



局部精细加工也称为清根加工,沿着零件曲面的凹角和凹谷生成刀路轨迹,主要用于自动清除先前大刀具遗留下来的余料区域。
在Cimatron E9.0中局部精细加工包括有以下多个子类型:第一组是Cimatron E9.0局部精细加工功能,包括清根铣和笔式铣;第二组是传统加工方法,是从Cimatron it继承下来的加工方法,如图2-160所示。本节仅介绍Cimatron E9.0局部精细加工功能。

图2-160 局部精细加工类型
2.1.3.1 局部精细加工——清根铣加工
清根铣生成用于清除前一刀具路径所残留材料的刀具路径,通过设置刀路参数可区分加工区域范围和走刀方式。清根铣刀路轨迹参数,如图2-161所示。下面仅介绍其专用的刀路轨迹参数。
● 【切削方向】:设置刀具切削加工方向,包括“顺铣”、“逆铣”和“混合铣”3种。
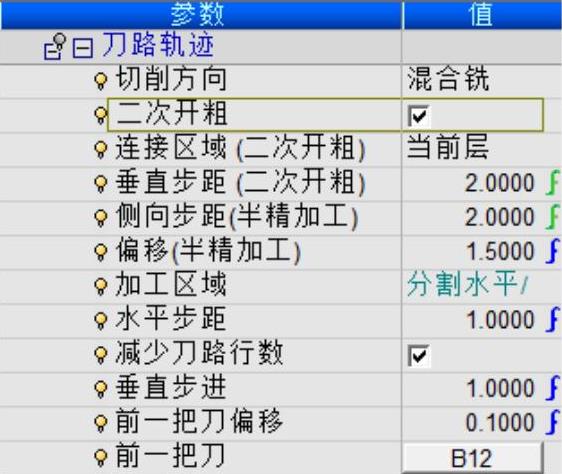
图2-161 刀路轨迹参数
● 【二次开粗】:用于设置是否在清根之前先以体积铣的方式将残余的毛坯材料去除。这种二次开粗是在清根之前进行的,并不影响清根刀轨。
● 【加工区域】:用于设置是否加工水平区域,如果要加工水平区域,需设置“水平步距”。该参数包括以下4个选项:
 〖分割水平/垂直〗:曲面上的水平区域进行加工,垂直区域进行固定层切加工。
〖分割水平/垂直〗:曲面上的水平区域进行加工,垂直区域进行固定层切加工。
 〖全部沿〗:水平区域和垂直区域采用同样的方法进行加工。
〖全部沿〗:水平区域和垂直区域采用同样的方法进行加工。
 〖仅平坦〗:仅进行水平区域加工。
〖仅平坦〗:仅进行水平区域加工。
 〖仅陡峭〗:仅进行垂直区域加工。
〖仅陡峭〗:仅进行垂直区域加工。
注意
