



高速加工切削用量的选择主要考虑加工效率、加工表面质量、刀具磨损和加工成本。不同刀具加工不同工件材料时,切削用量会有很大差异。
1.2.2.1 切削用量选择的原则
切削用量主要包括切削速度、进给量和背吃刀量。高速铣削用量一般选择高的切削速度Vc、中等的每齿进给量fz、较小的背吃刀量ap、适当大的侧吃刀量ae。例如:典型整体硬质合金立铣刀(采用TiCN或TiAlN涂层)切削48~58HRC淬硬钢时,粗加工选择Vc=100m/min,ap=(6%~8%)D(刀具直径),ae=(35%~40%)D,fz=0.05~0.1mm/z;半精加工选择Vc=150~200m/min,ap=(3%~4%)D,ae=(20%~40%)D,fz=0.05~0.15mm/z;精加工选择Vc=200~250m/min,ap=0.1~1.2mm,ae=0.1~0.2mm,fz=0.02~0.2mm/z。
1.刀具直径和有效直径
高速铣削用量与刀具材料关系密切,不同刀具牌号所需的铣削用量不同。另外需要注意的是,由于球头铣刀实际参与切削部分的直径和加工方式有关,在选择铣削用量时,要考虑刀具直径D和有效直径Deff的关系,如图1-16所示。
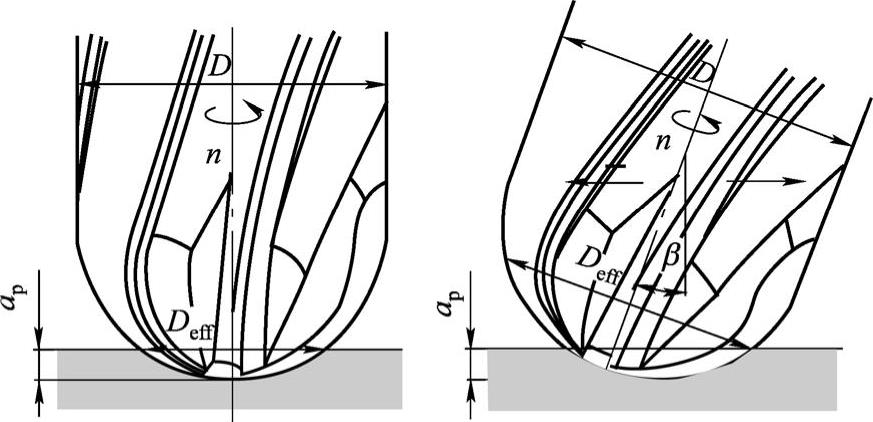
图1-16 各种铣削方式下的铣刀直径
对于分层铣和面铣等,有效直径为
刀轴直立
