



任务描述
手工编程是指在编程的全部过程中,包括制定工艺、刀具运动轨迹的计算、编写程序单、制备控制介质,以及校验、修改等,全部或主要由人工完成。对坐标计算比较简单、加工程序不长的工件,用手工编程相对比自动编程经济而快速。现结合前面联轴器的加工任务进行手工编程的学习。
学习目标
1.能够描述手工编程的基本步骤。
2.能够表述基本数控指令的作用。
3.能够手工编写简单的数控程序。
学习过程
本次任务以“加工滑块联轴器”为基础,在学习完该任务活动二并制定了加工工艺卡后进行。完成半联轴器工序1加工程序的编制,工件图样如图4-1所示。
1.手工编程步骤
1)确定工作原点。工作原点的选择需要遵守基准重合原则,并有利于简化数值计算。本任务的工作原点定为____(请在图上予以标注)。
2)选择刀具,并设定半径补偿。
3)数学处理,计算坐标点或半径。
4)确定切削方式和补正方向。
5)确定切削用量。依据刀具给定的加工参数与工件材质计算并取整,得出主轴转速和进给速度。
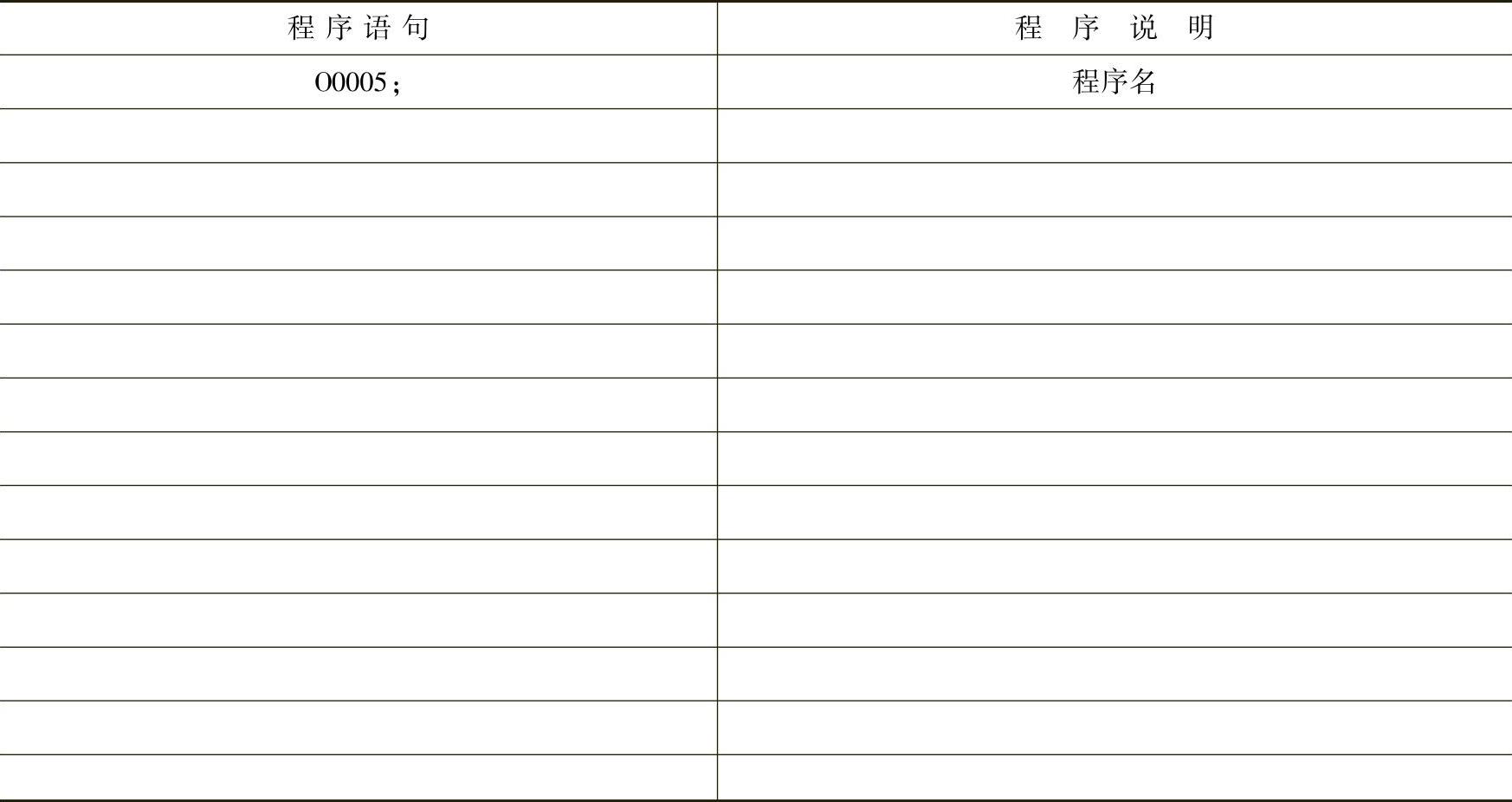
6)编写完整的程式。程序通常由程序号码、注释语句、工作单节、程序结束语句组成。程序号码用于标识程序,由字母加四位数字组成。注释语句常用于说明程序所用刀具、刀具补正号、编程员、编程时间等信息,机床不对此语句做出响应,注释语句需写在括号内。