



任务目标
1)掌握封闭切削循环指令G73的格式和功能。
2)掌握刀尖圆弧半径补偿指令的应用。
3)掌握利用百分表找正工件同轴度的方法。
4)掌握控制阶台长度和工件总长的方法。
任务要求
完成图1-19所示加工任务。
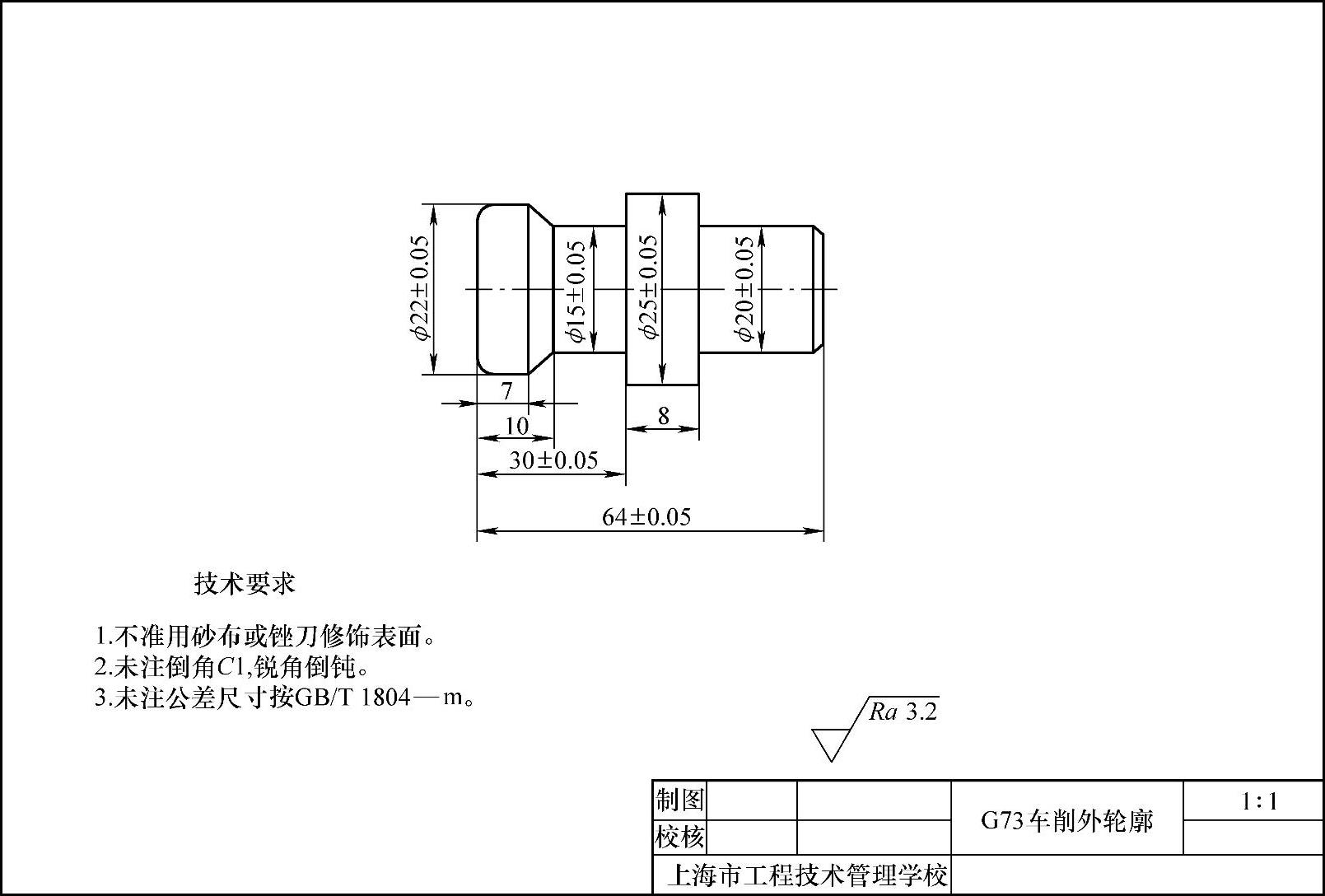
图1-19 G73车削外轮廓
相关知识
一、封闭切削循环指令G73
封闭切削循环是一种复合固定循环,如图1-20所示。封闭切削循环适于对铸、锻毛坯进行切削,对零件轮廓的单调性则没有要求。
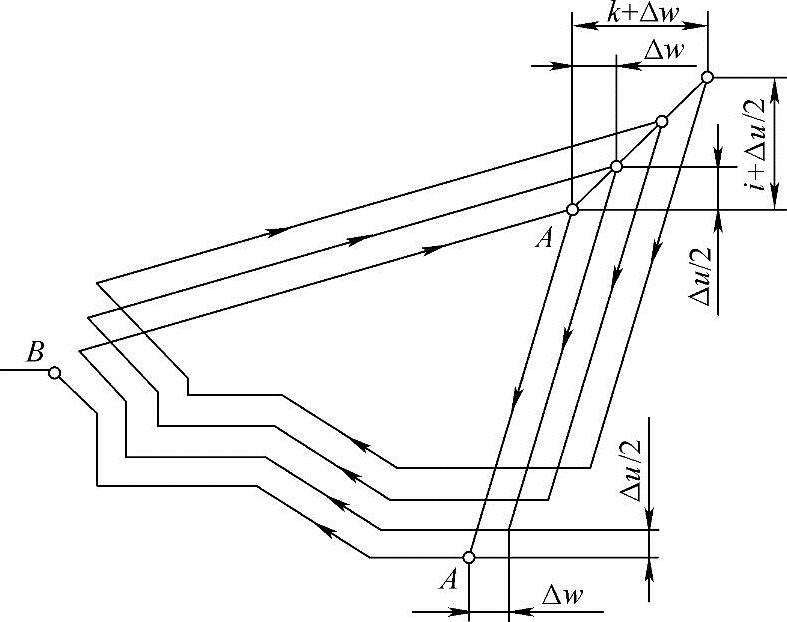
图1-20 封闭切削循环
编程格式:
G73 U(i) W(k) R(d);
G73 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t);
说明:
i:X向总退刀量。
k:Z向总退刀量(半径值)。