刀轴倾斜
铣刀实际参与切削部分的最大线速度定义为有效线速度,球头铣刀的有效线速度为
刀轴直立
刀轴倾斜
采用球头铣刀加工时,如果背吃刀量小于刀具半径,则有效直径将小于铣刀名义直径,有效速度也将小于名义速度;当采用圆弧铣刀浅切削深度时,也会出现上述情况。在优化加工参数时,应该按有效铣削速度选择。
2.选择侧吃刀量
在应用球头铣刀进行精加工曲面时,为了获得较好的表面粗糙度,减少或省去手工抛光,侧吃刀量最好和每齿进给量相等,这样加工出的表面纹理比较均匀,而且表面质量很高,如图1-17所示。
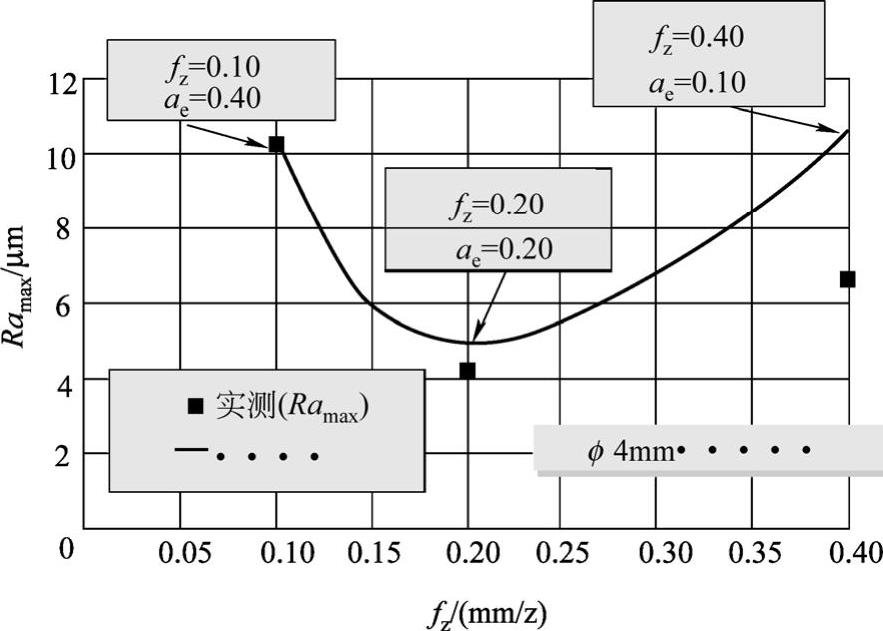