程序结束语句通常使用指令M02或M30,被调用的子程序使用返回主程序指令M99。工作单节是NC程序的主体部分,可以由顺序号码(N)+准备机能(G)+坐标(X,Y,Z)+辅助机能(M)+主轴机能(S)+进给机能(F)+结束符号(;)组成。工作单节可以是以上组成部分的一个或数个部分组合,但同一功能组的指令不能在同一单节重复出现,如G01和G02不能出现在同一单节。通常某一指令的参数未作更改时,该指令代码可以省略。
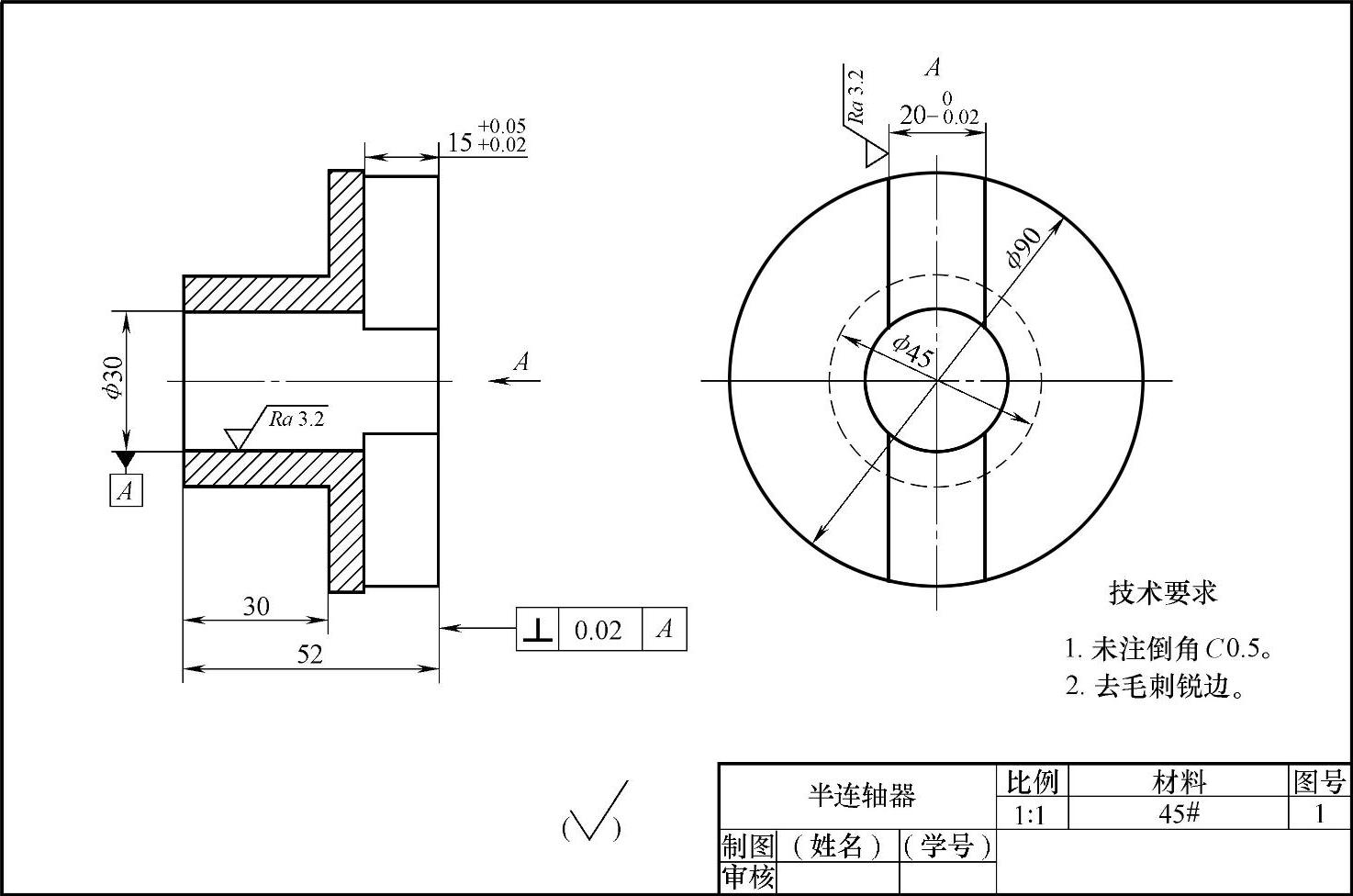
图4-1 工件图样
7)检验程序。
8)加工。
2.编制面铣程序
1)选择刀具为ϕ50mm的面铣刀。