清根铣中的水平区域与垂直区域选项至少要设置一个,而且水平区域和垂直区域是自动判断的,不能人工设置限制角度。
● 【前一把刀偏移】:在前一把刀具加工过的区域中偏移一定距离,以使加工区域和未加工区域之间完全切削,从而达到光顺连接效果,如图2-162所示。
● 【前一把刀】:选择本次加工区域的前一个加工程序所使用的刀具,如图2-163所示。
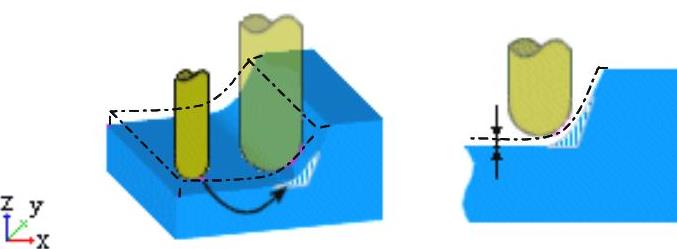
图2-162 前一把刀偏移
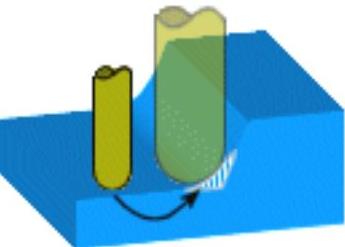
图2-163 前一把刀
注意
在创建清根铣加工程序时,选择的刀具可以是牛鼻刀、平底刀和球头刀,但不支持使用带有锥度的刀具,同时前一把刀具也不能使用带有锥度的刀具。另外,选择的当前刀具直径一定要比前一把刀具的直径小,而且使用的当前刀具与前一刀具应该有一致平面长度,如前一把刀具使用球头刀,则当前刀具也应该使用球头刀;如果前一把刀具使用牛鼻刀,则当前刀具可以使用直径为前一刀具直径减去2倍拐角半径值的平底刀或者牛鼻刀,而且两把刀具的平面长度相等,即刀具直径减去2倍拐角半径值相等。
操作练习7:清根铣实例演练
1)启动Cimatron E9.0。启动Cimatron E9.0,选择下拉菜单“文件”→“打开文件”命令,弹出“Cimatron Explorer”对话框,选择“exercise07nc.elt”(“随书光盘:\Chapter02\exercise07\uncompleted\exercise07nc.elt”)文件;单击Load按钮 ,完成文件调入,如图2-164所示。
,完成文件调入,如图2-164所示。
图2-164 文件调入
2)创建刀具。单击“加工向导”工具栏上的“刀具”按钮 ,弹出“刀具和卡头”对话框;单击