图1-17 侧吃刀量与每齿进给量对表面粗糙度的影响
3.选择背吃刀量
背吃刀量是制定合理的高速切削用量的重要参数。它由刀具长度、刀具的长径比以及工件材料的硬度等因素确定。对较硬材料的铣削,背吃刀量ap可由下式计算:
ap=RC1C2
式中,R为刀具圆角半径,C1为材料的硬度系数,C2为刀具的长径比系数。C1与C2如图1-18和图1-19所示。可见当材料硬度和刀具的长径比达到一定程度(材料硬度50HRC,长径比>5)时,材料硬度系数和刀具长径比系数急剧下降,允许的背吃刀量也随之急剧下降,这种情况要尽量避免。(https://www.xing528.com)
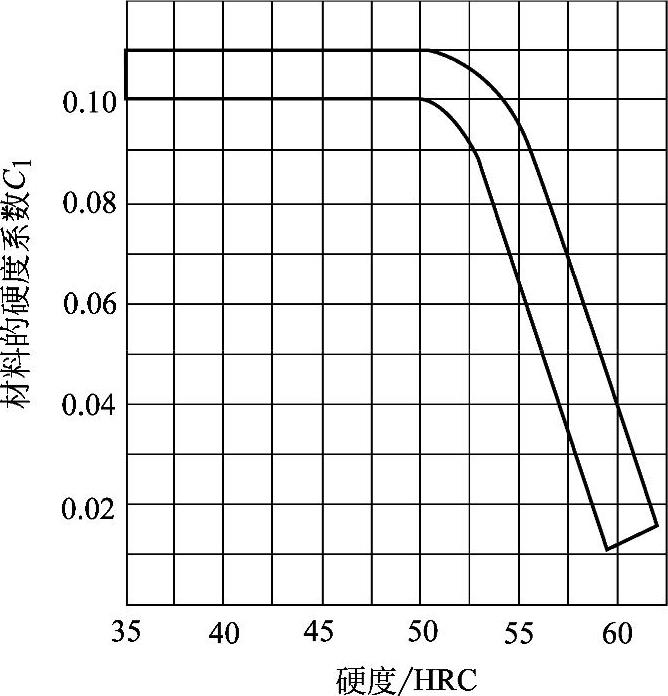