d:重复加工次数。
ns:精加工轮廓程序段中开始程序段的段号。
nf:精加工轮廓程序段中结束程序段的段号。
Δu:X向精加工余量。
Δw:Z向精加工余量。
f、s、t:F、S、T代码。
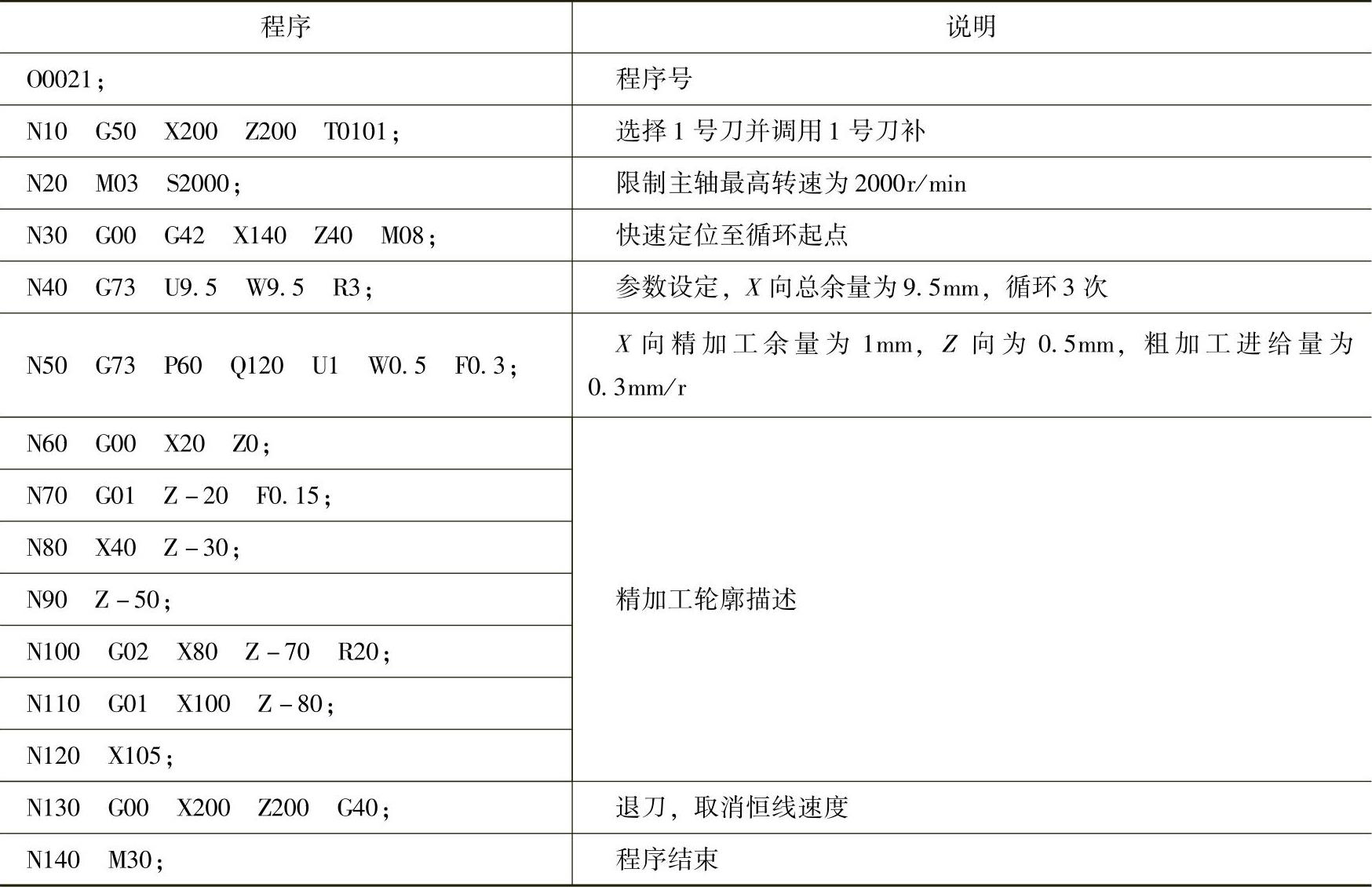
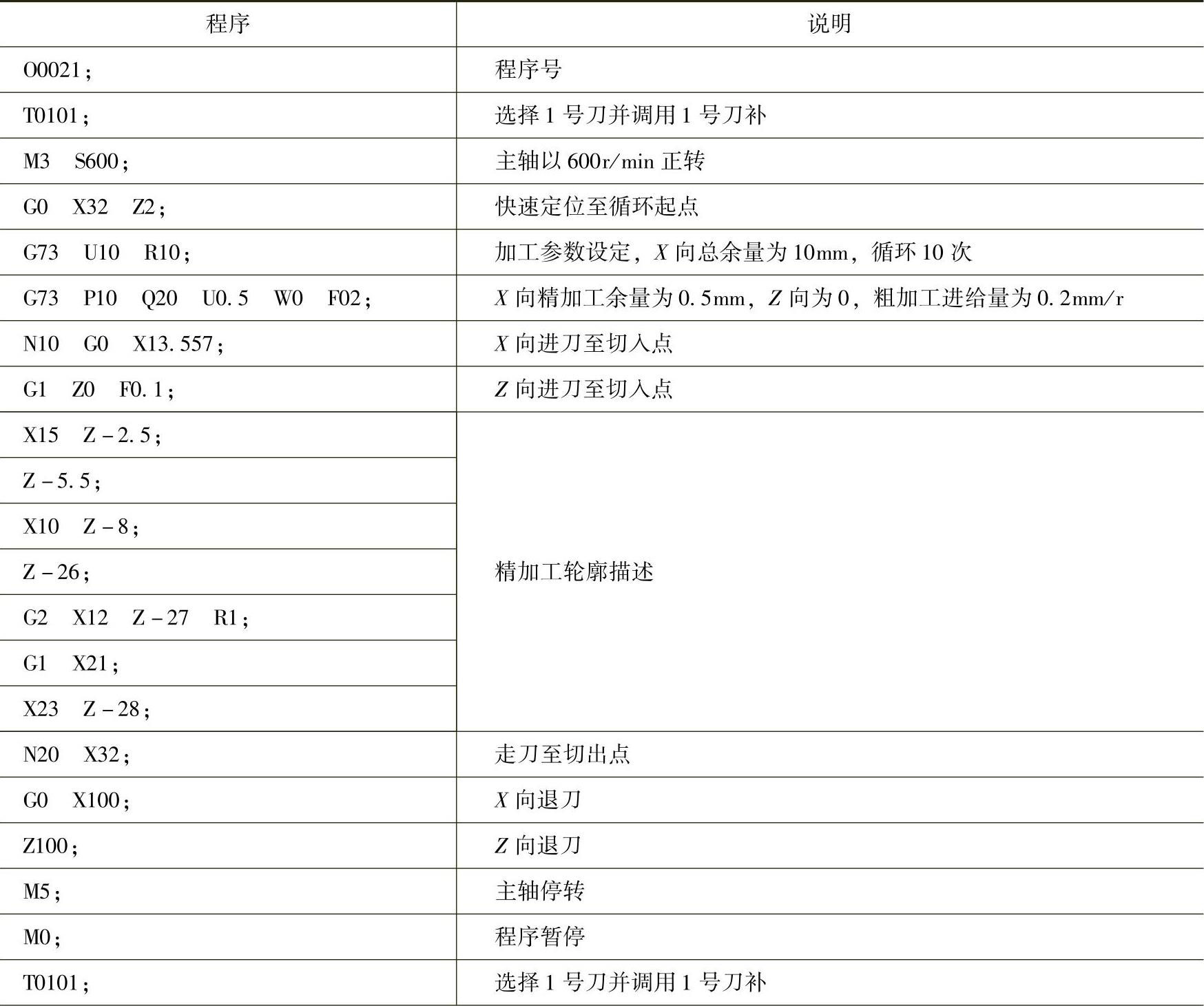
例4:按图1-21所示尺寸编写封闭切削循环加工程序。参考程序见表1-18。
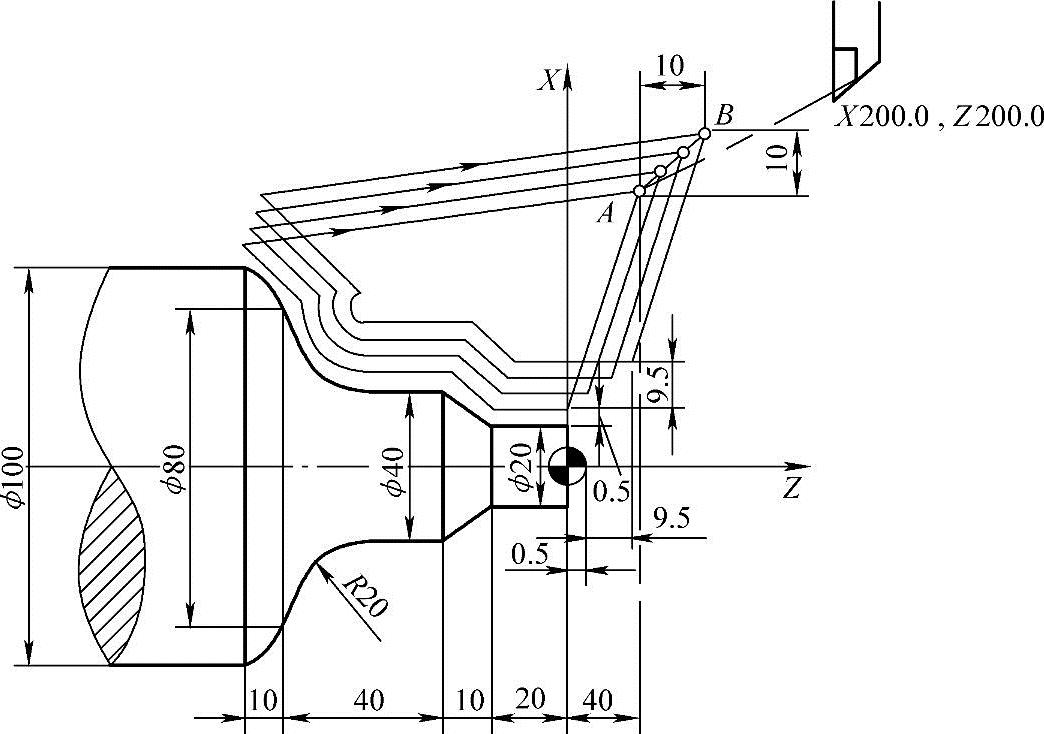
图1-21 G73指令应用实例
表1-18 参考程序
二、刀尖圆弧半径补偿
任何一把刀具,不论制造或刃磨得如何锋利,在其刀尖部分都存在一个刀尖圆弧(图1-22),它的半径值是个难以准确测量的值。编程时,若以假想刀尖位置为切削点,则编程很简单。