



【摘要】:(一)顺铣与逆铣图1-10所示为使用立铣刀进行切削时的顺铣与逆铣(俯视图)。从图1-13a可以看出,当用立铣刀顺铣时,刀具在切削时会产生让刀现象,即切削时出现“欠切”;而用立铣刀逆铣时,刀具在切削时会产生啃刀现象,即切削时出现“过切”。在编程时,如果粗加工采用顺铣,则可以不留精加工余量;而粗加工采用逆铣,则必须留精加工余量,预防由于“过切”引起加工工件的报废。图1-13 顺铣、逆铣对切削的影响
(一)顺铣与逆铣
图1-10所示为使用立铣刀进行切削时的顺铣与逆铣(俯视图)。为便于记忆,把顺铣、逆铣归纳为:切削工件外轮廓时,绕工件外轮廓顺时针进给即为顺铣(图1-11a),绕工件外轮廓逆时针进给即为逆铣(图1-11b);切削工件内轮廓时,绕工件内轮廓逆时针进给即为顺铣(图1-12a),绕工件内轮廓顺时针进给即为逆铣(图1-12b)。
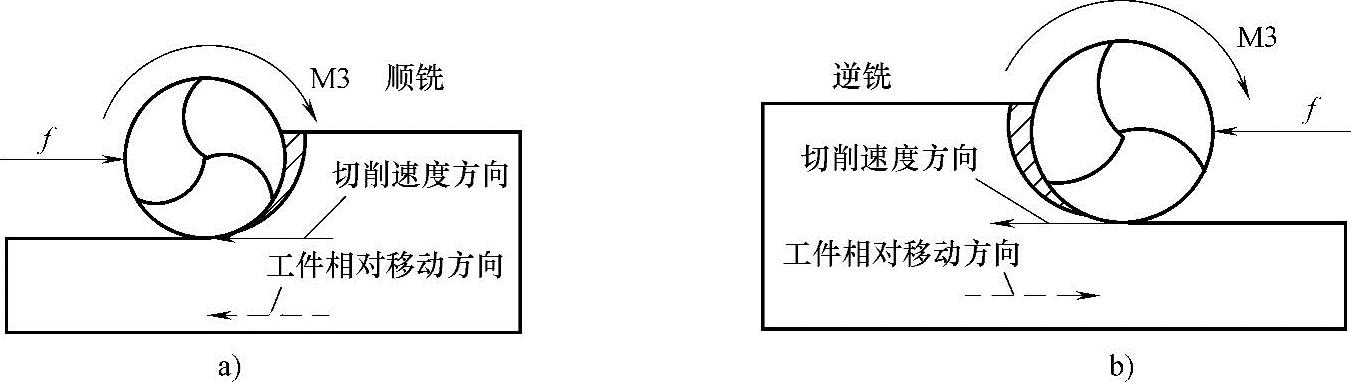
图1-10 顺铣与逆铣
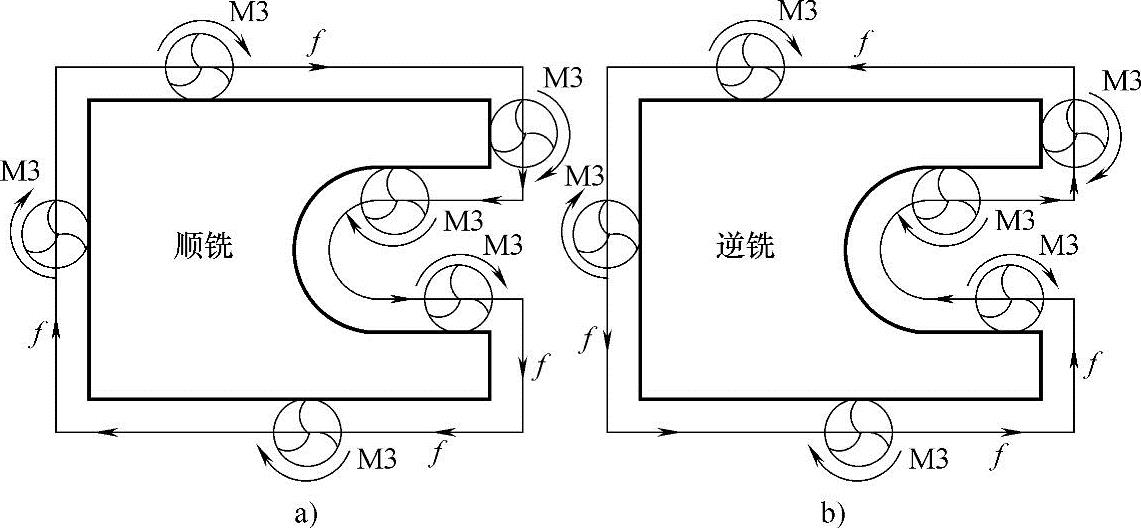
图1-11 顺铣、逆铣与进给的关系(一)
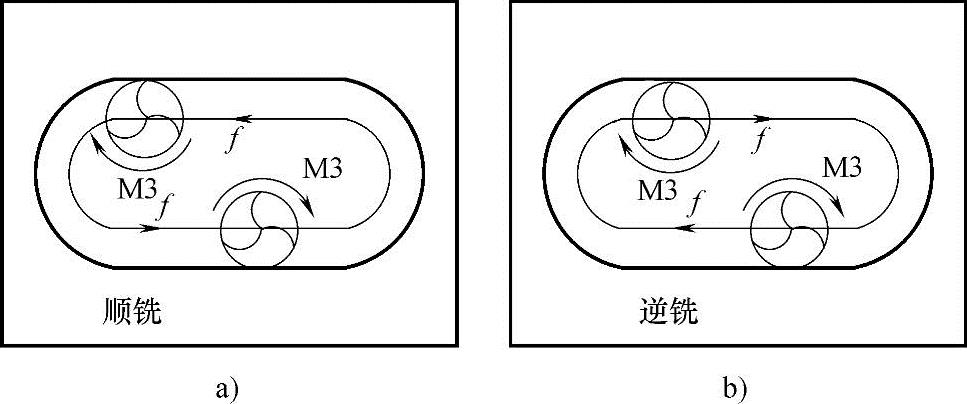