2)数学处理,请在字母后面写上相应点的坐标值(图4-2)。
A____B____
C____D____
E____F____
G____H____
I____J____
K____
3)确定切削方式和补正方向为。
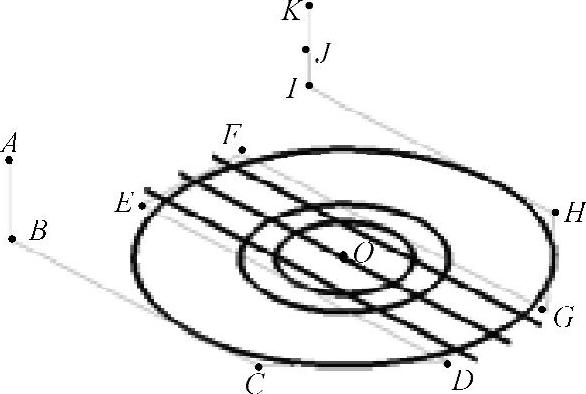
图4-2 数学处理
4)确定切削用量。
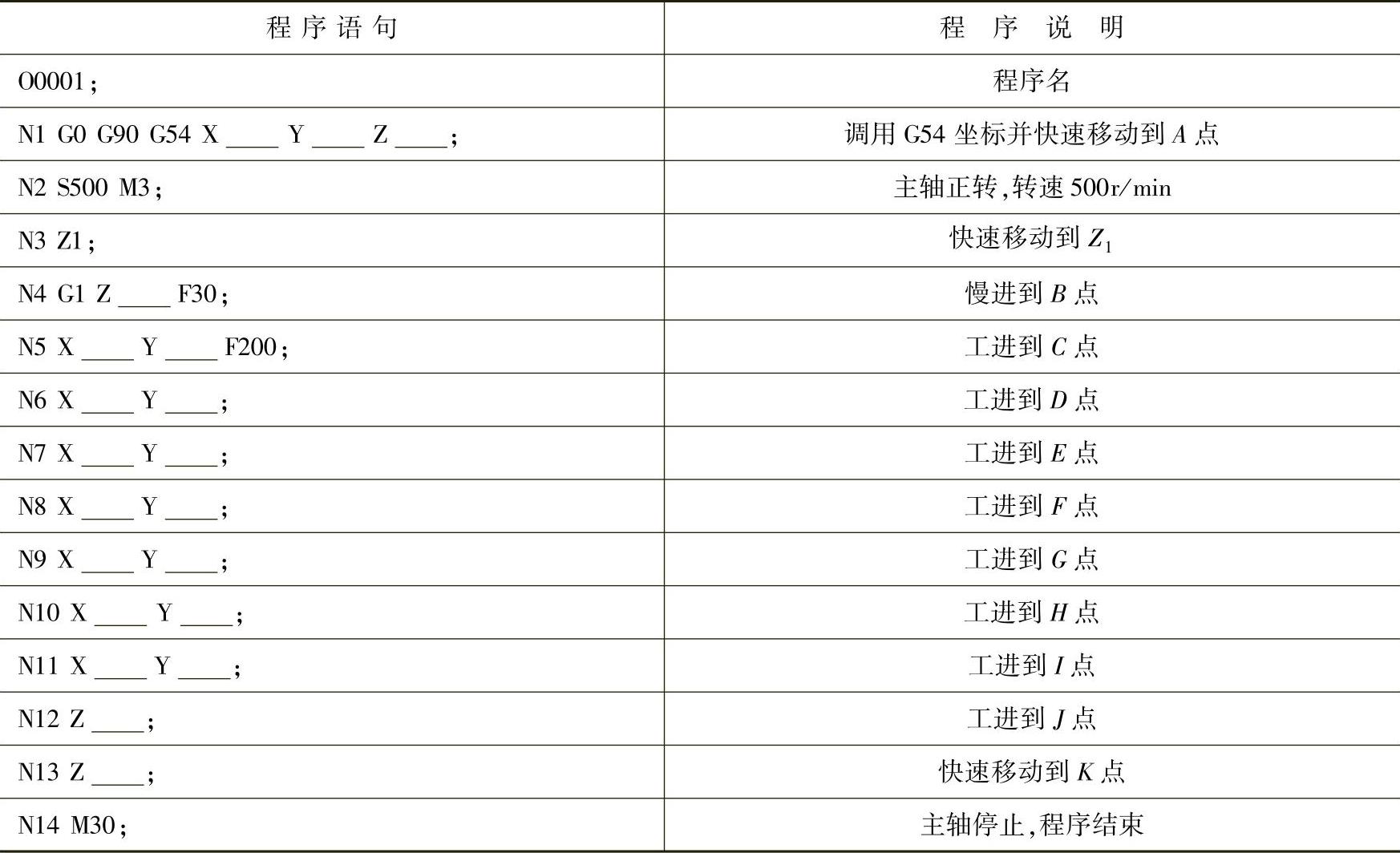
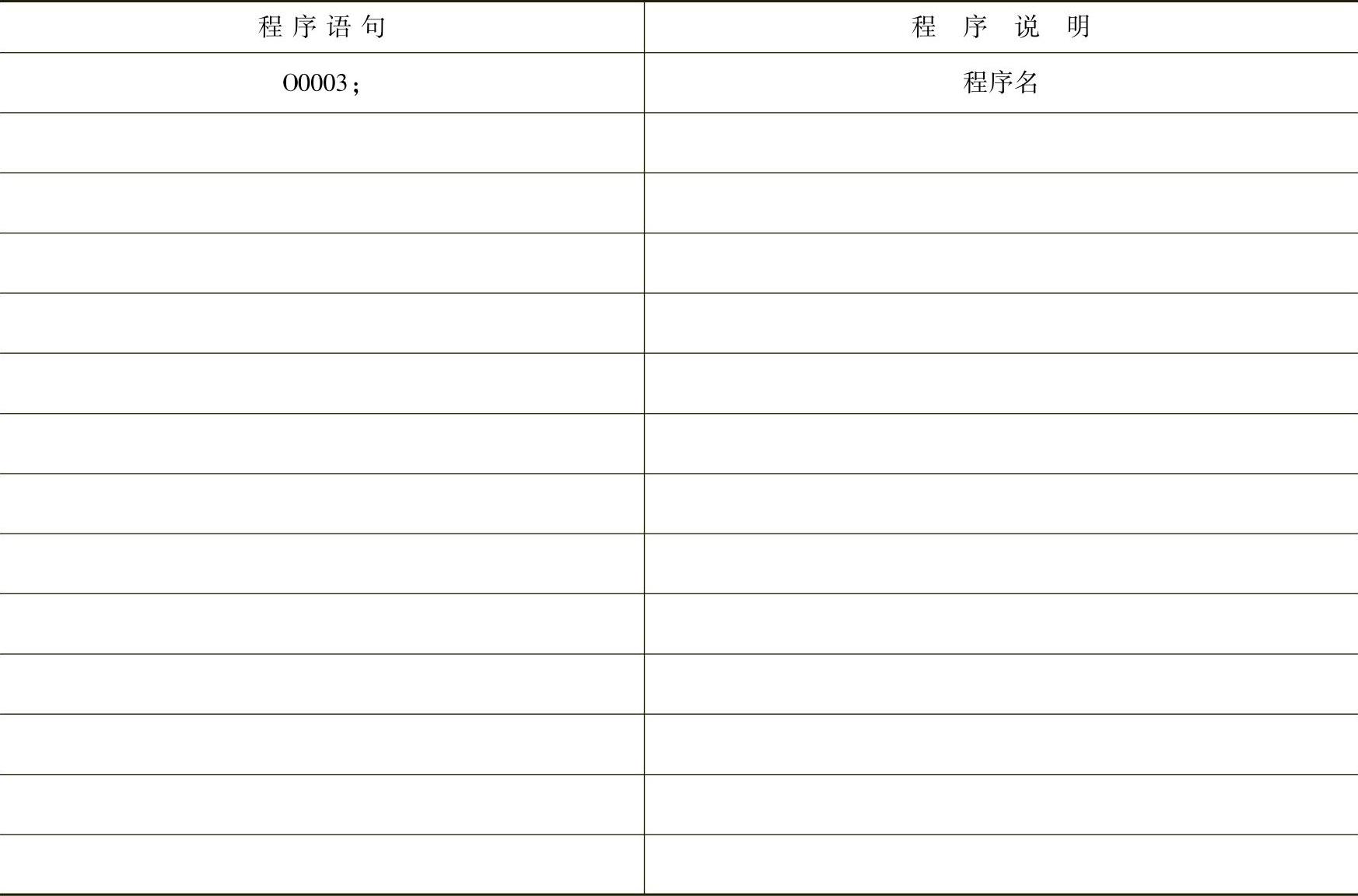
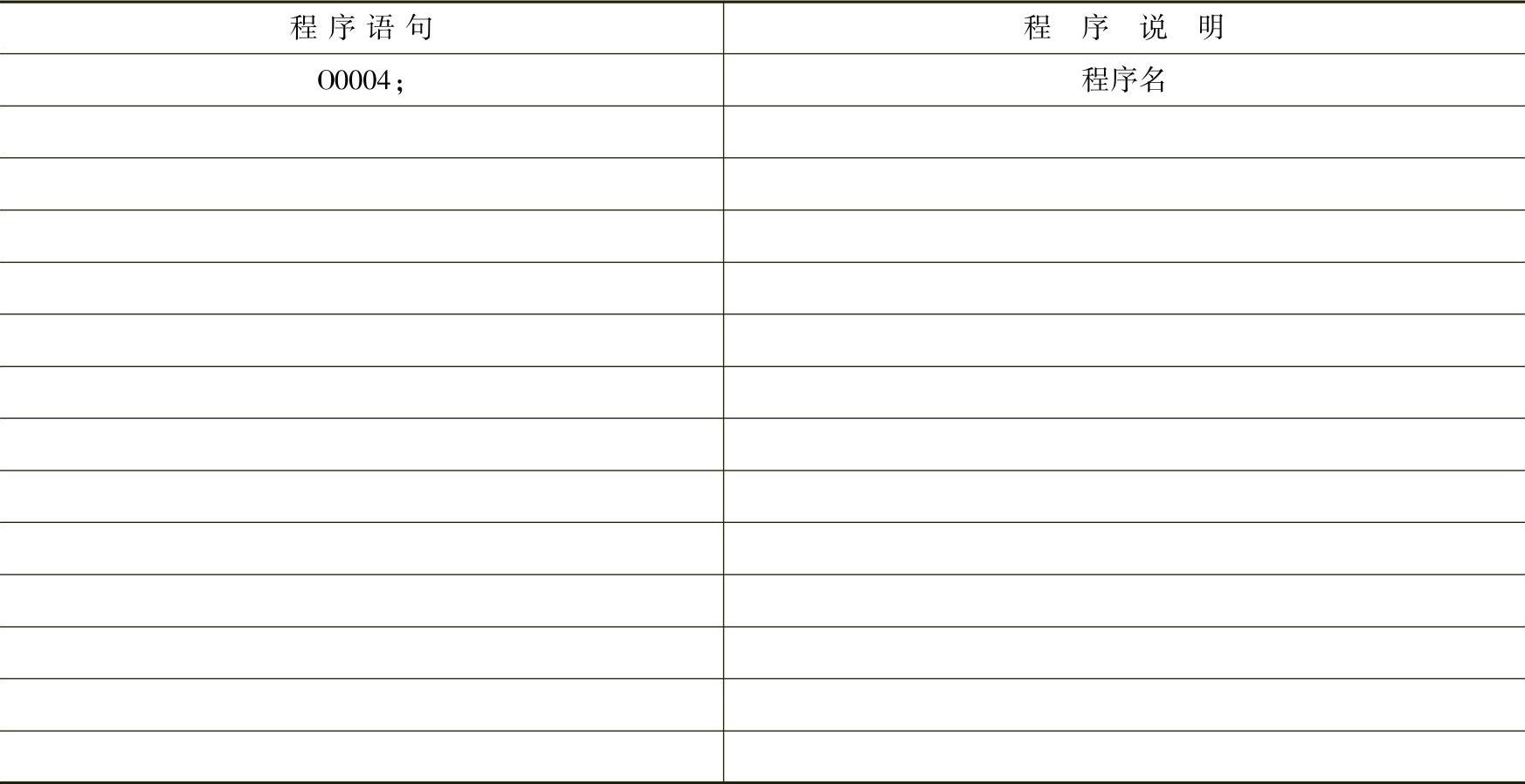