但任何刀具都存在刀尖圆弧,当车削外圆柱面或端面时,刀尖圆弧的大小并不起作用,但当车倒角、锥面、圆弧或曲面时,就将影响零件的加工精度。图1-23所示为以刀尖位置编程时的过切削及欠切削现象。
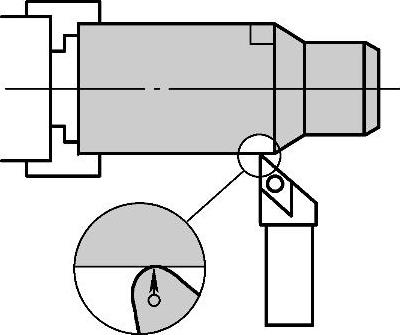
图1-22 刀尖圆弧半径
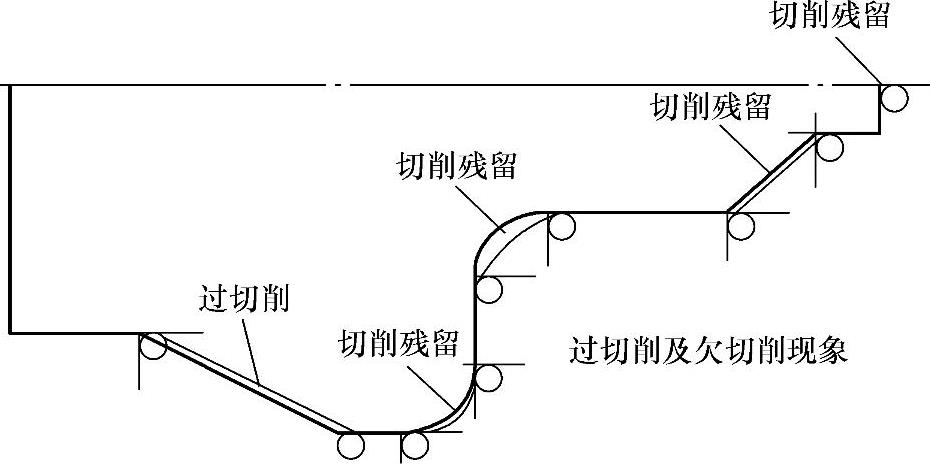
图1-23 以刀尖位置编程时的过切削及欠切削现象
编程时若以刀尖圆弧中心编程,则可避免过切削和欠切削现象,但计算刀位点比较麻烦,并且如果刀尖圆弧半径值发生变化,还需改动程序。
数控系统的刀尖圆弧半径补偿功能正是为解决这个问题所设定的。它允许编程者以假想刀尖位置编程,然后给出刀尖圆弧半径,由系统自动计算补偿值,生成刀具路径,完成对工件的合理加工。
三、刀尖圆弧半径补偿指令G41、G42、G40
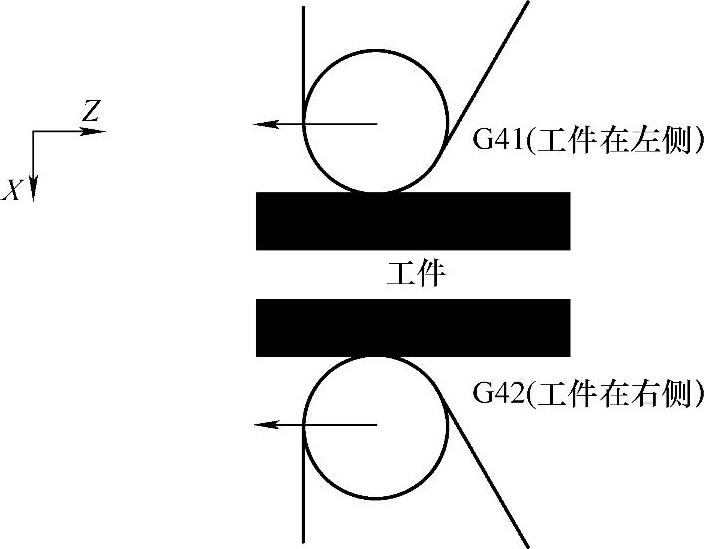
