



1.子程序的概念
在一个加工程序中,如果其中有些加工内容完全相同或相似,那么为了简化程序,可以把这些重复的程序段单独列出,并按一定的格式编写成子程序。主程序在执行过程中如果需要某一子程序,则通过调用指令来调用该子程序,子程序执行完后又返回到主程序,继续执行后面的程序段。
(1)子程序的嵌套 为了进一步简化程序,可以让子程序调用另一个子程序,这种程序的结构称为子程序嵌套。在编程中使用较多的是二重嵌套,其程序的执行情况如图2-20所示。
(2)子程序的应用
1)零件上若干处具有相同的轮廓形状:在这种情况下,只要编写一个加工该轮廓形状的子程序,然后用主程序多次调用该子程序的方法完成对工件的加工。
2)加工中反复出现具有相同轨迹的走刀路线:如果相同轨迹的走刀路线出现在某个加工区域或在这个区域的各个层面上,那么采用子程序编写加工程序比较方便,在程序中常用增量值确定切入深度。
3)在加工较复杂的零件时,往往包含许多独立的工序,有时工序之间需要做适当的调整。为了优化加工程序,把每一个独立的工序编成一个子程序,这样形成了模块式的程序结构,便于对加工顺序进行调整。主程序中只有换刀和调用子程序等指令。
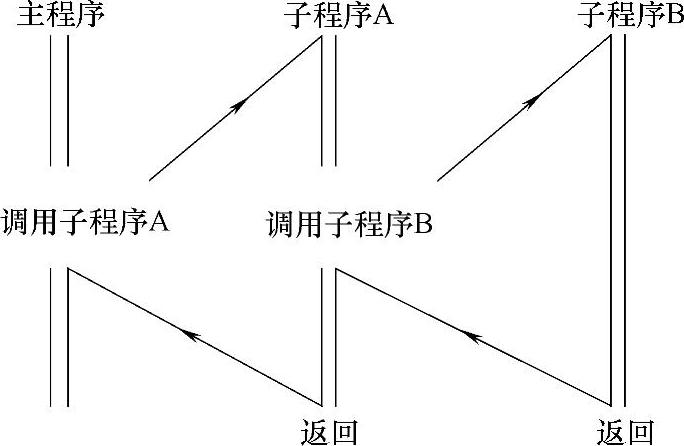
图2-20 子程序的嵌套
2.调用子程序指令(M98)
(1)指令格式 M98 P__××××;
(2)指令功能 调用子程序。
(3)指令说明 P__为要调用的子程序号。××××为重复调用子程序的次数,若只调用一次子程序则可省略不写,系统允许重复调用的次数为1~9999次。
3.子程序结束指令(M99)
(1)指令格式 M99(https://www.xing528.com)
(2)指令功能 子程序运行结束,返回主程序。
(3)指令说明
1)执行到子程序结束指令后,返回至主程序,继续执行“M98 P__××××”程序段下面的主程序。
2)若子程序结束指令用“M99 P__”格式时,表示执行完子程序后,返回到主程序中由P指定的程序段。
3)若在主程序中插入M99程序段,则执行完该指令后返回到主程序的起点。
4)若在主程序中插入/M99程序段,那么当程序跳步选择开关为“OFF”时,则返回到主程序的起点;当程序跳步选择开关为“ON”时,则跳过/M99程序段,执行其下面的程序段。
5)若在主程序中插入“/M99 P__”程序段,那么当程序跳步选择开关为“OFF”时,则返回到主程序中由P指定的程序段;当程序跳步选择开关为“ON”时,则跳过该程序段,执行其下面的程序段。
4.子程序的格式
(1)子程序格式
O(或:)××××;
…
M99;
(2)格式说明O(或:)××××为子程序号。“O”是EIA代码,“:”是ISO代码。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。