,弹出“刀具和卡头”对话框;单击 按钮,弹出“刀具库”对话框选择“BALL0”直径“2.0”刀具,如图2-165所示。依次单击“确定”按钮
按钮,弹出“刀具库”对话框选择“BALL0”直径“2.0”刀具,如图2-165所示。依次单击“确定”按钮 ,完成刀具创建。
,完成刀具创建。
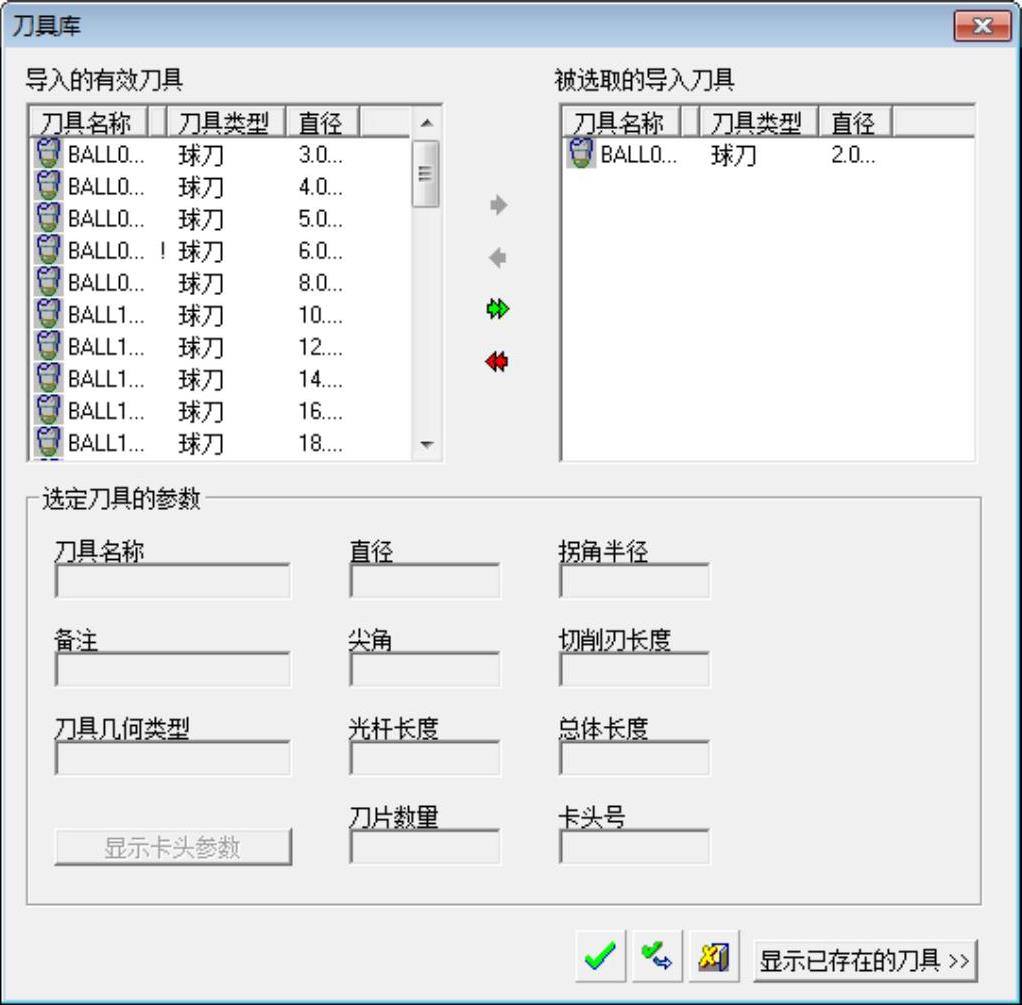
图2-165 “刀具库”对话框
3)创建程序。单击“加工向导”工具栏上的“加工程序”按钮 ,弹出“NC Process Manager”对话框,“主选择”为“局部精细加工”,“子选择”为“清根铣”,如图2-166所示。
,弹出“NC Process Manager”对话框,“主选择”为“局部精细加工”,“子选择”为“清根铣”,如图2-166所示。
4)选择加工曲面。展开“零件”选项,单击“零件曲面”按钮,然后单击“选择”工具栏上的选择所有按钮 ,系统选中所有曲面,单击鼠标中键完成曲面选择,返回程序对话框,如图2-167所示。
,系统选中所有曲面,单击鼠标中键完成曲面选择,返回程序对话框,如图2-167所示。
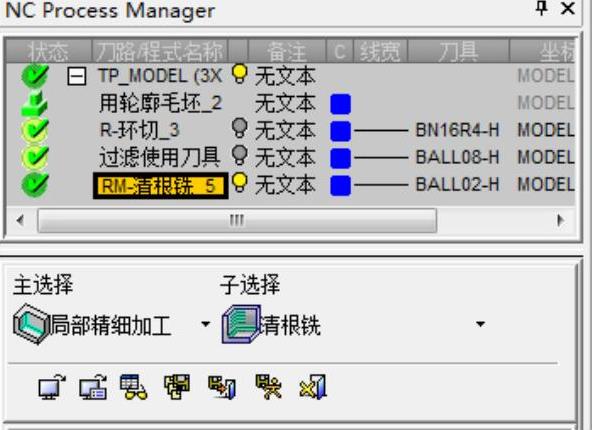
图2-166 “NC Process Manager”对话框
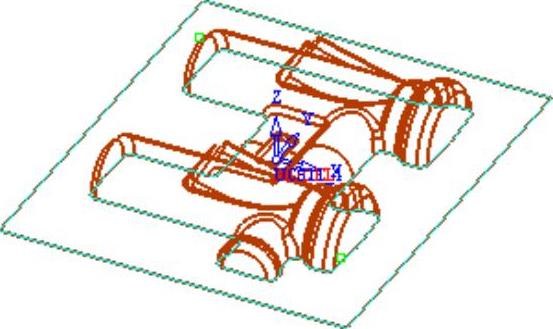
图2-167 “零件”选项
5)设置加工参数,具体步骤如下:
● 展开“刀路轨迹”选项,设置“切削方向”为“顺铣”,“前一把刀”为“BALL08-H”;其他参数如图2-168所示。
● 展开“高速铣”选项,选中“快速圆角连接”复选框,如图2-169所示。
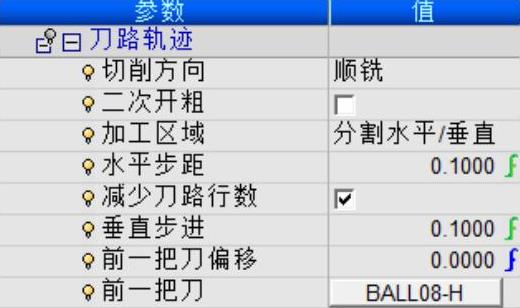
