



任务目标
1)了解内沟槽相关知识。
2)应用G00、G01、G04指令编写内沟槽加工程序。
3)掌握子程序的调用格式。
4)掌握内切槽刀的安装、对刀方法,完成内沟槽的加工。
任务要求
完成图2-2所示的加工任务。
相关知识
一、内沟槽的作用
1)退刀作用:在加工内螺纹、镗内孔和磨内孔等退刀时使用。
2)密封作用:在内沟槽里面嵌入油毛毡等密封软介质,可防止设备内油液溢出。
3)通道作用:在液压和气动滑阀中,作为通油和通气的导槽。
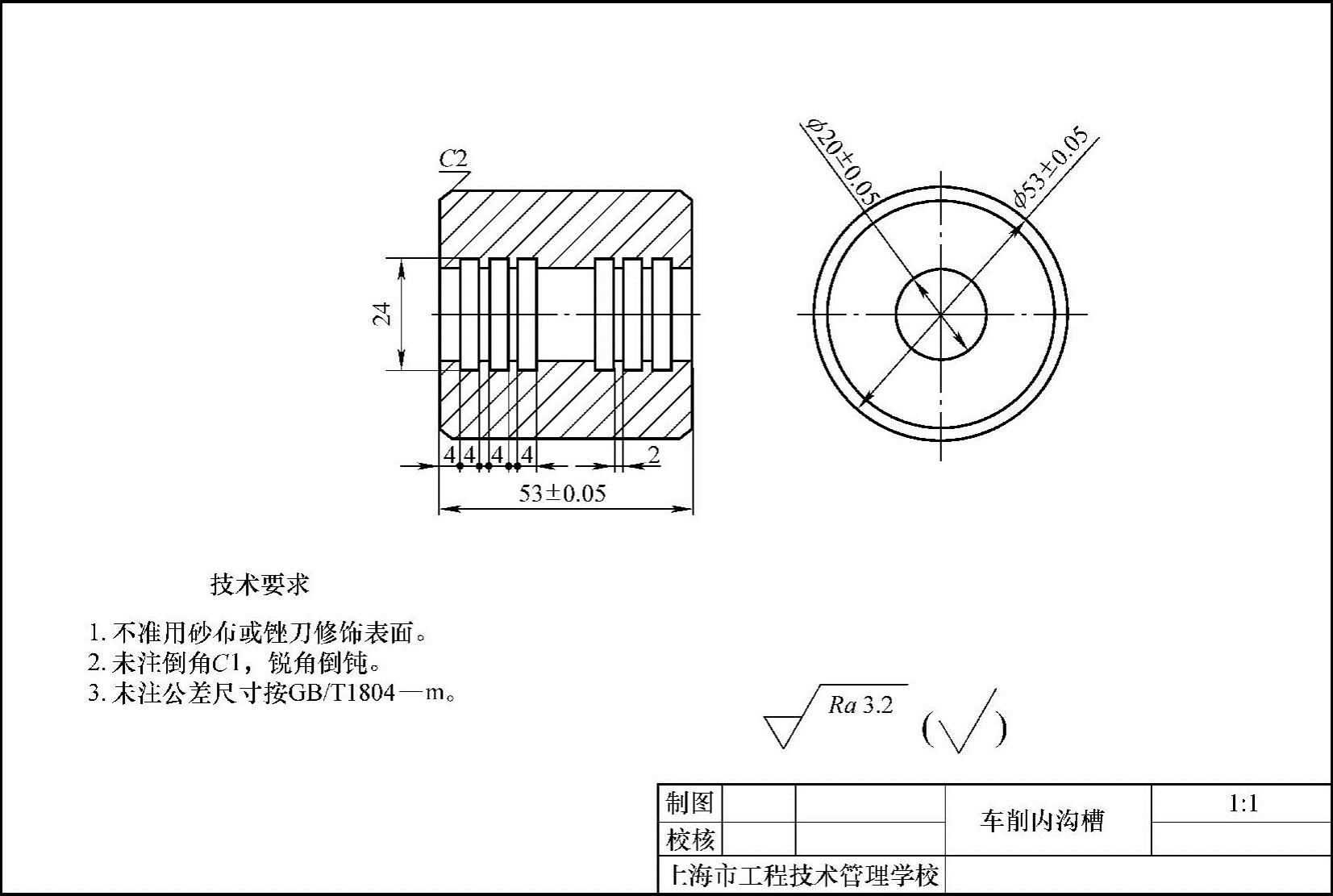
图2-2 内沟槽零件图
二、内切槽刀及其安装