图1-12 顺铣、逆铣与进给的关系(二)(https://www.xing528.com)
(二)顺铣、逆铣对切削的影响
对于立式数控铣床(加工中心)所采用的立铣刀,装在主轴上时,相当于悬臂梁结构,在切削加工时刀具会产生弹性弯曲变形,如图1-13所示。
从图1-13a可以看出,当用立铣刀顺铣时,刀具在切削时会产生让刀现象,即切削时出现“欠切”;而用立铣刀逆铣时(图1-13b),刀具在切削时会产生啃刀现象,即切削时出现“过切”。这种现象在刀具直径越小、刀杆伸出越长时越明显,所以在选择刀具时,从提高生产率、减小刀具弹性弯曲变形的影响这些方面考虑,应选直径大的;在装刀时刀杆尽量伸出短些。
在编程时,如果粗加工采用顺铣,则可以不留精加工余量(余量在切削时由让刀让出);而粗加工采用逆铣,则必须留精加工余量,预防由于“过切”引起加工工件的报废。
为此,为编程及设置参数的方便,在后面的编程中,粗加工一律采用顺铣;而半精加工或精加工,由于切削余量较小,切削力使刀具产生的弹性弯曲变形很小,所以既可以采用顺铣,也可以采用逆铣。
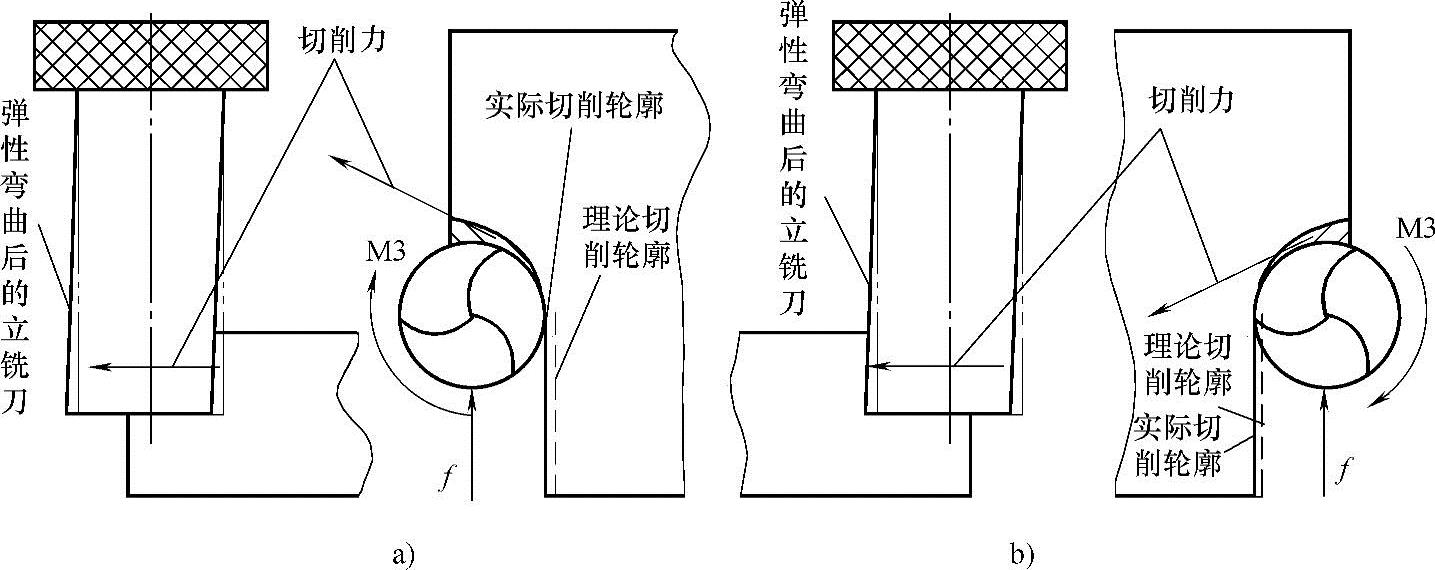
图1-13 顺铣、逆铣对切削的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。