图2-168 进刀和退刀点参数(https://www.xing528.com)

图2-169 高速铣
6)设置机床参数。展开“机床参数”选项,其他相关参数设置如图2-170所示。
7)计算刀具路径。完成参数设置后,单击“NC Process Manager”对话框中的保存并计算按钮 ,运算当前加工程序,此时图形区显示的刀具路径如图2-171所示。
,运算当前加工程序,此时图形区显示的刀具路径如图2-171所示。
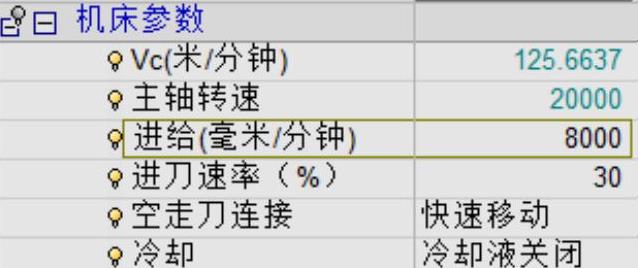
图2-170 设置机床参数
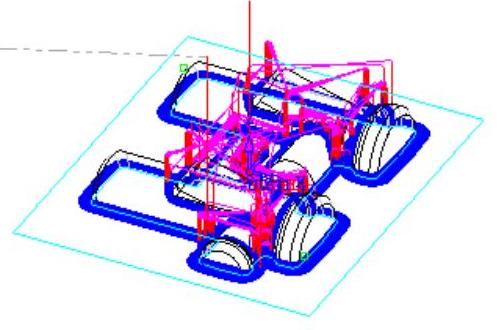
图2-171 生成的刀具路径
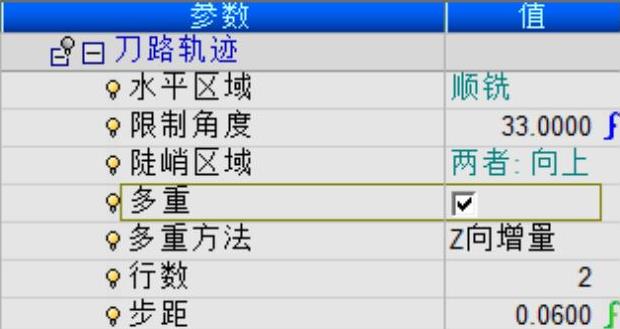
图2-172 笔式铣刀路轨迹参数
2.1.3.2 局部精细加工——笔式铣加工
笔式铣沿着凹角与沟槽产生一条单一刀具路径,适合于在零件的凹角处生成一个光滑的圆角。笔式铣一般应使用球头刀或者圆角刀进行加工。笔式铣刀路轨迹参数,如图2-172所示。笔式铣刀路轨迹参数中需要设置水平区域和垂直区域的运动方向,并设置限制角度用于划分水平区域与垂直区域。下面仅介绍其专用的刀路轨迹参数。
● 【水平区域】:设置刀具水平区域切削加工方向,包括“从不”、“顺铣”、“逆铣”和“混合铣”4种,其中“从不”表示不生成水平区域的笔式铣刀具路径。
● 【陡峭区域】:设置刀具陡峭区域切削加工方向,包括“从不”、“两者:向上和向下”、“向上”和“向下”4种。其中“从不”表示不生成陡峭区域的笔式铣刀具路径。
● 【多重】:如果编程者估计上一把刀具在清根部位留下的残料较多,而所用的清根刀具相对较小,吃刀量较深,则可激活“多重”选项。Cimatron E9.0提供了两种多重方法:Z向增量和曲面等距。
