表不通或灯不亮的那一相绕组为断路。
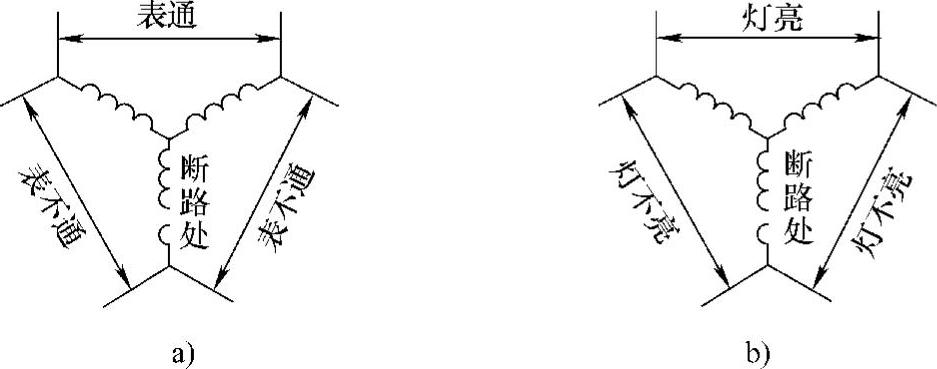
图3-8 检查绕组断路( 联结)
联结)
对于三角形联结的电动机,检查时必须把三相绕组的接线头拆开后,再每相分别测试,如图3-9所示。
2)三相电流平衡法。星形联结的电动机三相绕组并联后,通入低电压大电流(一般可用单相交流弧焊机),如果三相电流值相差大于5%时,电流小的一相为断路相,如图3-10所示。
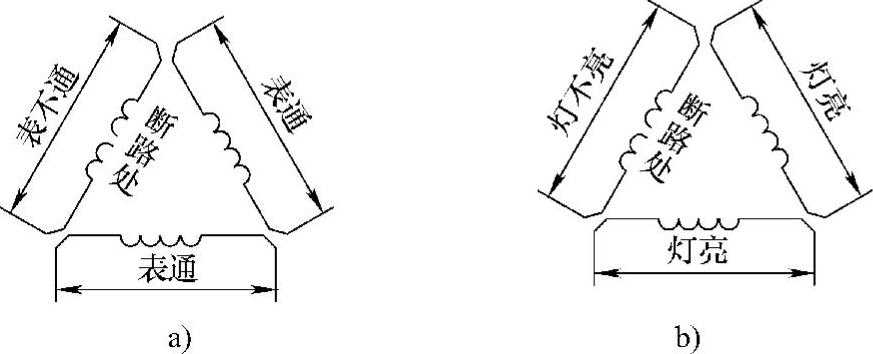
图3-9 检查绕组断路(△联结)
3)电阻法。用电桥测量三相绕组的电阻,如三相电阻值相差大于5%时,电阻较大的一相即为断路相。
对于三角形联结的电动机,先要把三角形的接头拆开一个,然后再把电流表接在每相绕组的两端,其中电流小的一相为断路相,如图3-11所示。
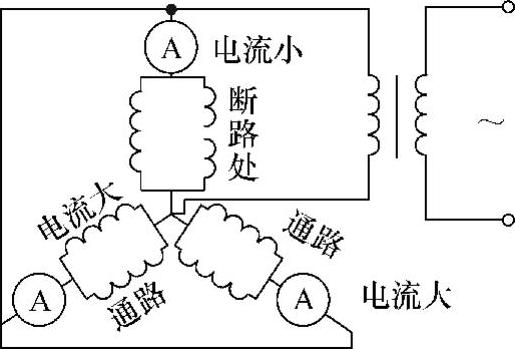
图3-10 用电流平衡法检查多支路并联星形联结绕组断路
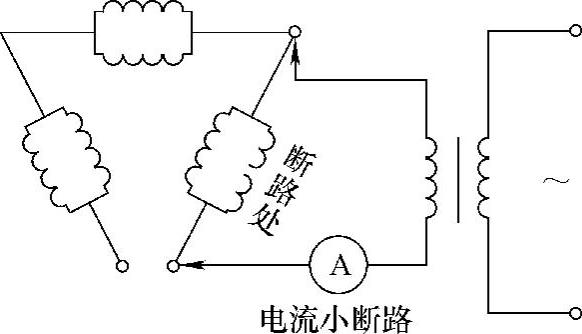
图3-11 用电流平衡法检查多支路并联三角形联结绕组断路
(4)断路故障的修理
1)绕组接线头脱落或接触不良造成的断路,可先套上绝缘管,再将接线头焊好,并把绝缘套管放于焊接处。
2)绕组引接线或过桥线脱焊,可将脱焊处清理干净,在待焊处附近线圈上垫上一层绝缘纸后再进行补焊。
3)绕组断路在槽内的修理。需加热线圈到120℃左右,软化绝缘,然后抽出槽楔,从槽内拆除烧断的线圈,将烧断的线匝两端由端部剪断,使焊接点移在端部,用相同规格的导线焊接好,并在焊接处包好绝缘,处理好线匝后再嵌入槽内,垫好绝缘纸,插入槽楔,涂上绝缘漆。如果断路严重,则需要更换绕组。
4)端部线圈烧断的修理。需将线圈加热、软化绝缘,然后将烧断的线匝撬起,分清每根导线的端头,用相同规格的导线连接在烧断的导线端点上,焊接好后包扎绝缘并涂漆处理。
2.绕组接地故障的维修
电动机绕组接地俗称“碰壳”。绕组容易受潮、绝缘材料老化等多种原因都会造成接地故障。
(1)绕组接地故障的原因
1)嵌线操作不当,将槽口底部绝缘压破,槽口绝缘损坏,造成隐患。