5)编写程序(查找资料明确以下指令作用并完成表4-1),并将加工路线绘制在图4-3上。
G00指令____G01指令____。
F指令____S指令____。
M3指令____M4指令____。
表4-1 面铣加工
6)程序录入过程。选择____方式;按____,显示程序页面17;输入要存储程序的程序号,按____插入,系统界面如图4-4所示。
输入一段程序段,如G92 X500.5 Y200.2 M12,若输入的程序无错按插入键,系统界面如图4-5所示。
以这种方法依次输入所有程序段,当全部程序已输入,操作完时如要返回程序头,按____键即可。
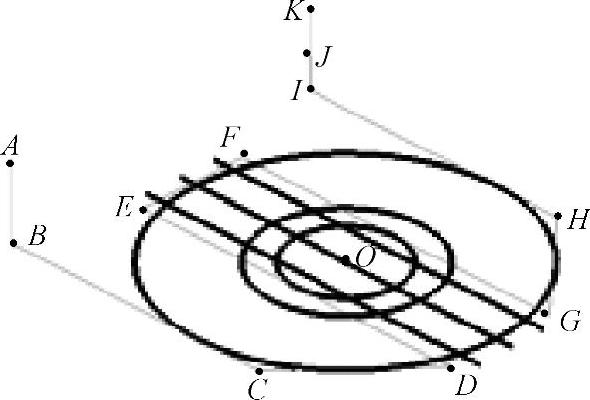