功能:以后置刀架为例,G41是刀具半径左补偿指令,即沿着刀具前进方向看,刀具位于工件轮廓的左边,如图1-24所示;G42是刀具半径右补偿指令,即沿着刀具前进方向看,刀具位于工件轮廓的右边,如图1-24所示;G40是取消刀具半径补偿指令。前置刀架补偿方向如图1-25所示。
格式:
G41/G42 G01(G00) X(U)_ Z(W)_;
G40;
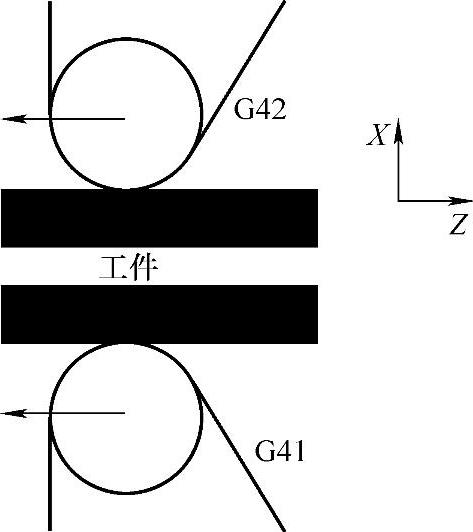
图1-24 后置刀架补偿方向
 (https://www.xing528.com)
(https://www.xing528.com)
图1-25 前置刀架补偿方向
四、刀尖圆弧半径补偿量的设定
刀尖圆弧半径补偿量可以通过数控系统的刀具补偿设定画面进行设定。T指令与刀具补偿编号必须相对应,并且要输入假想刀尖号,如图1-26所示。
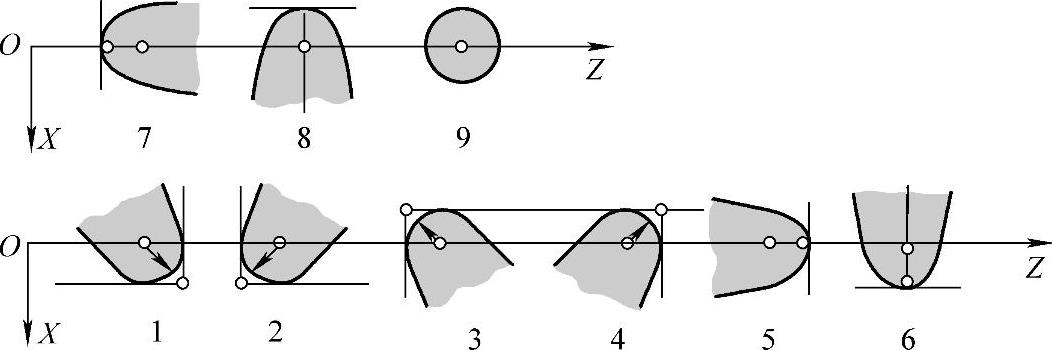