内切槽刀(图2-3)与切断刀的几何形状基本上一样,只是安装方向相反。安装时应使主切削刃与内孔中心等高,两侧副偏角必须对称。车内沟槽时,刀头伸出的长度应大于槽深,同时应保证刀杆直径加上刀头在刀杆上伸出的长度小于内孔直径。
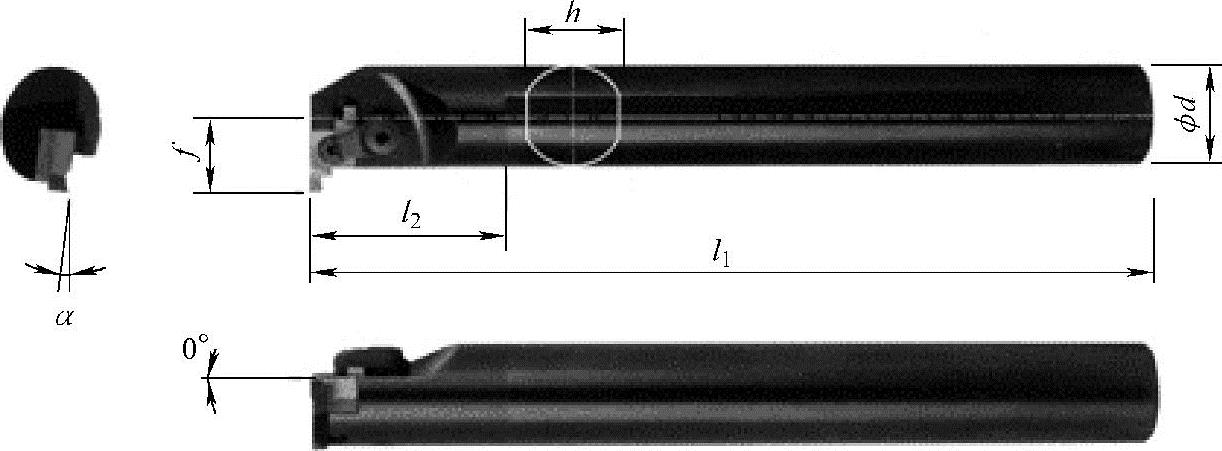
图2-3 内切槽刀
三、内沟槽的车削方法
1)车削内沟槽时,刀杆直径受孔径和槽深的限制,比镗孔时的直径还要小,特别是车孔径小、沟槽深的内沟槽时,情况更为突出。车削内沟槽时排屑特别困难,先要从沟槽内出来,然后再从内孔中排出,切屑的排出要经过90°的转弯。