● 【步距】:相邻刀轨之间的刀心距离。按曲面等距的多重刀轨,它的步距是按照曲面的法向计算的;而按Z向增量的多重刀轨,它的步距是按Z方向计算的。
操作练习8:笔式铣实例演练
1)启动Cimatron E9.0。启动Cimatron E9.0,选择下拉菜单“文件”→“打开文件”命令,弹出“Cimatron Explorer”对话框,选择“exercise08nc.elt”(“随书光盘:\Chapter02\exercise08\uncompleted\exercise0 8nc.elt”)文件;单击Load按钮 ,完成文件调入,如图2-173所示。
,完成文件调入,如图2-173所示。
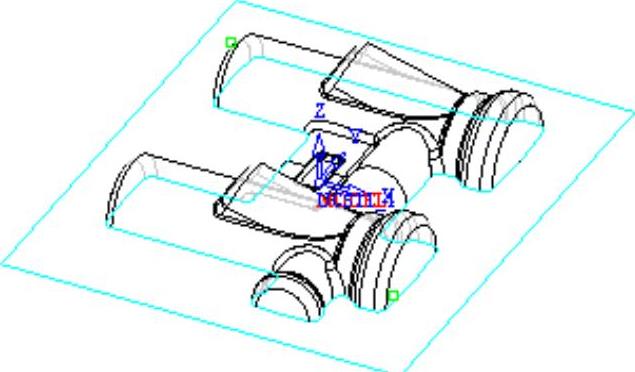
图2-173 文件调入
2)创建刀具。单击“加工向导”工具栏上的“刀具”按钮 ,弹出“刀具和卡头”对话框;单击
,弹出“刀具和卡头”对话框;单击 按钮,弹出“刀具库”对话框选择“BALL0”直径“2.0”刀具,如图2-174所示。依次单击确定按钮
按钮,弹出“刀具库”对话框选择“BALL0”直径“2.0”刀具,如图2-174所示。依次单击确定按钮 ,完成刀具创建。
,完成刀具创建。
3)创建程序。单击“加工向导”工具栏上的“加工程序”按钮 ,弹出“NC Process Manager”对话框,“主选择”为“局部精细加工”,“子选择”为“笔式铣”,如图2-175所示。
,弹出“NC Process Manager”对话框,“主选择”为“局部精细加工”,“子选择”为“笔式铣”,如图2-175所示。