2)绕组绝缘受潮或绝缘老化,失去绝缘作用。
3)绕组引出线绝缘损坏,和机壳相碰。
4)电动机长期过载运行或起动次数过多,使绝缘长时间过热造成绝缘老化。
5)铁心硅钢片松动或有毛刺,损坏绕组绝缘。
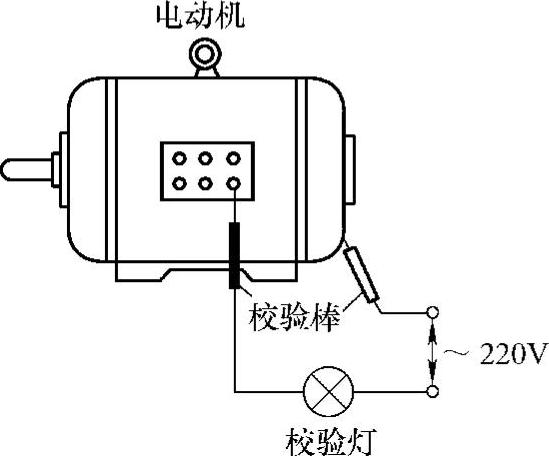
图3-12 用校验灯检查绕组通地
(2)接地故障的检查方法
1)观察法。电动机运行时发出“嗡嗡”声,振动和发热加剧;观察绕组端部接近槽口处是否有绝缘破裂和烧焦的痕迹。
2)试灯法或万用表(低阻挡)法。先将电动机接线盒内的三相绕组之间的连接片拆除,使之互不联通。按图3-12用校验灯或万用表(低阻挡)逐项检查,如果校验灯发亮或万用表显示电阻读数为零,则该相绕组接地;如果校验灯暗红或万用表显示电阻读数很小,则表明该相绕组严重受潮。判断出接地故障后,再用观察法检查接地点,接地点常有绝缘破裂、烧焦痕迹,接地点易发生在铁心槽口处。若仍找不到,接地点可能发生在槽内,这时,需将该相定子绕组的极相组间连接线剪断,再用试灯法进行分组检查。
(3)接地故障的修理
1)若接地点发生在槽口处,只有少数导线或个别地方绝缘没垫好,则可先将绕组加热,待绝缘软化后,可在导线与铁心之间插入相同规格的绝缘材料,将导线局部包扎,然后涂上绝缘漆。
2)若接地点发生在槽内,则应拆除该绕组重嵌,所用导线型号、规格和匝数应相同。
3)若接地是因硅钢片凸出划破绝缘造成的,则应敲去凸出的钢片,并把划破绝缘的地方重新包好绝缘、刷漆。
4)若绕组受潮,应进行烘干处理。烘干后其绕组对地的绝缘电阻应大于0.5MΩ。
3.定子绕组断路故障的检修
绕组断路常见故障有线圈匝间短路、极相组间短路和相间短路。
(1)绕组短路故障的原因
1)相间绝缘不符合规定,绝缘垫本身有缺陷,层间垫条垫偏或嵌线不当使绝缘损坏。(https://www.xing528.com)
2)电动机长期过载运行,连续起动次数过多或过电压运行,或单相运行,造成绕组绝缘过热而烧坏。
3)极相组之间的连接线或引接线的绝缘不良或被击穿。
4)绕组绝缘受潮严重,未经烘干处理就投入运行,造成绝缘击穿。
5)一般用途电动机用在特殊使用环境下(如化工腐蚀环境、高温冶金环境),造成电动机绝缘损坏。
(2)短路故障的检查方法