图1-18 材料的硬度系数
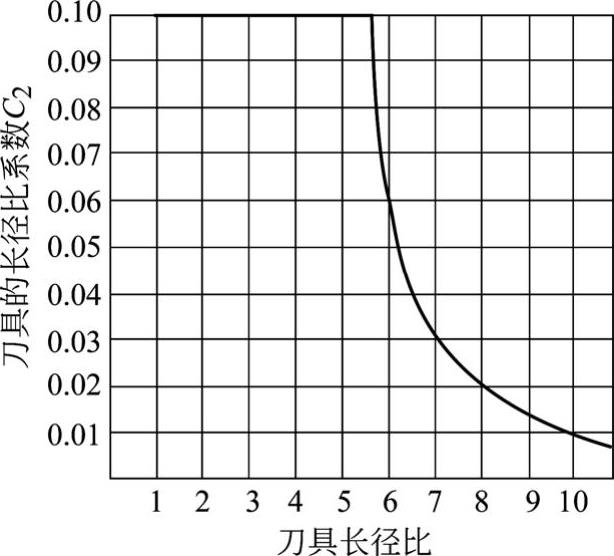
图1-19 刀具的长径比系数
1.2.2.2 常用材料的切削用量
1.钢的高速铣削用量
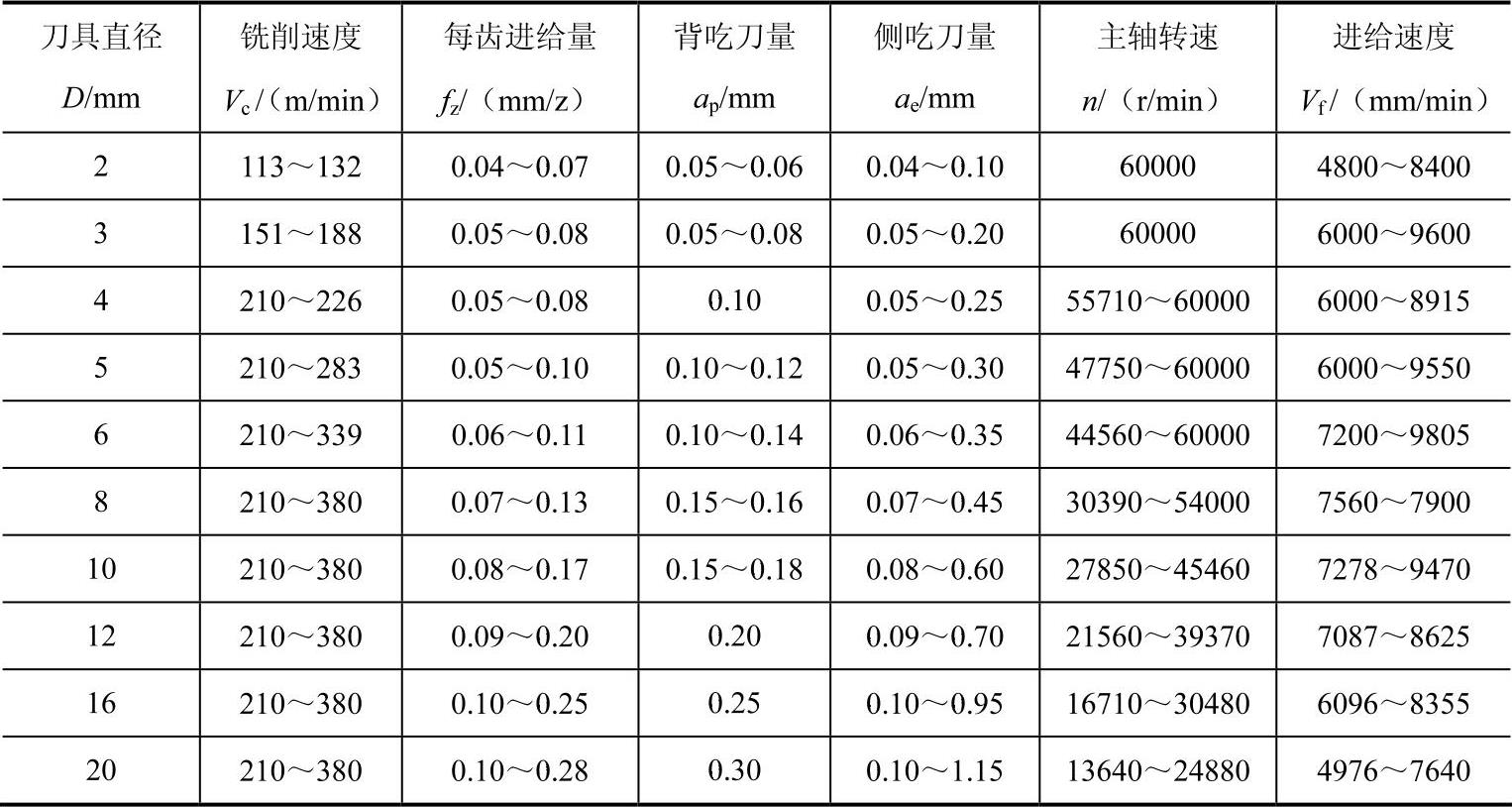
当铣削材料为淬硬工具钢时,硬度为48~52HRC,常用的高速铣削用量如表1-5所示。
表1-5 钢的高速铣削用量
2.高硬材料的高速铣削用量
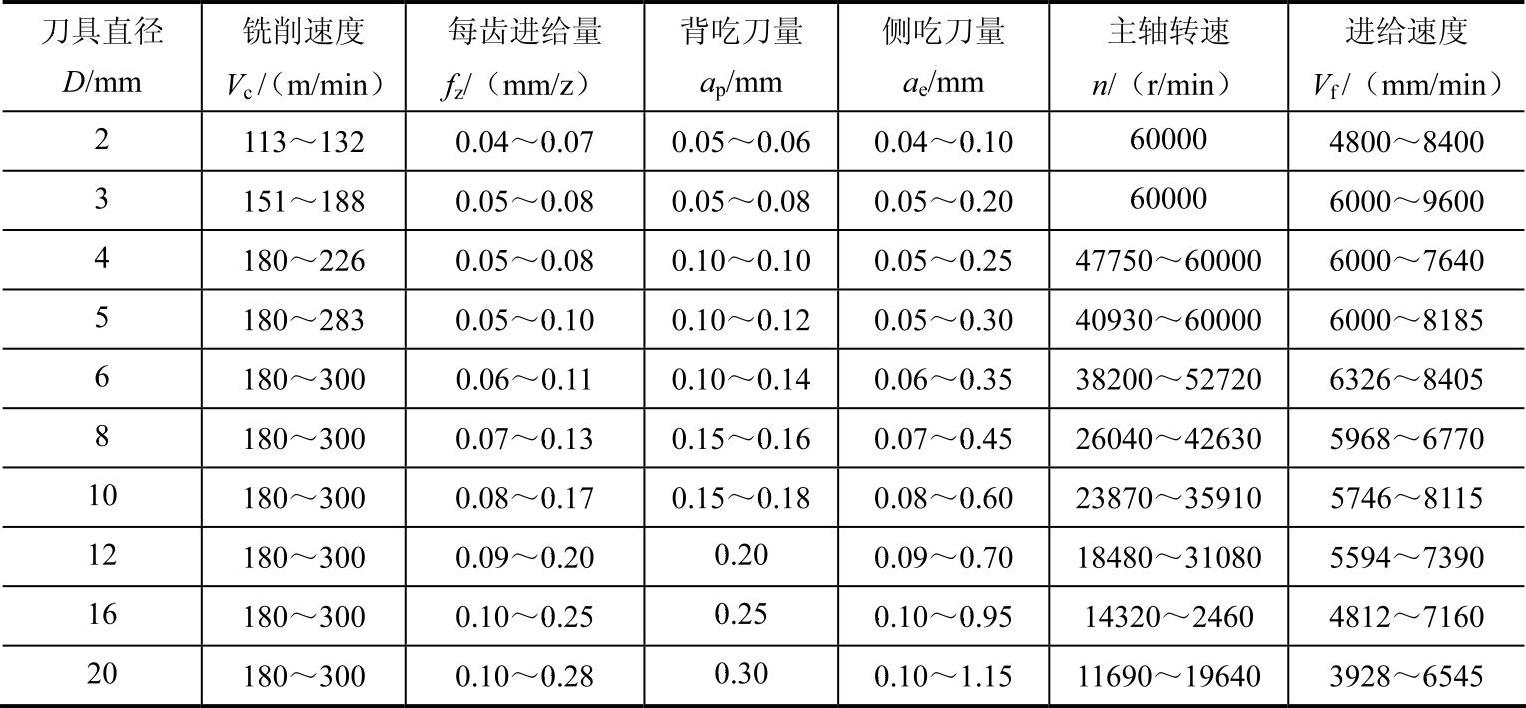
当铣削材料为淬硬工具钢、弹簧钢时,硬度为52~56HRC,常用的高速铣削用量如表1-6所示。
