



在安装硬母线前,首先应对硬母线进行金属加工,将母线矫正平直和切断面平整是母线加工工艺的基本要求,也是保证安装后的母线达到横平竖直、整齐美观的必要条件。
1.在现场制作时应使用母线平整机或手工锉处理接触面
母线平整机实际上是一个千斤顶和两块用磨床磨光的50mm厚的钢块,使用时将接触面夹于钢块之间,用千斤顶顶死,逐渐操作千斤顶,进而使接触面压平。压好后应用钢直尺检验,合格后再用金属刷清除表面的氧化膜。用平整机处理母线接触面如图8-3所示。
用手工锉处理接触面,要求操作者有较高的钳工操作水平,并随时用钢直尺检验,合格后即停止锉动。有条件的情况下,处理接触面应用铣床或刨床,效率高、效果好。用手工锉和机床处理接触面,母线截面积都有所减小,电气工程中规定,铜材不得减少原截面积的3%,铝材不得减少原截面积的5%。

图8-3 用平整机处理母线接触面
无论采用哪种方法,接触面处理之后,对于铝母线应随即涂上一层中性凡士林,因为铝极易氧化,如加工后不立即安装,接触面处应用牛皮纸包好;对于铜母线则应搪锡处理。
随成套开关柜配套供应的母线已由厂家将接触面加工好,如无设计变更,直接安装即可,不必再加工。
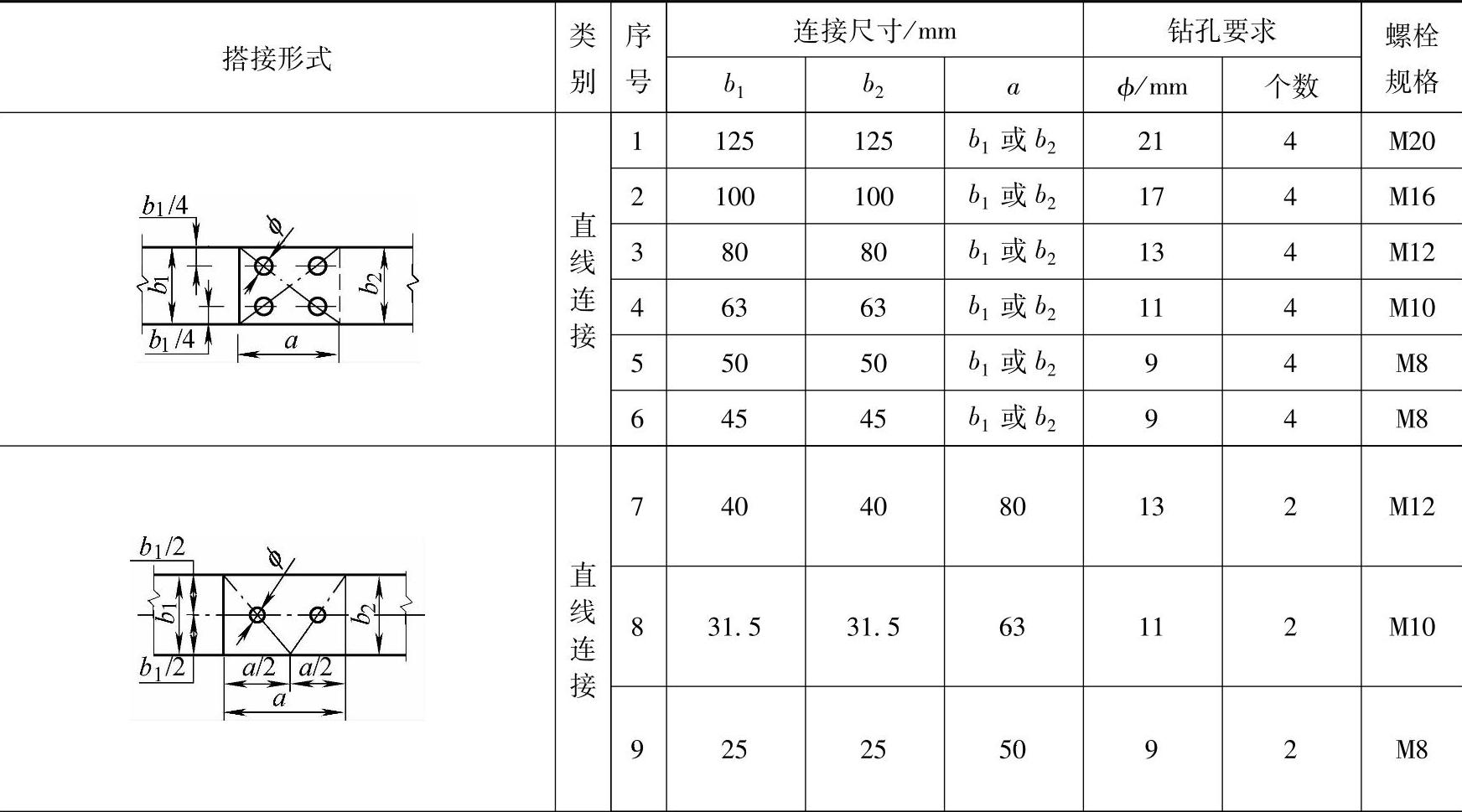
2.母线的搭接
矩形母线的搭接连接,应符合表8-10的规定。在安装母线接头时,螺栓规格、数量和钻孔尺寸不得任意改动,以免造成接头连接不良而使接头温升过高。母线接头螺孔的直径宜大于螺栓直径1mm;钻孔应垂直、不歪斜,螺孔间中心距离的误差应为±0.5mm。