图1-26 刀尖方位号
五、百分表
百分表是用来找正零件或夹具的安装位置和检验零件的形状精度或相互位置精度的。百分表的最小读数值为0.01mm。
百分表的外形如图1-27所示。
其中8为测量杆,6为指针,表盘3上刻有100个等分格,其刻度值(即最小读数值)为0.01mm。当指针转一圈时,小指针即转动一小格,转数指示盘5的刻度值为1mm。用手转动表圈4时,表盘3也跟着转动,可使指针6对准任一刻线。测量杆8是沿着套筒7上下移动的,套筒7可用以安装百分表。9是测量头,2是手提测量杆用的圆头。
图1-28所示为百分表的内部结构。
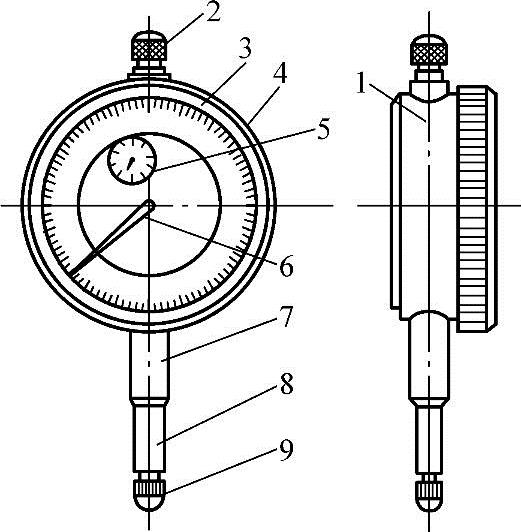
图1-27 百分表的外形
1—表壳 2—圆头 3—表盘 4—表圈 5—转数指示盘 6—指针 7—套筒 8—测量杆 9—测量头
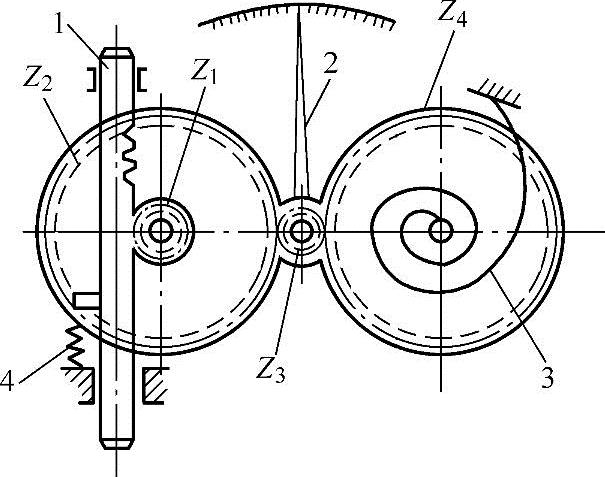