图4-3 加工路线
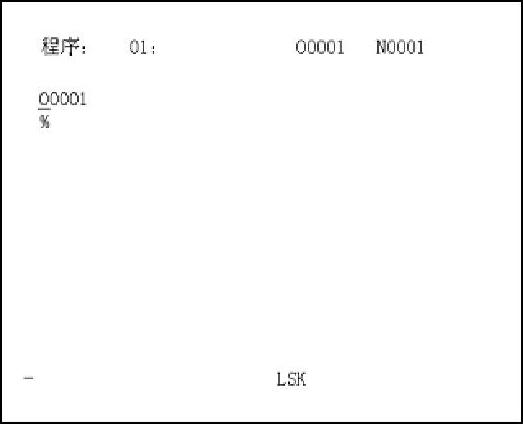
图4-4 系统界面一
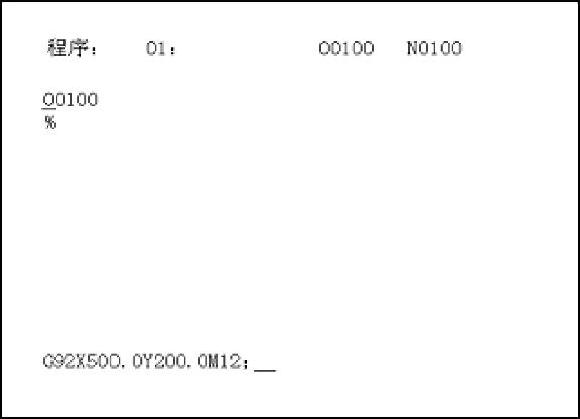
图4-5 系统界面二
7)程序检验与加工过程如下: 。
。
①选择____。
②按____,显示现程序。
③按____,锁住机床各轴的动作。
④按____,让程序自动运行,如果一直运行到底没出现报警情况那说明程序代码是正确的。
8)加工过程如下: 。
。
①选择自动模式。
②按“程序”键,显示并确认要加工的程序内容,然后将光标移动到程序头。