表8-10 矩形母线的搭接要求
(续)

矩形母线采用螺栓固定搭接时,连接处距支持绝缘子的支持夹板边缘不应小于50mm;上片母线端头与下片母线平弯开始处的距离不应小于50mm,如图8-4所示。
引下线及螺栓连接接头应将紧固力矩及接头压强应达到要求的数据。相同布置的主母线、分支母线、设备连接线应对称一致,横平竖直,整齐美观。
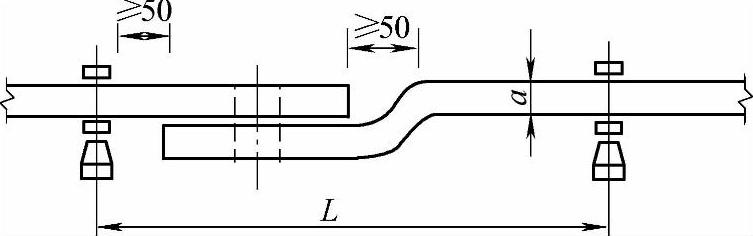
图8-4 矩形母线的搭接
L—母线两支持点之间的距离
3.母线弯形
对矩形母线,应进行冷弯,不得进行热弯。母线开始弯曲处距最近绝缘子的母线支持夹板边缘不应大于0.25L,但不得小于50mm;母线开始弯曲处距母线连接位置不应小于50mm。矩形母线应减少直角弯曲,弯曲处不得有裂纹及显著的折皱,多条母线的弯曲应一致。硬母线的立弯与平弯如图8-5所示。(https://www.xing528.com)
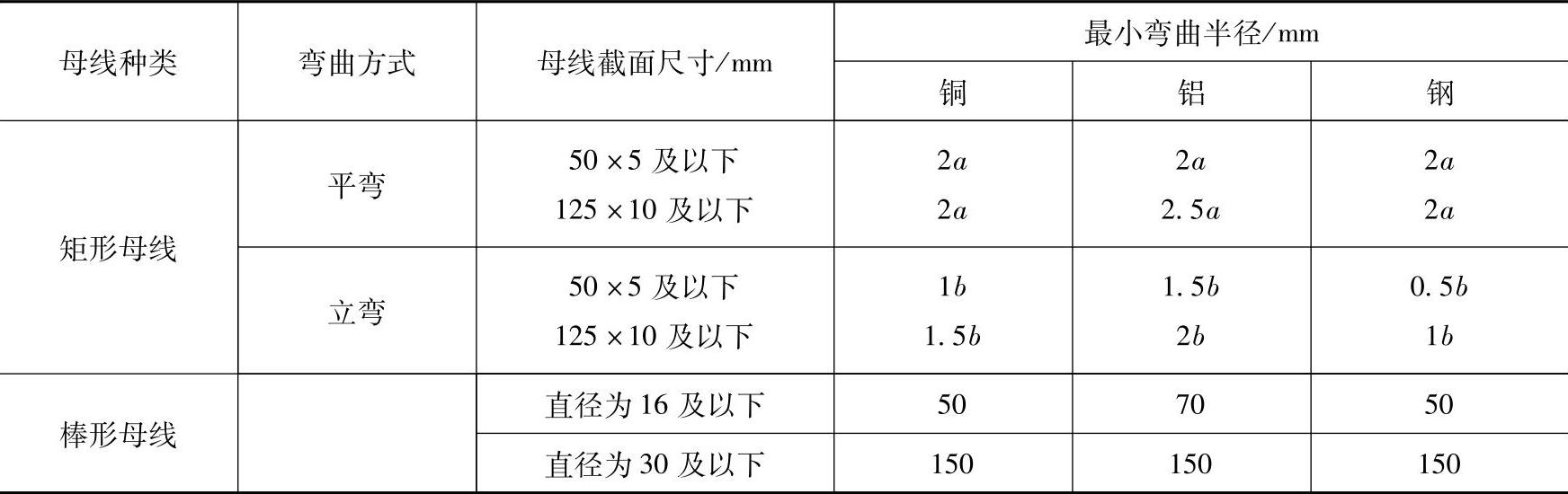
母线最小弯曲半径见表8-11。表中a为母线厚度,b为母线宽度。
母线扭转90°时,其扭转部分的长度应为母线宽度的2.5~5倍,如图8-6所示。

图8-5 硬母线的立弯与平弯
a)立弯 b)平弯
a—母线厚度 b—母线宽度
L—母线两支持点间的距离
4.母线搭接时的注意事项
1)母线连接用的机制紧固螺栓及辅件应符合国家标准,螺栓、螺母、锁紧螺母、弹簧垫圈、平垫圈必须全部镀锌,螺栓和螺母的螺纹配合应一致且紧密无松动现象。不得使用手工加工的螺栓。
表8-11 母线最小弯曲半径(R)值