2)车削内沟槽时的尺寸控制方法:狭槽可选用准确的刀头宽度加工出来。加工宽槽和多槽工件时,可在编程时采用调用子程序和G75切槽复合循环指令编程方法进行内沟槽加工。车削梯形槽和倒角槽时,一般可先加工出与槽底等宽的直槽,再沿相应梯形角度或倒角角度,移动刀具车削出梯形槽和倒角槽。
四、切削用量的选择
(一)背吃刀量
横向切削时,背吃刀量等于内切槽刀的主切削刃宽度,所以只需确定切削速度和进给量。
(二)进给量f
由于刀具刚性、强度及散热条件较差,所以应适当地减小进给量。进给量太大时,容易使刀具折断;进给量太小时,刀具后面与工件产生强烈摩擦会引起振动。具体数值根据工件和刀具材料来决定。一般用高速钢刀具加工钢料时,f=0.05~0.1mm/r;加工铸铁时,f=0.1~0.2mm/r。用硬质合金刀具加工钢料时,f=0.1~0.2mm/r;加工铸铁时,f=0.15~0.25mm/r。
(三)切削速度v
切断时的实际切削速度随刀具的切入越来越低,因此切断时的切削速度可选得高些。用高速钢刀具加工钢料时,v=30~40m/min;加工铸铁时,v=15~25m/min。用硬质合金刀具加工钢料时,v=80~120m/min;加工铸铁时,v=60~100m/min。
五、内沟槽的测量
内沟槽的测量方法如图2-4所示。
