



图10-5所示为汽车的总装线,总装车间按生产线工艺流程由存储区、工件装配区、升降区、检修区、检测区、下线区组成。典型的轿车装配线包括内饰、底盘、最终装配三大主线和一些离线的模块分装线,如车门、仪表板、动力总成合装等组成。汽车装配工艺装备主要分为六大类:输送设备、加注设备、螺栓紧固设备和专用装配设备、检测设备、质量控制设备。整车装配线的工艺比较复杂,一般由150多个工位组成,主要控制功能有:工艺急停、与其他设备连锁等,系统共有200多个节点,I/O点约2600个,长度达3000m。
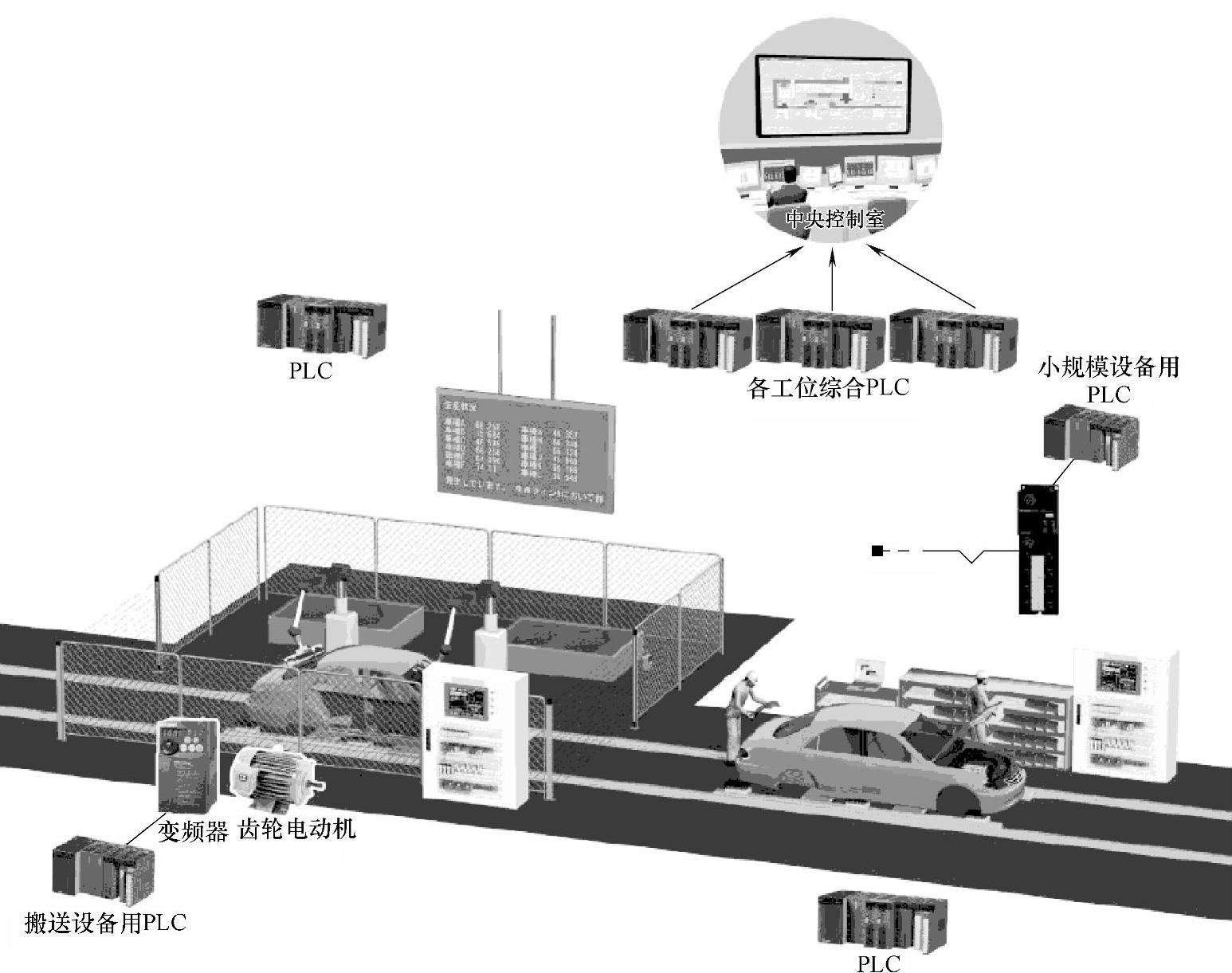
图10-5 总装生产线