2)加工好的接触面应保持洁净,严禁机械碰撞,安装时将包接触面的牛皮纸取下,用干净的棉丝将中性凡士林油擦净,与规定的母线搭接好后立即紧固螺栓。
3)母线平置时,螺栓应由下向上穿过螺孔;立放时应由内向外穿过螺孔;其他情况下,螺栓的穿入应便于维护,螺栓的长度宜为紧固后露出螺母2~3扣,不宜太长。
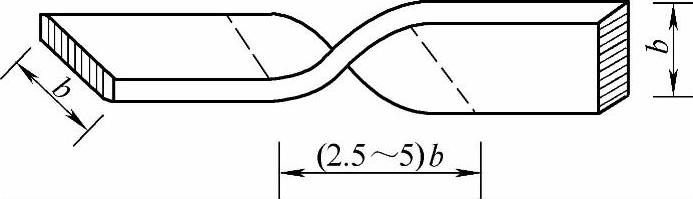
图8-6 母线扭转90°
b—母线的宽度
4)螺栓的两侧均应有平垫圈,螺母侧还应有弹簧垫圈或使用锁紧螺母;相邻螺栓的垫圈间应有3mm以上的净距,因此开孔时要综合考虑。
5)螺栓受力应均匀适中,不应使电器端子受到额外的应力;对接触面上多只螺栓应轮流紧固或对角线紧固,即每只螺栓紧固一圈则换位紧固另一只螺栓,进而使每只螺栓逐渐紧固;对螺母不得拧得太紧,紧度应适中,通常应使用力矩扳手紧固。紧固好后应用0.05mm×10mm的塞尺检查:
母线宽度在63mm及以上者不得塞入6mm;宽度在56mm及以下者不得塞入4mm。
6)铜母线和铜母线在干燥场所可直接搭接,但一般情况下都应搪锡,在其他场所必须搪锡;铝母线和铝母线一般直接搭接,也可搪锡;钢母线和钢母线搭接必须搪锡或镀锌,不得直接连接;铜与铝母线,在干燥的室内,铜母线应搪锡,在室外或空气相对湿度接近100%的室内,应采用铜铝过渡板,铜端应搪锡;钢与铜或铝,钢搭接面必须搪锡;封闭母线螺栓固定搭接面应镀银。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。