1)利用绝缘电阻表或万用表检查相间绝缘。检查任何二相绕组间绝缘电阻,如绝缘电阻很低,就说明该二相短路。
2)电流平衡法。用图3-10及图3-11所示的方法分别测量三相绕组电流,电流大的相为短路相。
3)用短路侦查器检查绕组匝间短路。短路侦查器是利用变压器原理来检查绕组匝间短路的。短路侦查器具有1个不闭合的铁心磁路,上面绕有励磁绕组,相当于变压器一次侧绕组。将已接通交流电源的短路侦查器放在定子铁心槽口构成闭合磁路,沿着各个槽口逐槽移动。当它经过1个短路绕组时,这短路绕组就相当于变压器的二次侧绕组。如果短路侦查器绕组中串联1只电流表,此时电流表指示出较大电流。不用电流表,也可用一片厚0.5mm钢片或旧锯条安放在被测绕组的另1个绕组边所在槽口上面。如被测绕组短路,则此钢片就会产生振动。
必须指出,对于多路绕组的电动机,必须把各支路拆开,才能用短路侦查器测试,否则绕组支路上有环流,无法分清哪个槽的绕组是短路的。
4)电阻法。用电桥测量三相绕组电阻,电阻较小的一组为短路组。
(3)绕组短路故障的修理
1)若线圈端部的极相组间短路,则先将线圈加热,软化绝缘,再将绝缘管套好或重新垫上绝缘垫。
2)若绕组端部连接线或过桥线绝缘损伤而引起的短路,则先将线圈加热软化,再在过桥线处增垫绝缘垫。
3)若绕组端部线匝间短路,短路的线匝较少,则先将绕组加热软化,撬开并从两侧端部截断短路的线匝,并小心抽出槽外,接好余下线匝的断头,并进行绝缘处理。
4)双层绕组短路线圈在下层时,可先将绕组加热软化,把上层线圈轻轻拉出槽外,然后按上述方法修理。
4.定子绕组接错和嵌反时的检修
在绕组接错或嵌反后,当电动机起动时,由于绕组中流过电流方向变反,使电动机的磁动势和电抗不平衡,因此引起电动机振动、噪声、三相电流严重不平衡、电动机过热、转速降低,甚至造成电动机不转,将熔断丝烧断。
绕组接错与嵌反有两种情况:一种是绕组外部接线错误,另一种是内部个别绕组或极相组接错或嵌反。
绕组接错故障的检修方法:
(1)三相绕组的头尾接反的检修方法
1)绕组串联法。图3-13是一相绕组接通36V低电压交流电(对小容量的电动机可直接用220V电源,大中型电动机不宜用220V电源),另外二相绕组串联起来接上灯泡,如果灯泡发亮,说明三相绕组头尾连接是正确的,作用在灯泡上的电压是两相绕组感应电动势的矢量和;如果灯泡不亮,说明两相绕组头尾接反,作用在灯泡上的电压是两相绕组感应电动势的矢量差,正好抵消。应该对调后重试。