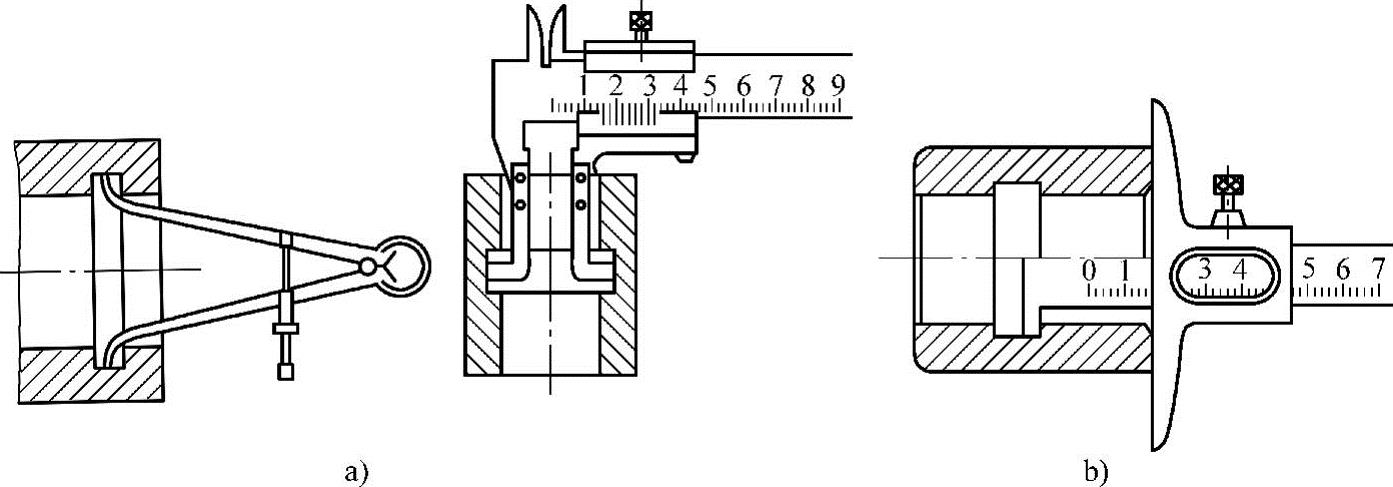
图2-4 内沟槽的测量方法
a)内沟槽直径的测量 b)内沟槽轴向尺寸的测量
六、子程序的调用
(一)子程序的定义
在编制加工程序的过程中,有时会遇到一组程序段在一个程序中多次出现,或者几个程序中都要使用它,可以把这类程序做成固定程序,并单独加以命名,事先存储起来,这组程序段就称为子程序。
(二)子程序的调用格式
子程序可以在存储器方式下调出使用,主程序可以调用子程序,一个子程序也可以调用下一级的子程序,子程序执行完后返回到主程序中调用子程序的程序段的下一句程序段运行。子程序的调用格式如下:(https://www.xing528.com)