采用三菱电机的FA全面解决方案,能够构建可灵活对应各类作业人员和设备的总装生产线系统,通过改善工程环境和作业人员辅助设备,提高质量。图10-6所示为系统示意图,我们通过示意图来了解通信网络在系统中起到的作用。
MES(Manufacturing Execution System,制造执行系统)。是处于计划层和现场自动化系统之间的执行层,主要负责车间生产管理和调度执行。三菱电机的MES模块通过简单的无程序设定软件,省去了传统网关电脑中的繁琐程序,直接将生产指示,生产进度,报警,寿命等信息传递于计划层和现场系统之间,大幅度削减了系统的构建费用。MES系统如图10-7所示。
在汽车总装线中,通过MES接口对拣选传感器、光电字幕、警告灯、RFID系统进行综合指示管理,形成拣选系统与部件搬送系统,通过与生产线搬送系统JUST IN TIME的信息协作,实现追踪能力管理。
控制层PLC之间采用CC-Link IE进行高速连接,使用链接软元件实现同一网络中不同站之间的大容量数据的循环传送,一个网络中允许同时存在大量的网络模块和链接点数,可以很容易构成大规模的网络系统,通信速度可以高达1Gbit/s,最大支持120个网络站,完全满足整车装配线的复杂工艺对I/O点数的要求。如图10-8所示。
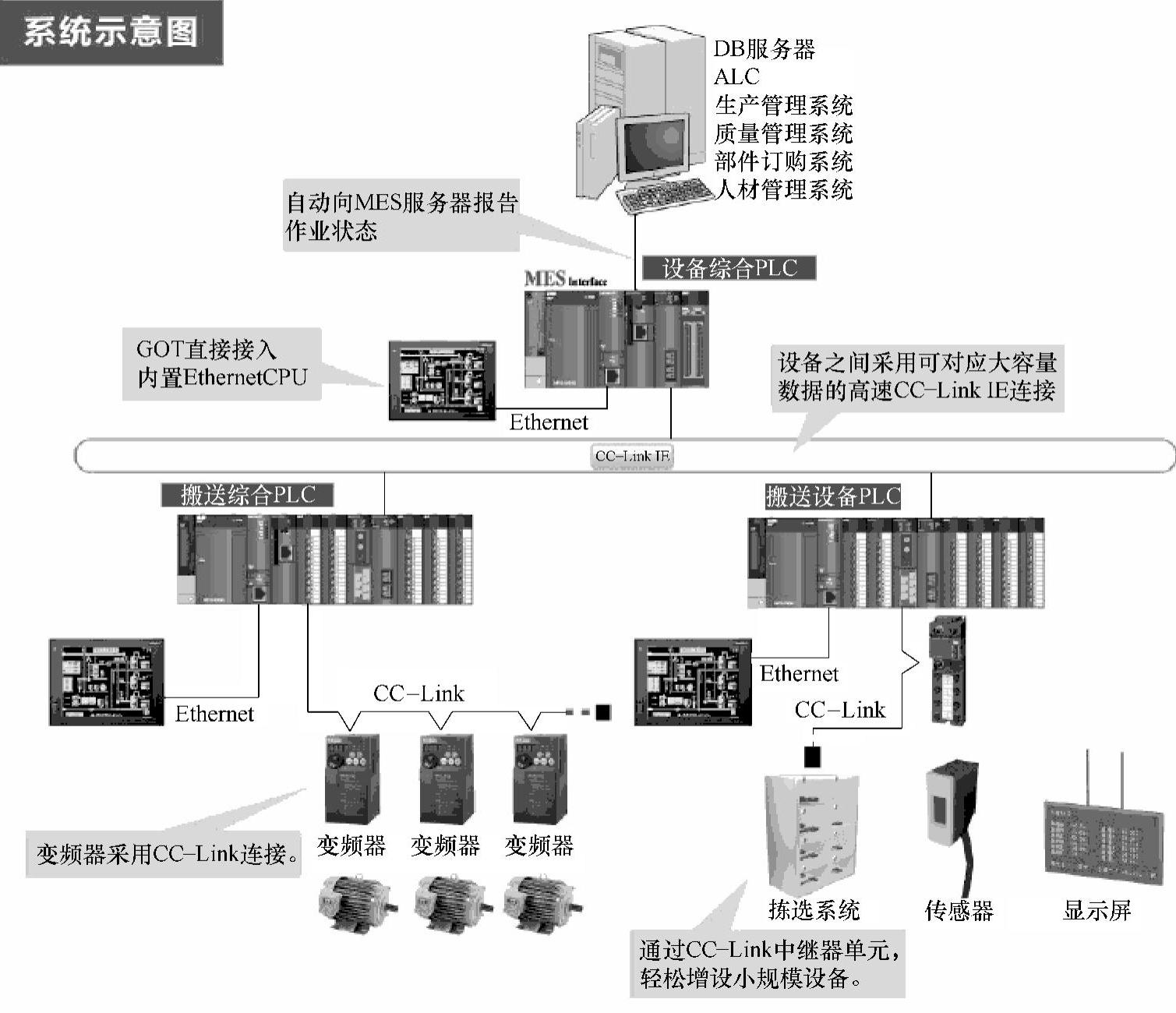
图10-6 总装生产线系统电气框图(https://www.xing528.com)
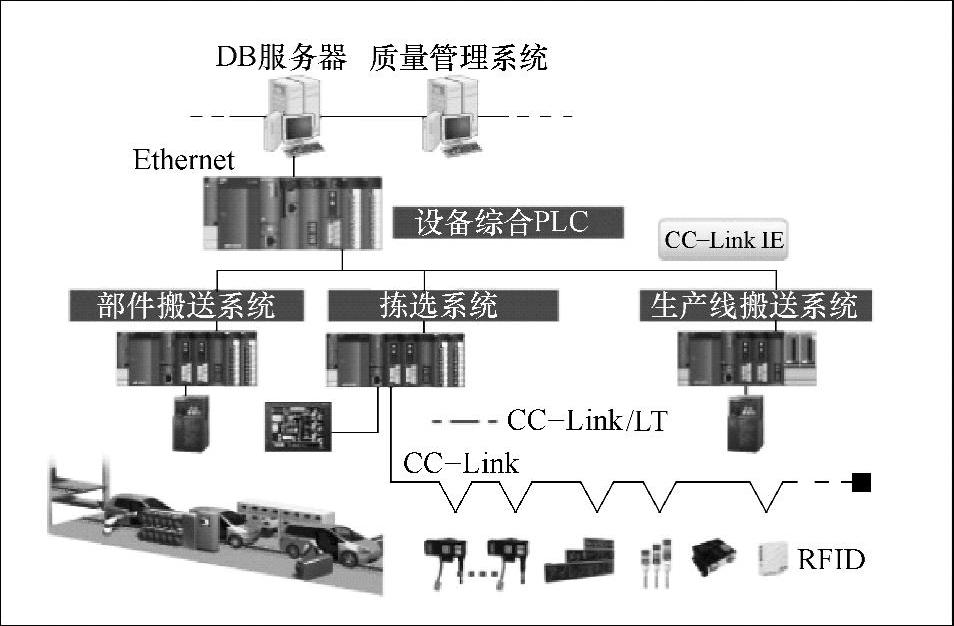