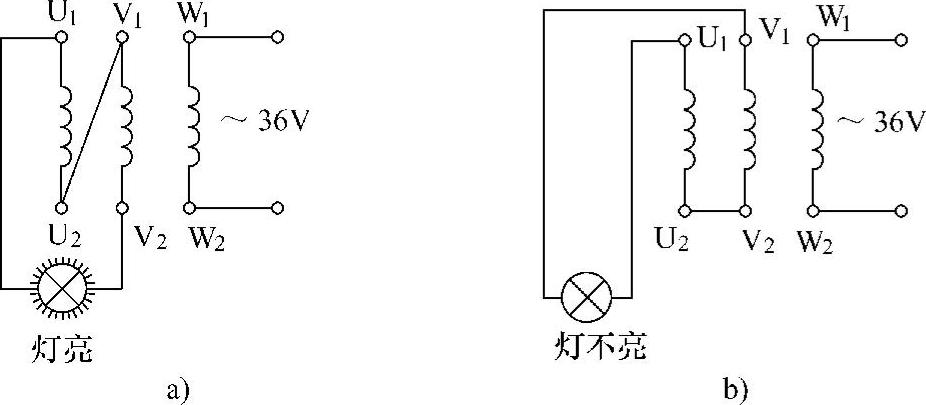
图3-13 绕组串联法检查三相绕组头尾
2)用万用表检查。如图3-14所示的接法,用万用表(毫安挡)进行测试,此时转动电动机转子,如万用表指针不动,则说明绕组头尾连接是正确的;如万用表指针动了,说明绕组头尾连接是错误的,应该对调后重试。这一方法是利用转子中剩磁在定子三相绕组内感应出电动势的方向来判断绕组头尾。
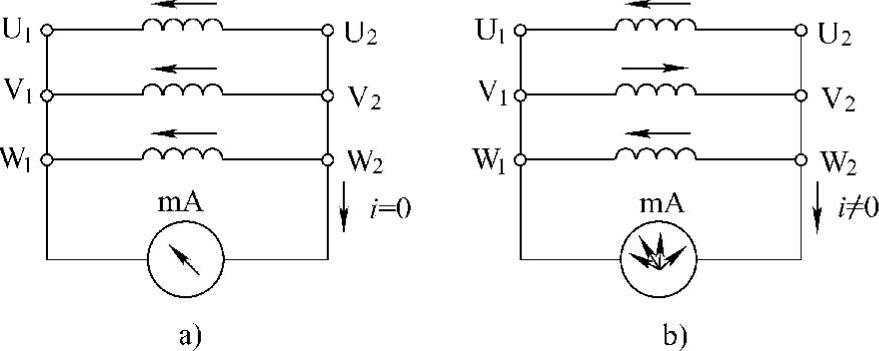
图3-14 用万用表检查绕组头尾接反方法之一
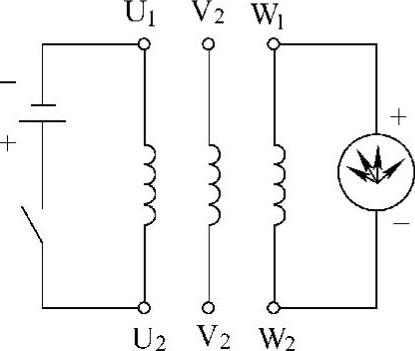
图3-15 用万用表检查绕组头尾接反方法之二
如图3-15所示接法,当接通开关瞬间,如万用表(毫安挡)指针摆向大于零的一边,则电池正极所接线头与万用表负端所接线头同为头或尾,如指针反向摆动,则电池正极所接线头与万用表正端所接线头同为头或尾。再将电池接到另一组的两个线头试验,就可确定各相的头与尾。
(2)内部个别绕组或极相组接错或嵌反的检修方法
将低压直流电源(一般用蓄电池)通入某相绕组,用指南针沿着定子铁心槽上逐槽检查,如指南针在每极相组的方向交替变化,表示接线正确;如果邻近的极相组指南针的指向相同,表示极相组接错;如果极相组中个别绕组嵌反,在本极相组中指南针的指向是交替变化的。这时把绕组故障部分的连接线或过桥线加以纠正。如指南针方向都指不清楚,应加大电源电压,再行检查。
5.笼型转子绕组故障的检修
(1)常见笼型转子绕组故障
1)铸铝转子笼条开裂。
2)铜条笼型转子绕组铜端环焊接处松脱。
3)伸出铁心部分的笼条拱起。
4)端部笼条沿转子旋转方向弯曲等。
(2)笼型转子绕组故障的原因
1)铸铝转子制造过程中使用材料有杂质和制造工艺不当,使铸铝导条内有缩孔和气孔,这些缺陷处易开裂。
2)铜条与端环焊接处松脱,这是由于焊接工艺不当,或铜条与端环配合间隙不正确。
3)电动机频繁地起动、正反转运行,使转子笼条产生较大的电流和机械应力。