M98 P_;
其中,P为被调用的子程序号,P后跟8位数,前四位表示调用子程序的次数,省略时为调用一次;后四位表示所调用的子程序名。
子程序的格式与主程序相似,区别在于程序结束后使用M99从子程序返回,如
O××××;
…
M99;
(三)子程序的应用原则
1)零件上有若干处相同的轮廓形状。在这种情况下只编写一个子程序,然后用主程序调用该子程序就可以了。
2)程序的内容具有相对独立性。在加工较复杂的零件时,往往包含许多独立的工序,有时工序之间的调整也是容许的,为了优化加工顺序,把每一个工序编成一个独立的子程序,主程序中只需加入换刀和调用子程序等指令即可。
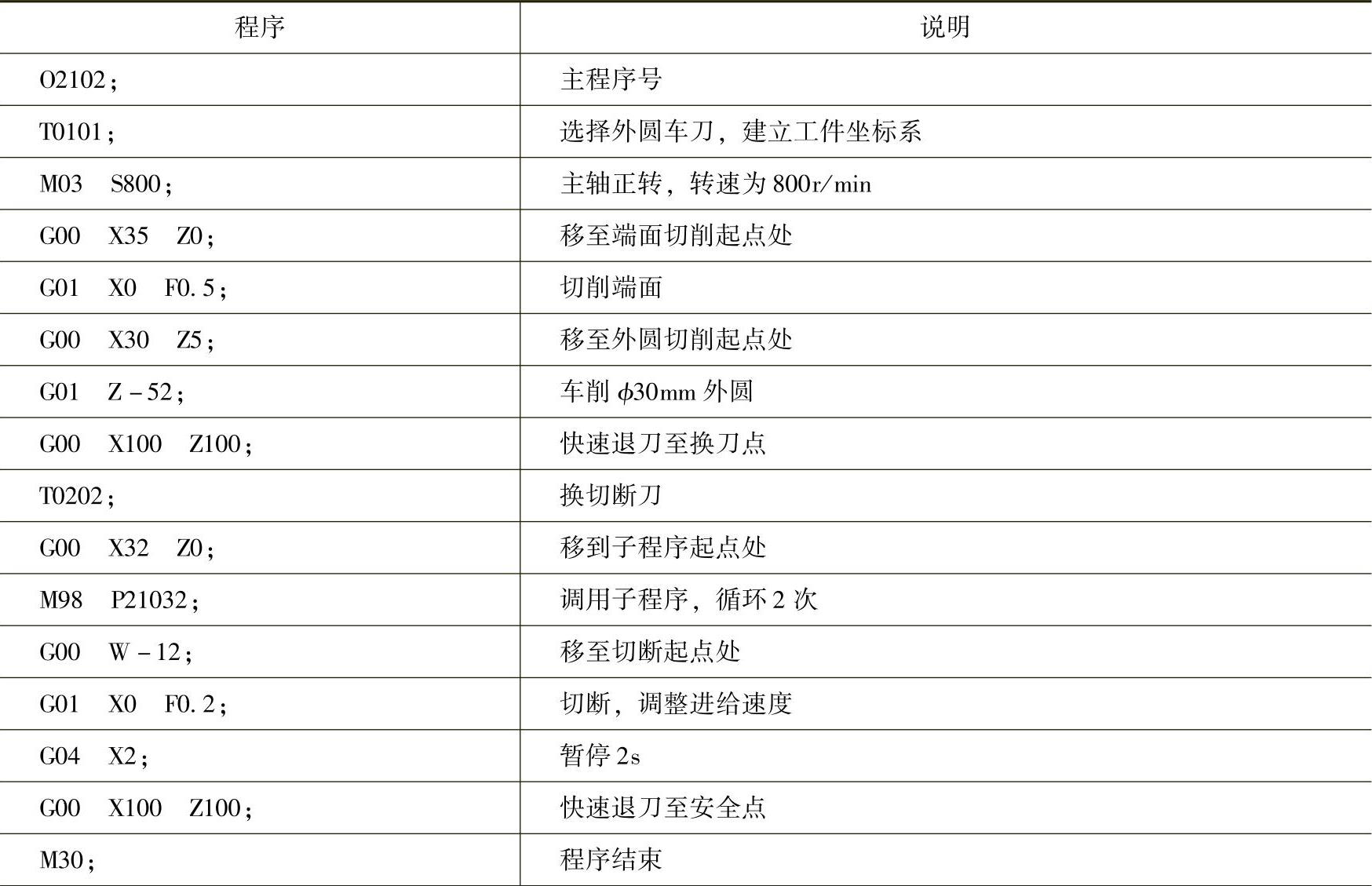
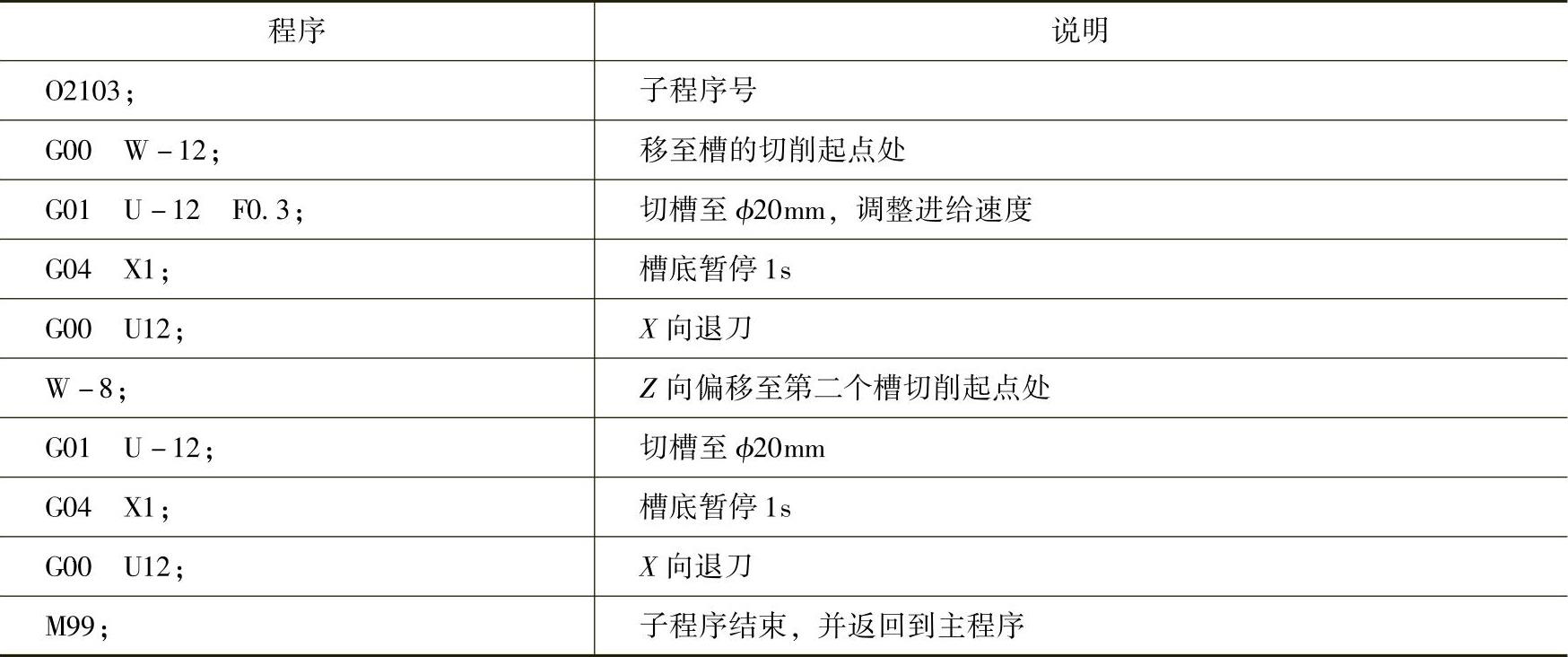
例:使用子程序进行切槽部分(图2-5)程序的编制,参考程序见表2-3。
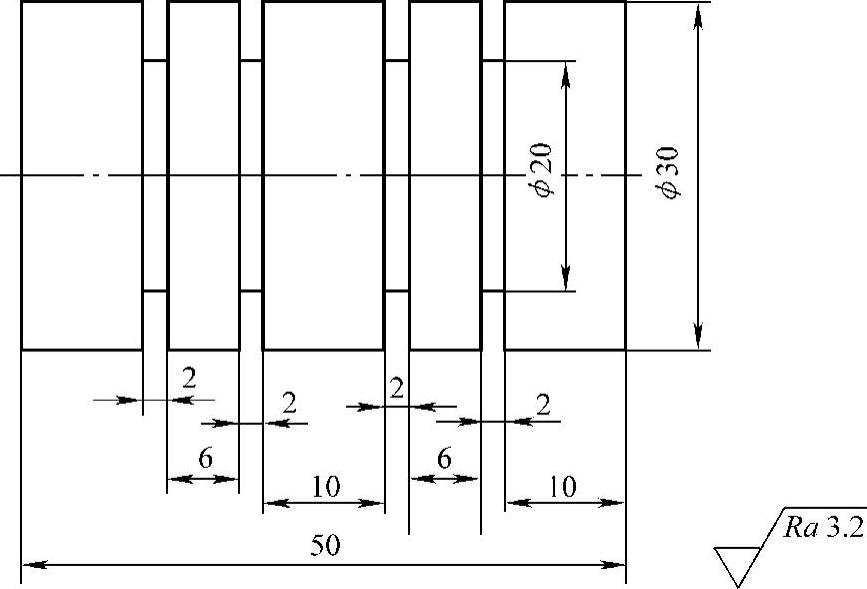
图2-5 子程序应用实例
表2-3 参考程序
(续)
任务实施
一、程序编制
内沟槽加工程序见表2-4。
表2-4 内沟槽加工程序
二、零件加工
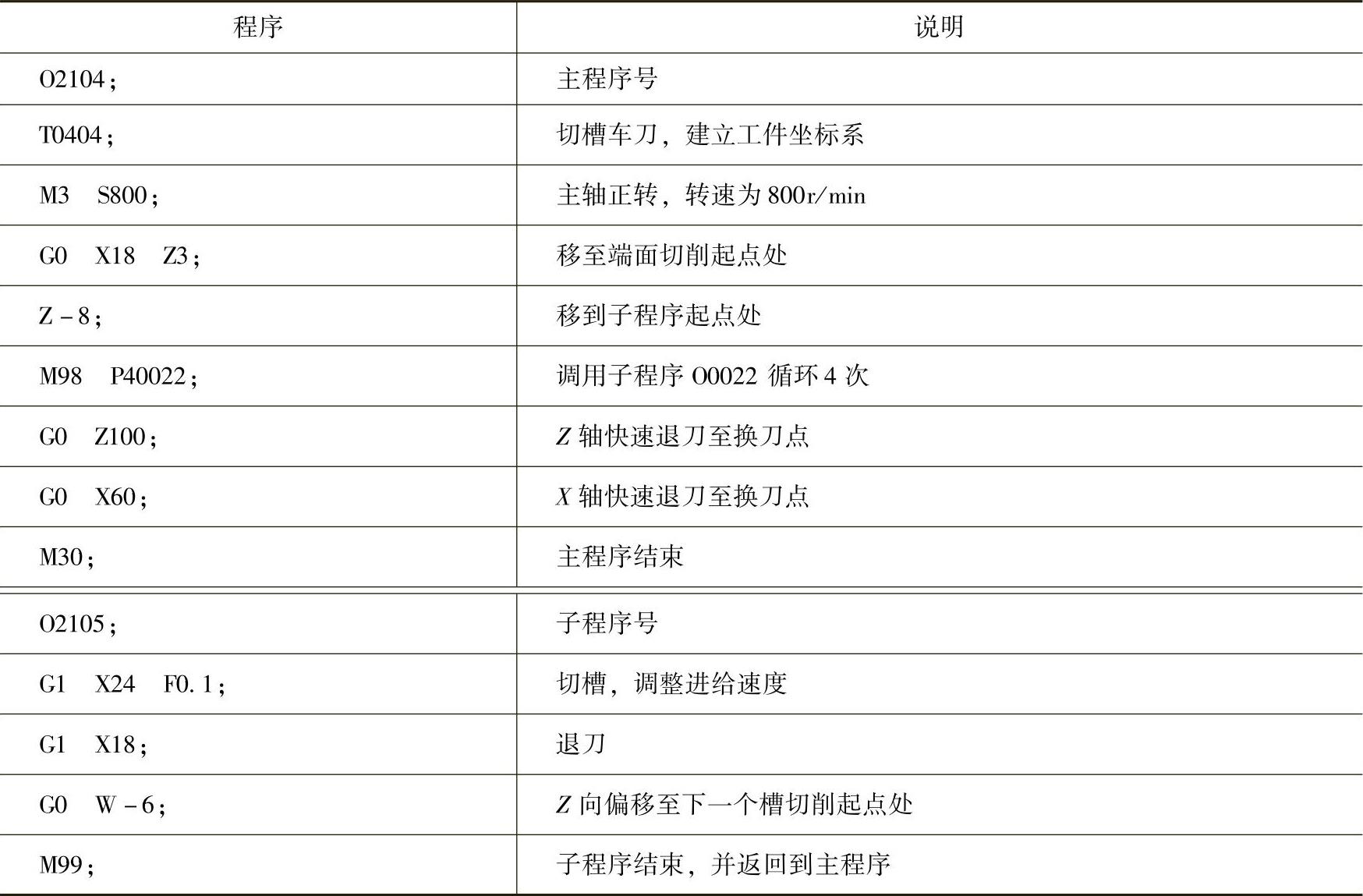