图1-28 百分表的内部结构
1—测量杆 2—指针 3、4—弹簧
带有齿条的测量杆1的直线移动,通过齿轮传动(Z1、Z2、Z3),转变为指针2的回转运动。齿轮Z4和弹簧3使齿轮传动的间隙始终在一个方向,起着稳定指针位置的作用。弹簧4是用来控制百分表的测量压力的。百分表内的齿轮传动机构,使测量杆直线移动1mm时,指针正好回转一圈。
由于百分表测量杆是作直线移动的,可用来测量长度尺寸,所以它们也是长度测量工具。目前,国产百分表的测量范围(即测量杆的最大移动量)有0~3mm、0~5mm及0~10mm三种。测量精度为0.001mm的千分表,测量范围为0~1mm。
使用百分表时,必须注意以下几点;
1)使用前,应检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,且每次放松后,指针能恢复到原来的刻度位置。
2)使用百分表时,必须把它固定在可靠的夹持架上(如固定在万能表架或磁性表座上,如图1-29所示),夹持架要安放平稳,以免使测量结果不准确或摔坏百分表。
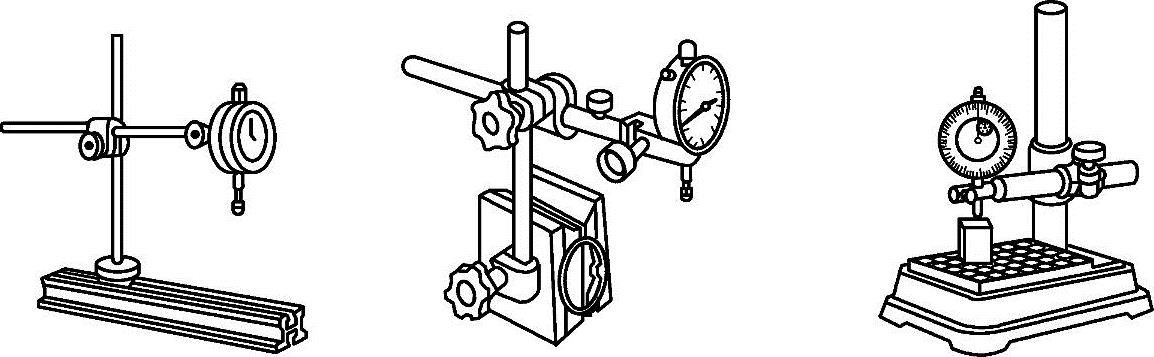
图1-29 安装在专用夹持架上的百分表
用夹持百分表的套筒来固定百分表时,夹紧力不要过大,以免因套筒变形而使测量杆活动不灵活。
如图1-30所示,用百分表找正或测量零件时,应当使测量杆有一定的初始测力。即在测量头与零件表面接触时,测量杆应有0.3~1mm的压缩量,使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。轻轻地拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变。当指针的零位稳定后,再开始测量或找正零件的工作。如果是找正零件,此时开始改变零件的相对位置,读出指针的偏摆值,就是零件安装的偏差数值。