表1-6 高硬材料的高速铣削用量
3.轻合金的高速铣削用量
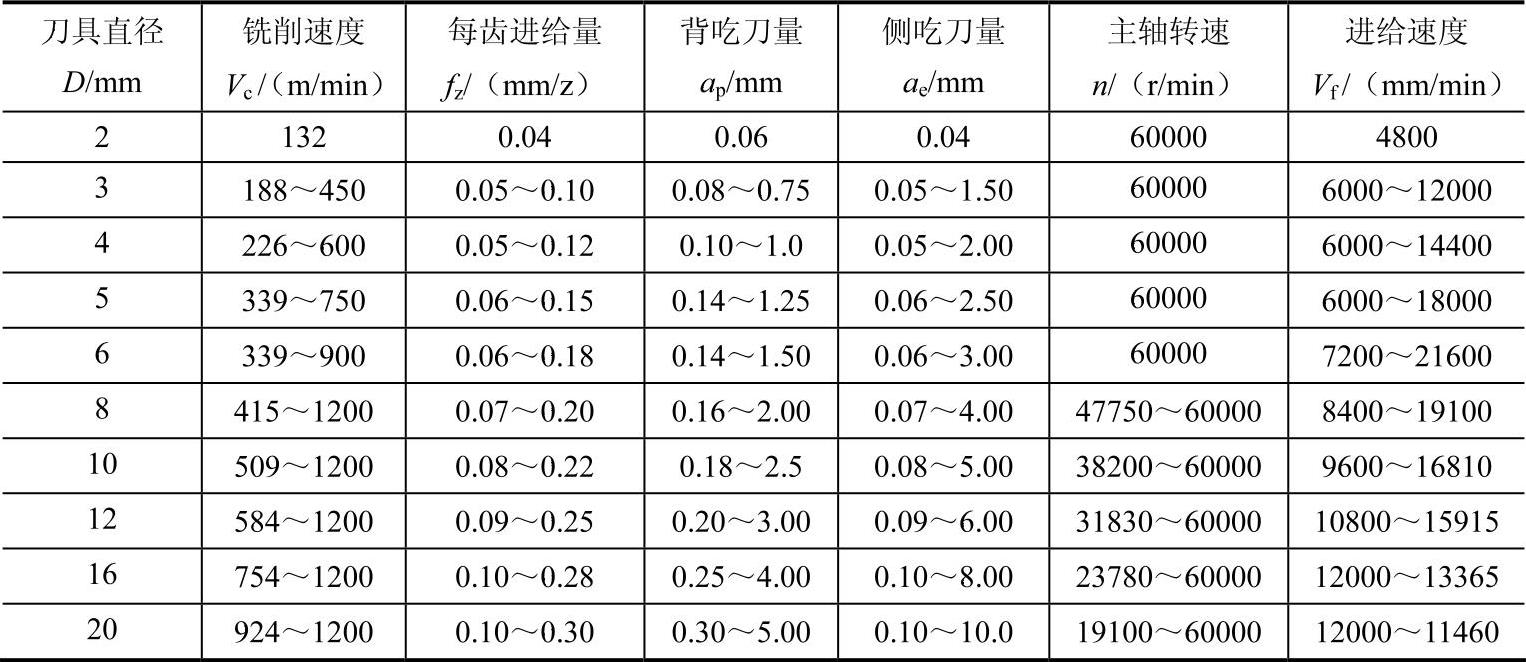
当铣削材料为铝合金时,常用的高速铣削用量如表1-7所示。
表1-7 铝的高速铣削用量
4.不锈钢、钛合金的高速铣削用量
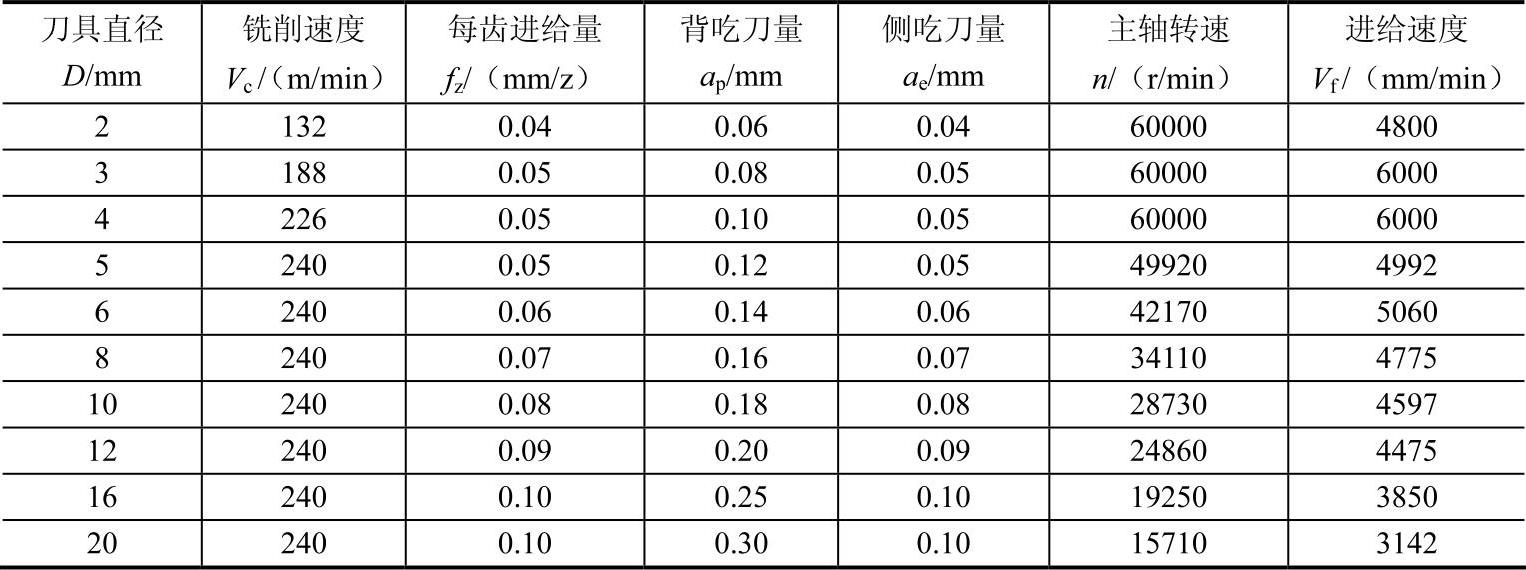
当铣削材料为不锈钢、钛合金时,常用的高速铣削用量如表1-8所示。
表1-8 不锈钢、钛合金的高速铣削用量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。