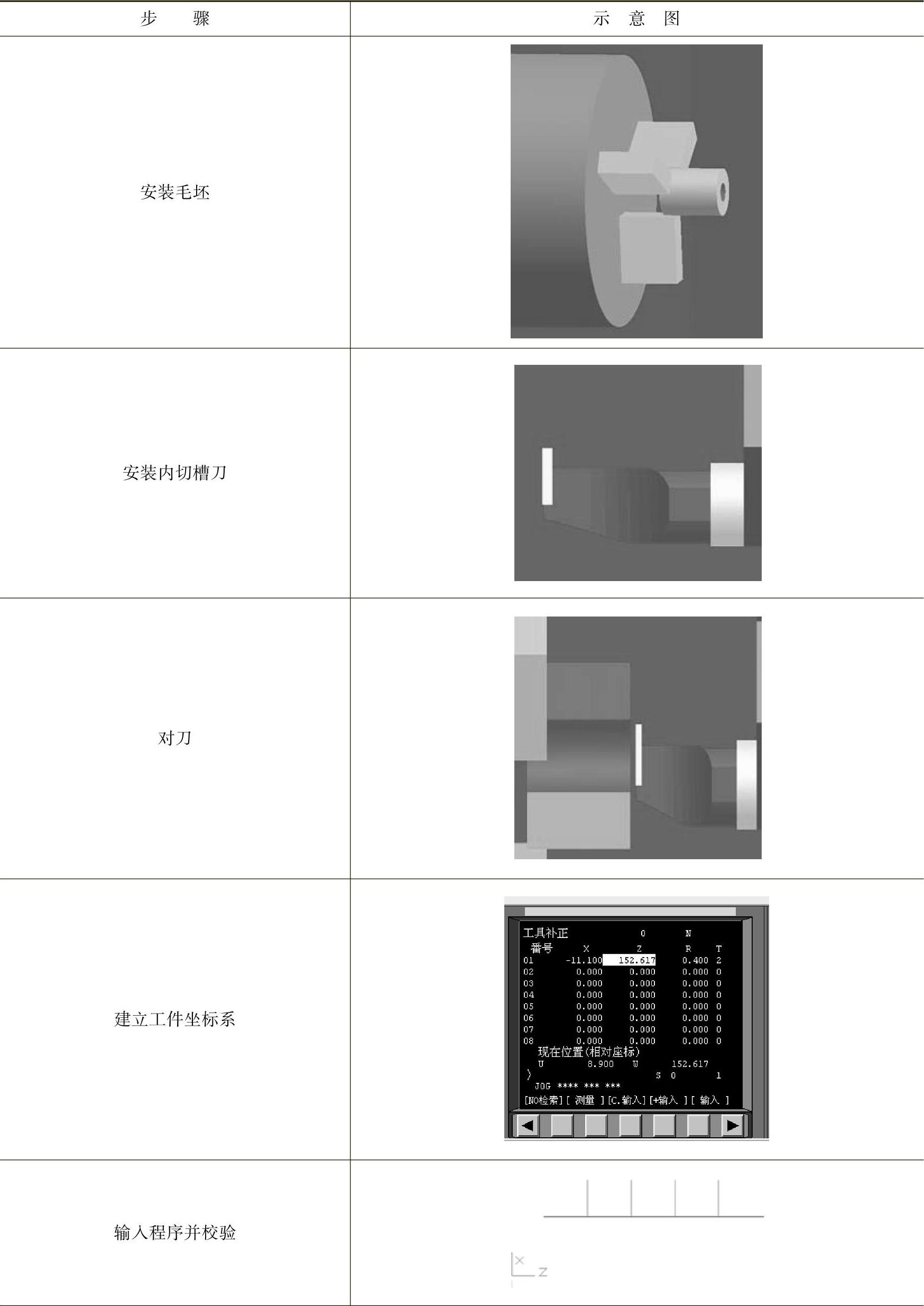
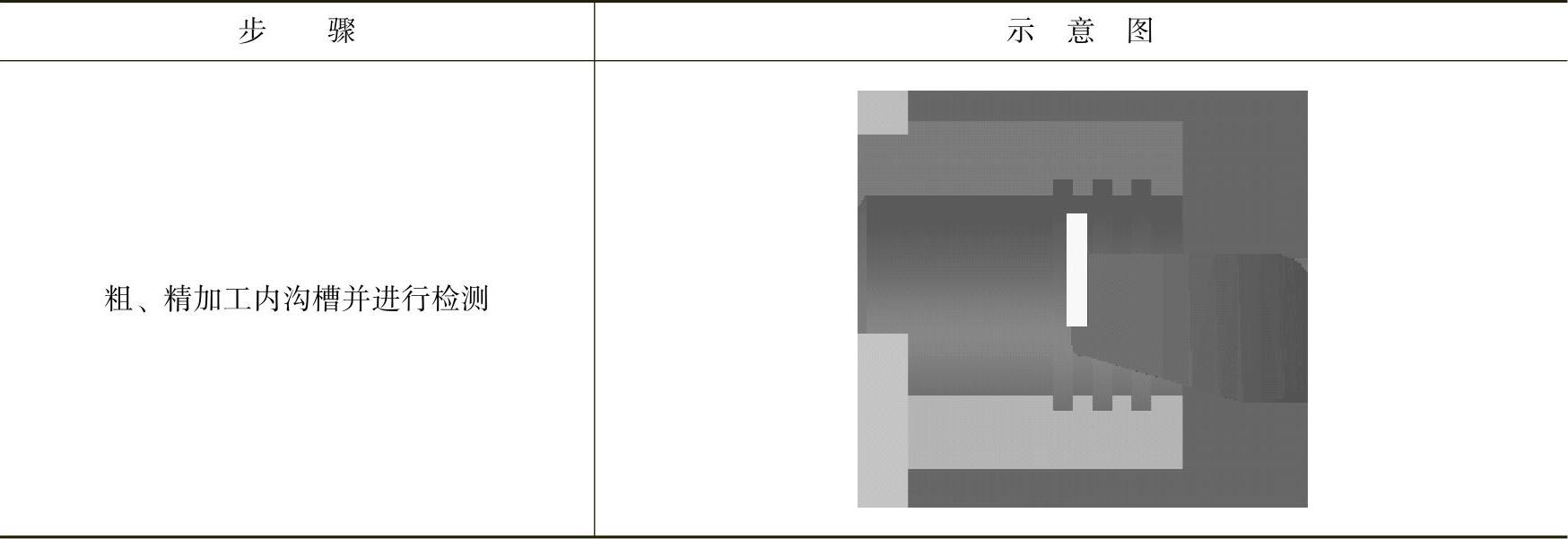
内沟槽零件加工步骤见表2-5。
表2-5 内沟槽零件加工步骤
(续)
三、误差分析
内沟槽加工误差分析见表2-6。
表2-6 内沟槽加工误差分析

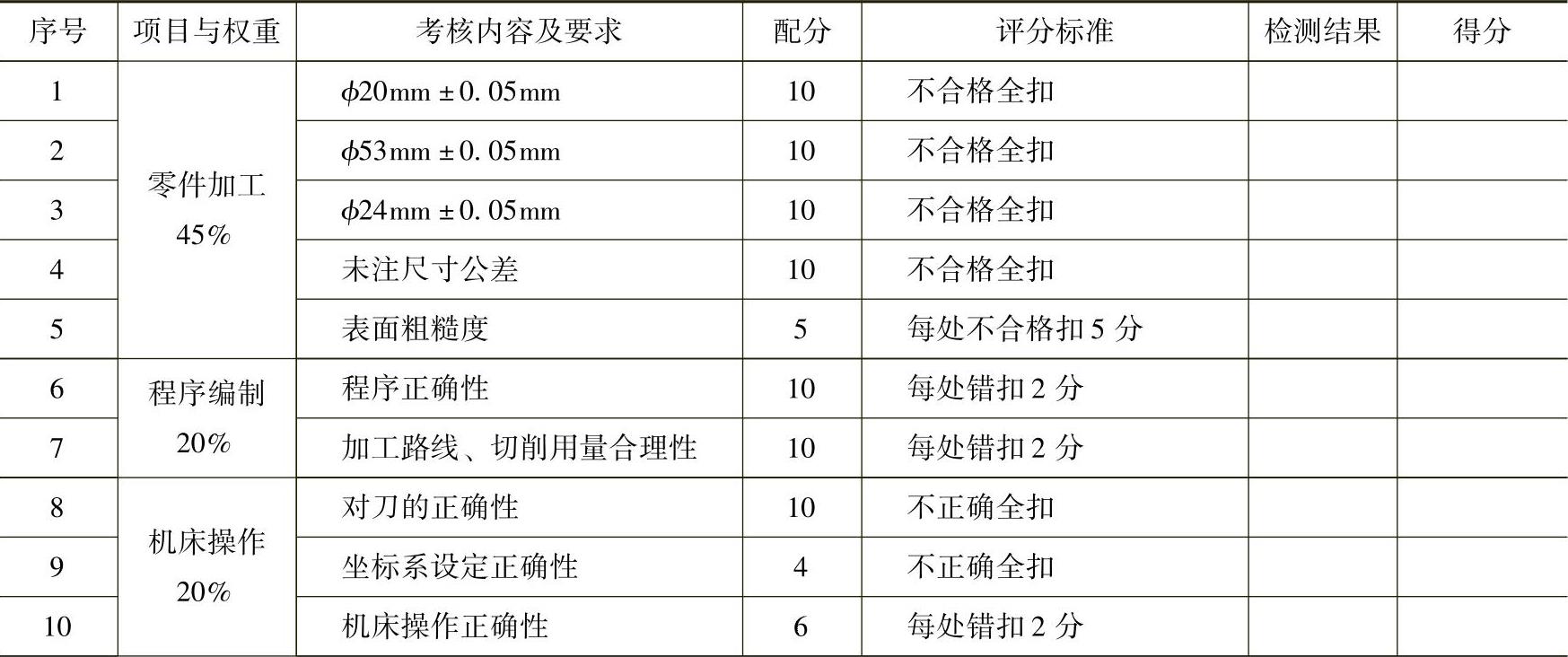
任务评价
填写任务评价表(表2-7)。
表2-7 任务评价表
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。