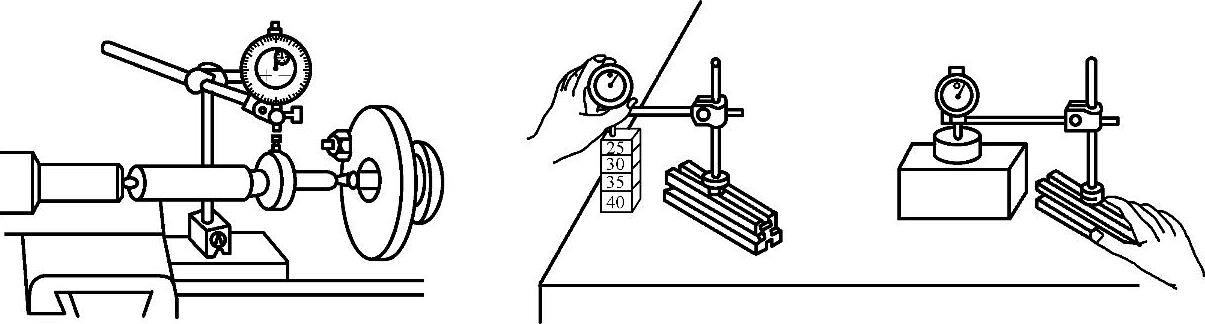
图1-30 用百分表找正、测量零件
任务实施
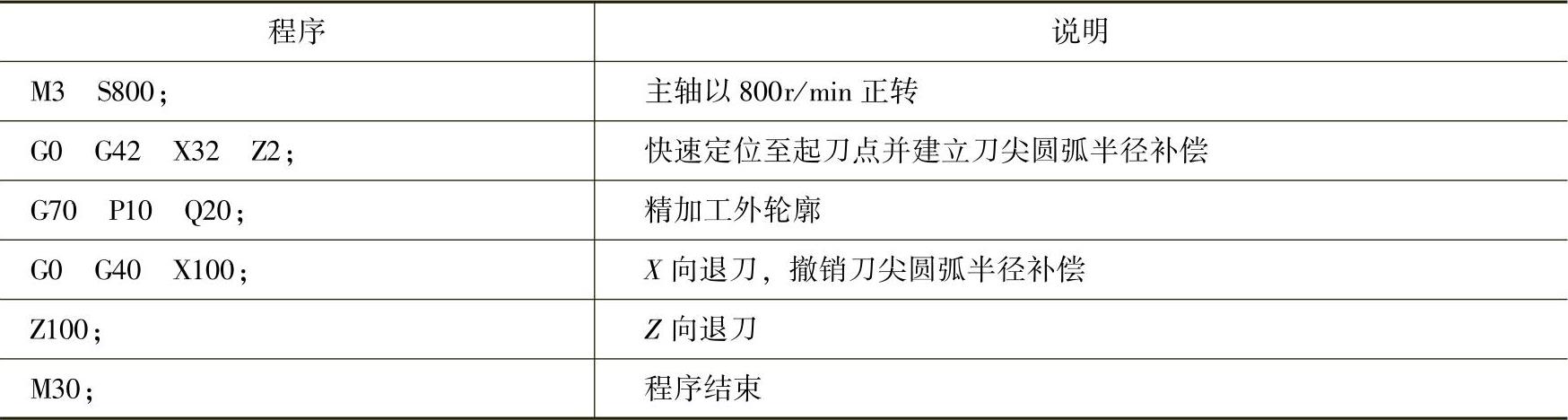
一、程序编制
参考程序见表1-19。
表1-19 参考程序
(续)
二、零件加工
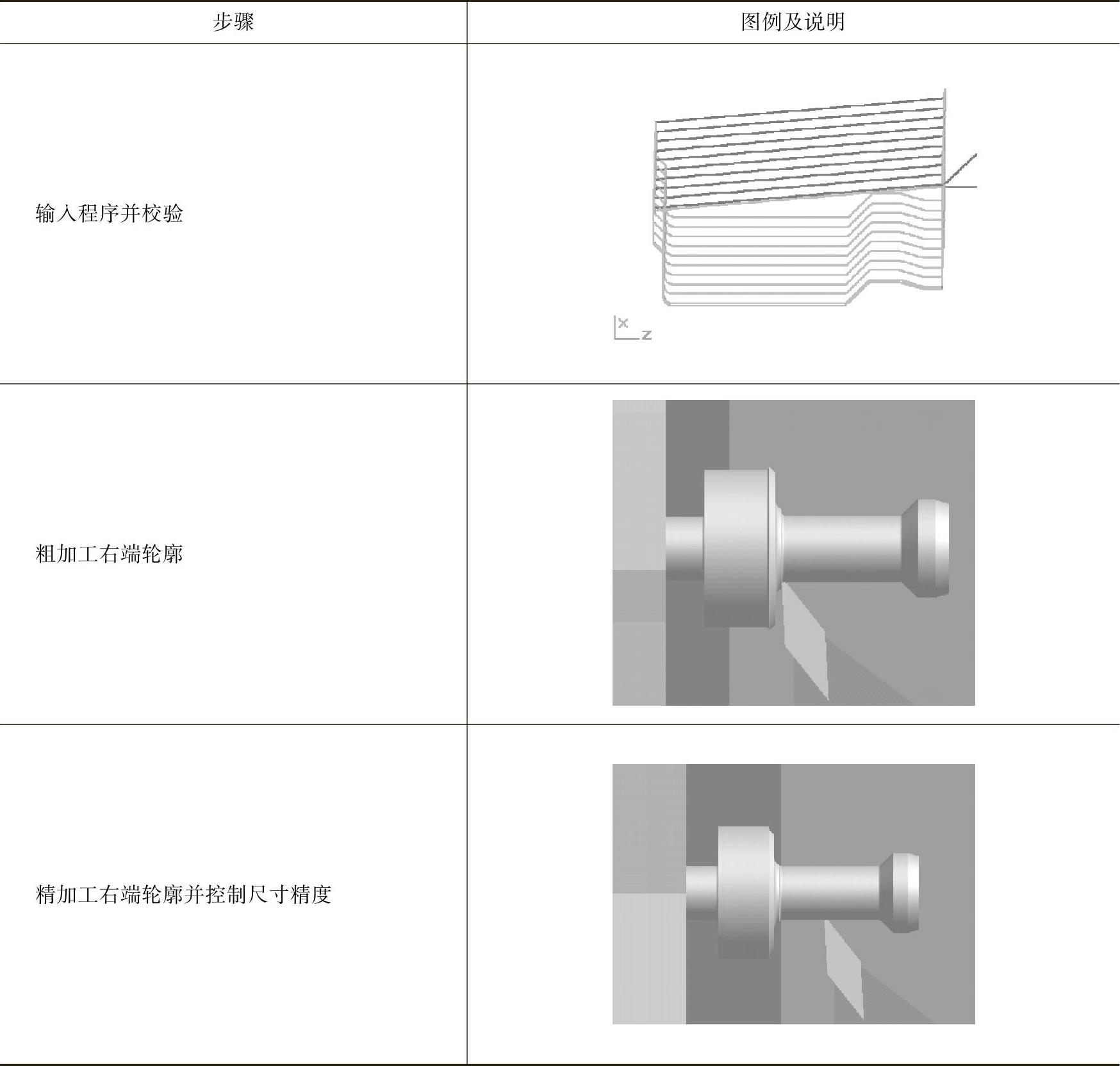
加工步骤见表1-20。
表1-20 加工步骤
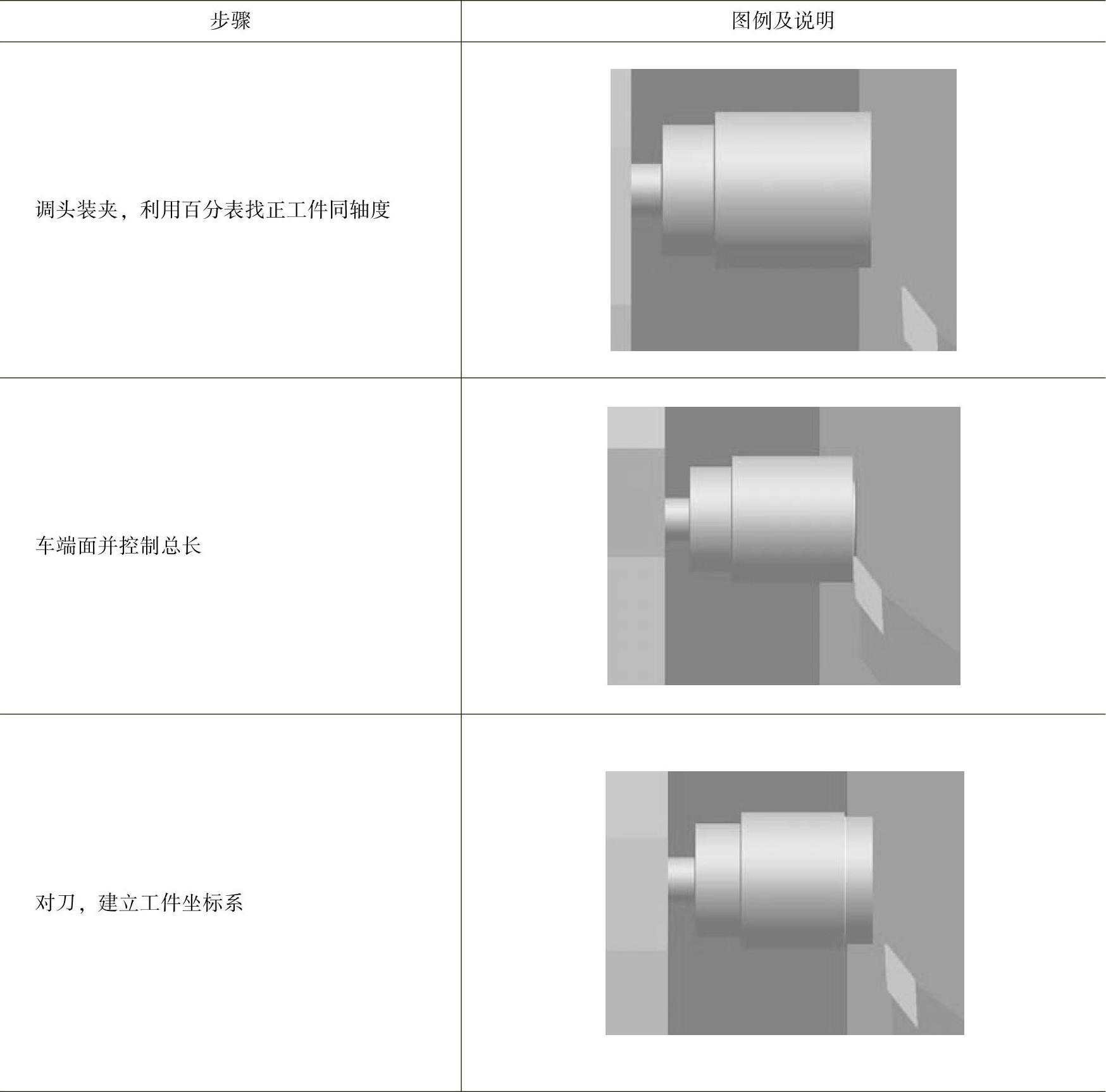
(续)
任务评价
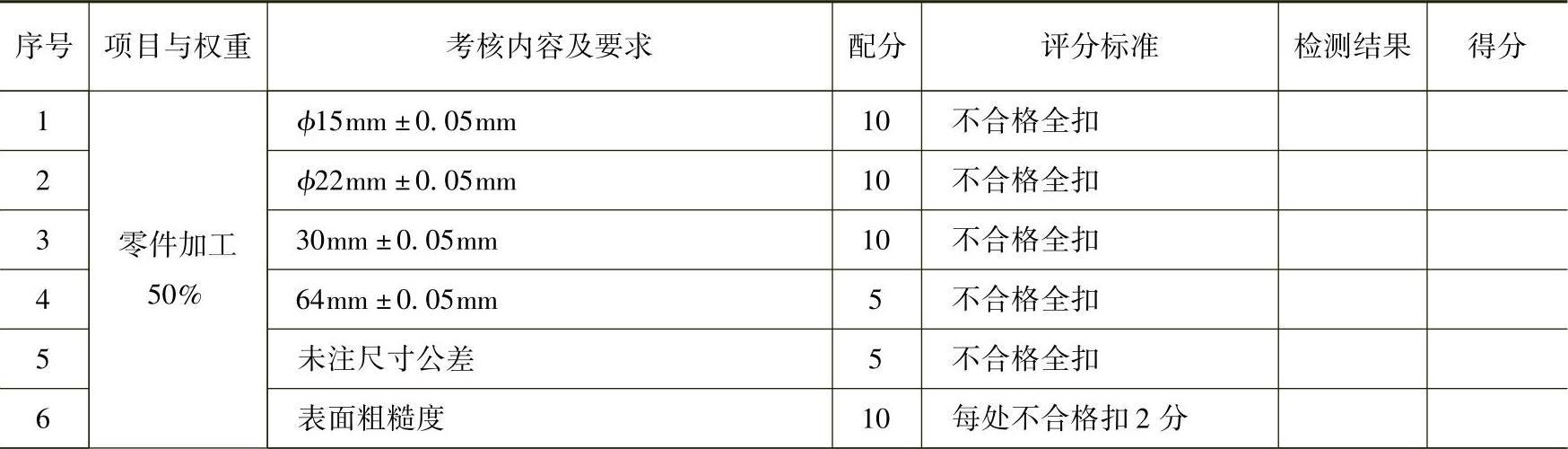
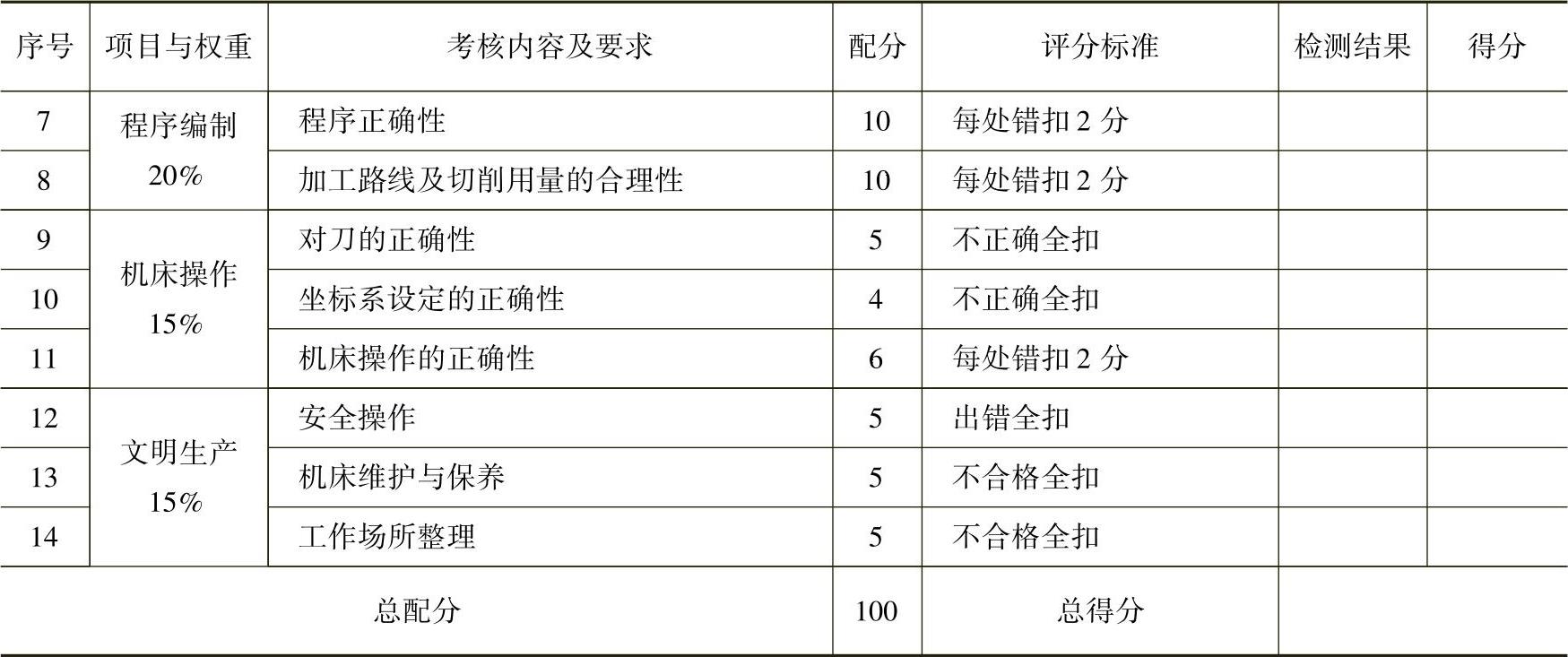
填写任务评价表(表1-21)。
表1-21 任务评价表
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。