(3)笼型转子绕组故障的检查方法
1)观察法。抽出电动机转子,观察转子铁心表面,铝条烧断时,可发现在槽口缝附近有暗灰色或黑色氧化物现象,而铜条断裂处的铁心有蓝色氧化物痕迹。用手锤轻敲焊缝判别故障点。
2)短路侦查器法。将短路侦查器开口部分紧贴在转子表面相邻齿上,逐槽测量,如图3-16所示,若发现电流表读数突然变小,则说明被测的该处有断条故障。
若铸铝转子个别笼条断裂,查出开裂部位,可在断裂处用1只与槽宽相近的钻头钻孔并攻螺纹,然后拧上1只螺钉,再将螺钉多余部分除去,或在钻孔处用氩弧焊补焊。
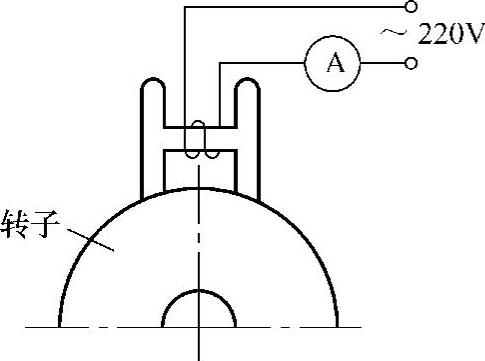
图3-16 用短路侦查器检查转子断条
若铸铝转子断条严重,则采用铸铝笼改为铜笼的修复工艺,首先清除旧铝笼,测量和记录转子端环尺寸和风叶尺寸,将转子两端循环车去,压出转轴,用夹具将转子铁心夹紧(夹具不能堵住槽1∶3),然后将转子浸没于30%左右浓度的烧碱溶液中,溶液加热至80~90℃,经3~5h,使铝条熔化。吊出转子用清水冲洗后再放入含有0.25%浓度的工业用冰醋酸溶液中煮沸15min左右,再放入开水中煮沸1~2h后取出,冲洗干净并烘干。最后插铜条及焊接,改为铜笼。铜条面积按槽截面积的70%左右,端环面积取原铝端环面积70%~80%。为保证铜条紧固在槽内,其上下边应顶在槽顶和槽底。
铜条与端环焊接方法有两种:对小电动机转子的端环可先在笼条伸出铁心20~30mm处向一边打弯,使各槽的笼条互相搭接,整形后用氧乙炔焊接成整体,最后将转子端环车削成所需尺寸;对于中小型电动机,可采用如图3-17所示的焊接方法,采用纯铜板弯成端环,并将其焊接在伸出铁心两端铜条的内圆上,铜条伸出的部分起到风扇作用。
经修复后的转子,应进行平衡校验。然后对转子表面进行喷漆处理,用6010清漆均匀喷涂在转子表面和风叶表面,晾置5h,漆膜为0.01~0.015mm。
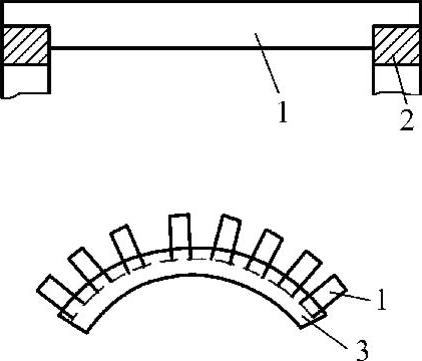
图3-17 端环与铜条的焊接结构
1—导条 2—端环断面 3—端环
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。