图10-7 MES系统
通过CC-Link中继器单元,可轻松连接小规模设备。通过采用集线器单元,让设备增设时的网络连接变得轻松;通过将防水型装置设置在电器柜外,使网络更便于连接。在不易接线处或接线困难处通过光中继器单元,极大提高了安装的方便性。如图10-9所示。
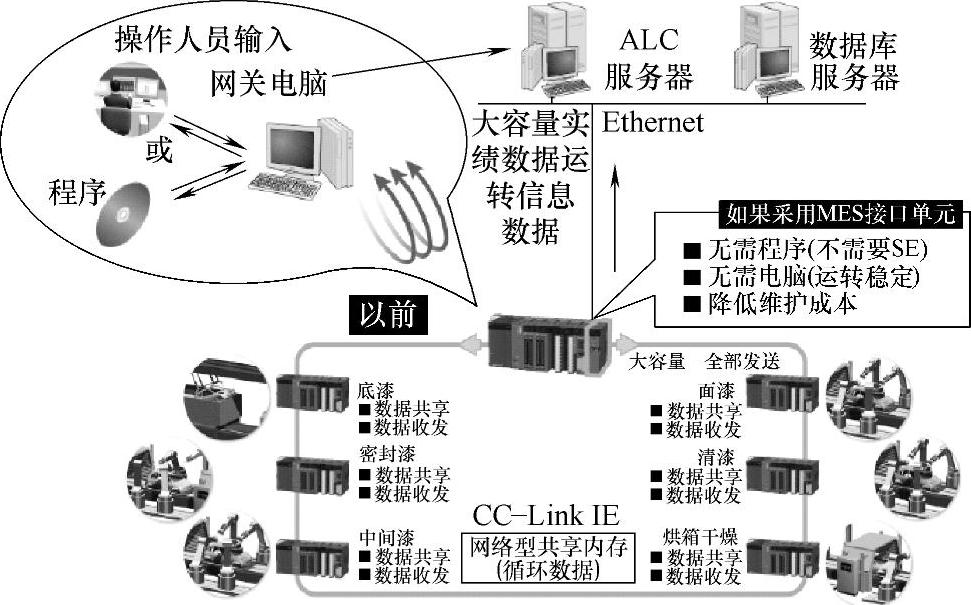
图10-8 CC-Link IE控制网络
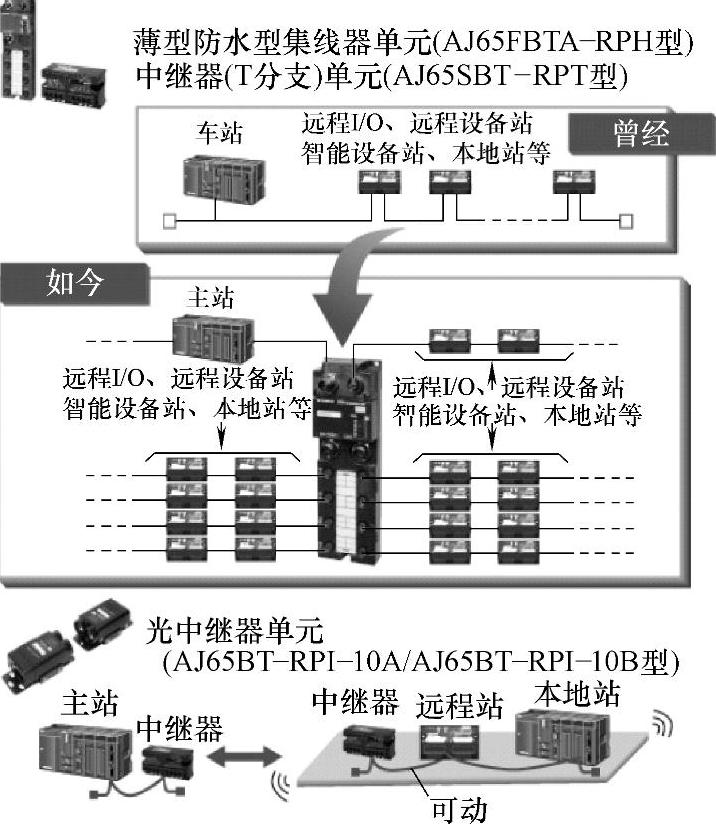
图10-9 CC-Link中继器
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。