



百分表是利用齿条齿轮或杠杆齿轮传动,将测量杆的直线位移变为指针的角位移的计量器具。百分表的结构如图2-7所示。百分表的圆表盘上印制有100个等分刻度,即每一分度值相当于测量杆移动0.01mm。百分表主要用于测量制件的尺寸和形状、位置误差等。分度值为0.01mm,测量范围为0~3mm、0~5mm、0~10mm。
百分表的工作原理是将被测尺寸引起的测量杆微小直线移动,经过齿轮传动放大,变为指针在刻度盘上的转动,从而读出被测尺寸的大小。当测量杆7向上或向下移动1mm时,通过齿轮传动系统带动大指针5转一圈,小指针4转一格。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
使用百分表寻找程序原点只适合几何形状为回转体的零件,通过百分表找正使得主轴轴心线与工件轴心线同轴,如图2-8所示。
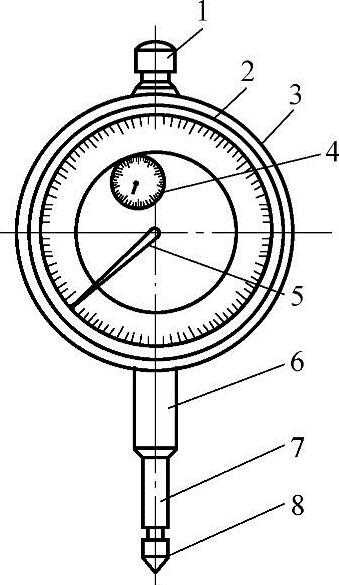
图2-7 百分表的结构
1—手提测量杆用的圆头 2—表盘上的刻度值 3—转动表圈 4—小指针 5—大指针 6—套筒 7—测量杆 8—测量头(https://www.xing528.com)

图2-8 百分表找正方法
找正方法:
1)在找正之前,先用手动方式把主轴降到工件上表面附近,大致地使主轴轴心线与工件轴心线同轴,再抬起主轴到一定的高度,把磁力表座吸附在主轴端面,安装好测量头,使测量头与工件圆柱表面垂直。
2)找正时,可先对X轴或Y轴进行单独找正。若先对X轴找正,则规定Y轴不动,调整工件在X方向的坐标。通过旋转主轴使得百分表绕着工件在X1与X2点之间作旋转运动,通过反复调整工作台X方向的运动,使得百分表指针在X1点的位置与X2点相同,说明X轴的找正完毕。同理,进行Y轴的找正。
3)记录“POS”屏幕中的机械坐标值中X、Y坐标值,即为工件坐标系(G54)X、Y坐标值。输入相应的工件偏置坐标系。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。