4)选择加工曲面。展开“零件”选项,单击“零件曲面”按钮,然后单击“选择”工具栏上的选择所有按钮 ,系统选中所有曲面;单击鼠标中键完成曲面选择,返回程序对话框,如图2-176所示。
,系统选中所有曲面;单击鼠标中键完成曲面选择,返回程序对话框,如图2-176所示。
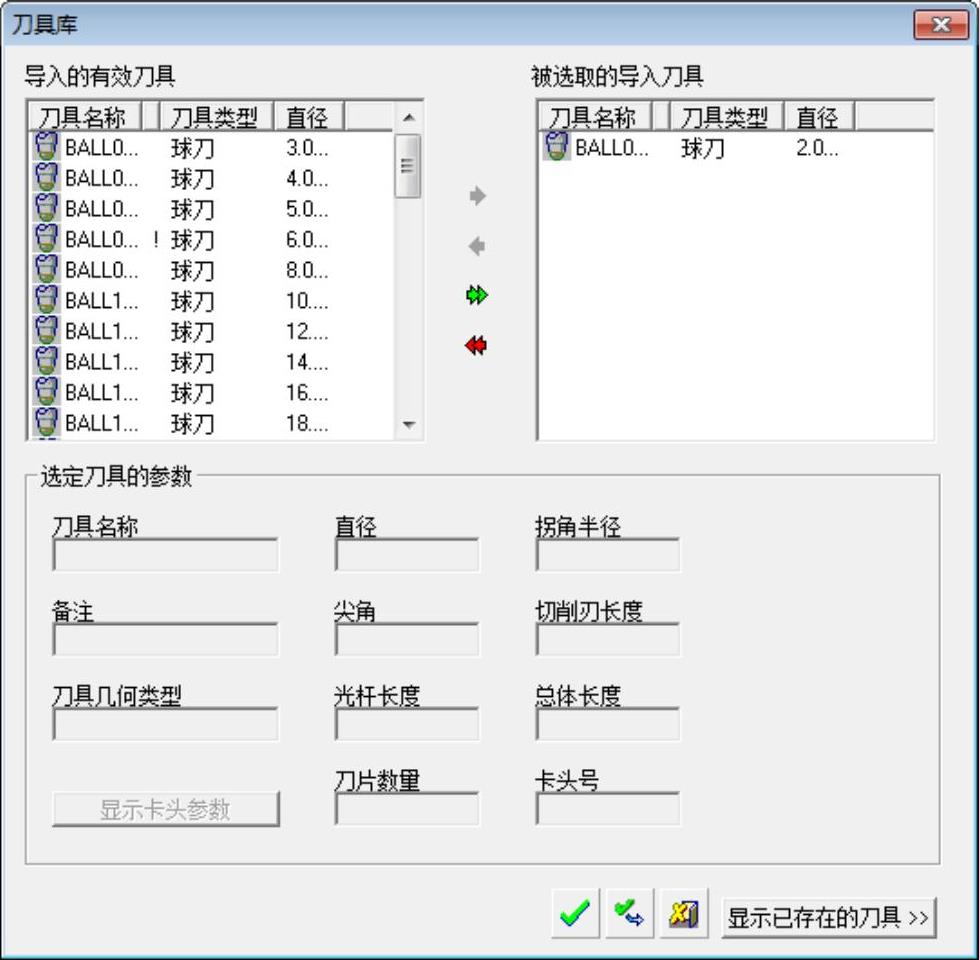
图2-174 “刀具库”对话框
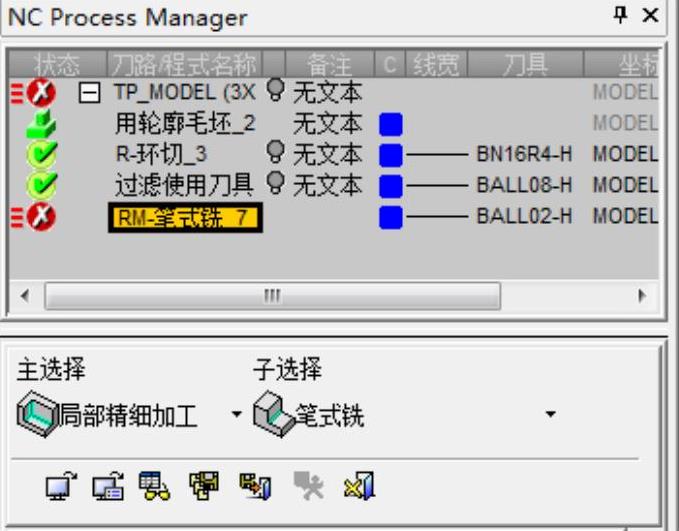
图2-175 “NC Process Manager”对话框
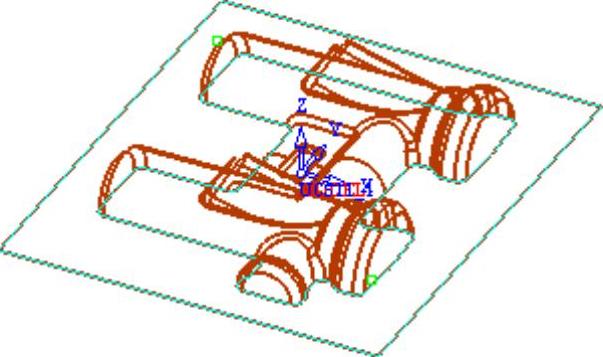
图2-176 “零件”选项
5)设置加工参数,具体步骤如下:
● 展开“刀路轨迹”选项,设置“切削方向”为“顺铣”,选中“多重”复选框;其他参数如图2-177所示。
● 展开“高速铣”选项,选中“快速圆角连接”复选框,如图2-178所示。
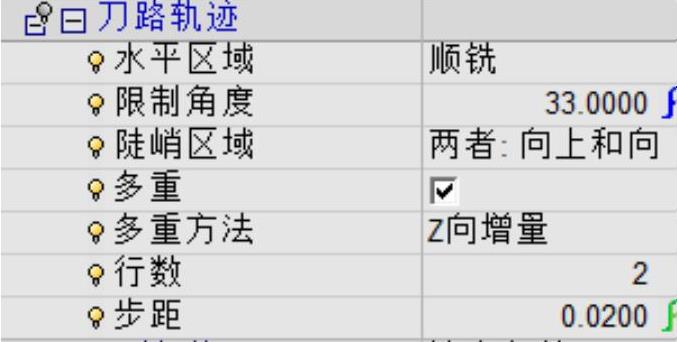
图2-177 进刀和退刀点参数

图2-178 高速铣
6)设置机床参数。展开“机床参数”选项,其他相关参数设置如图2-179所示。
7)计算刀具路径。完成参数设置后,单击“NC Process Manager”对话框中的保存并计算按钮 ,运算当前加工程序,此时图形区显示的刀具路径如图2-180所示。
,运算当前加工程序,此时图形区显示的刀具路径如图2-180所示。
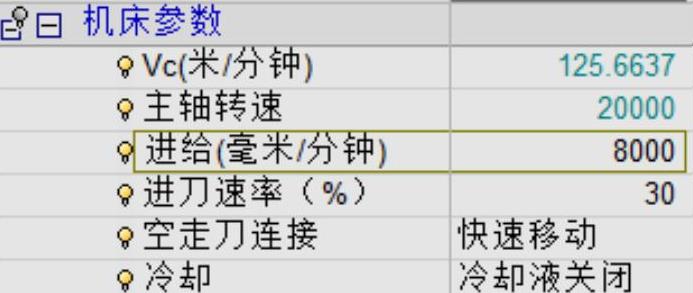
图2-179 设置机床参数
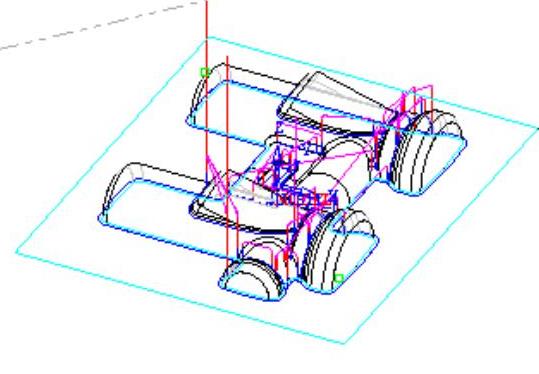
图2-180 生成的刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。