③将进给倍率调整为0%,主轴转速调整到100%。
④按“循环启动”按钮,运行程序进行加工,并调整进给倍率和主轴转速倍率。
3.编制钻孔程序
1)选择刀具为ϕ18mm的麻花钻。(https://www.xing528.com)
2)数学处理:钻孔的点坐标是____。
3)确定切削方式和补正方向为____。
4)确定切削用量。
5)编写程序(查找资料,明确以下指令作用并补充完成表4-2),并将加工路线绘制在图4-6上。
G81指令是____,指令格式是____。
G83指令是____,指令格式是____。
表4-2 钻孔加工
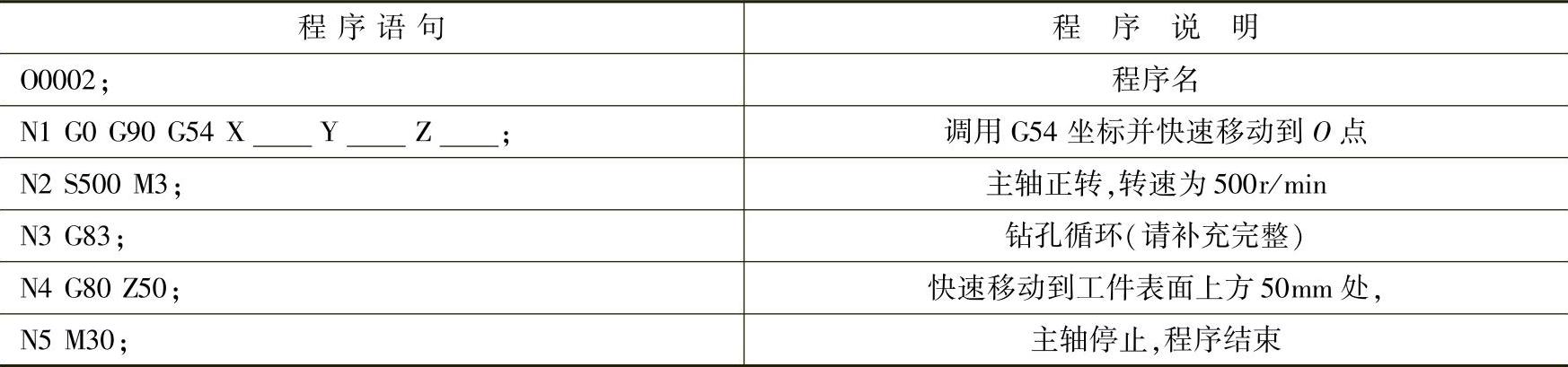
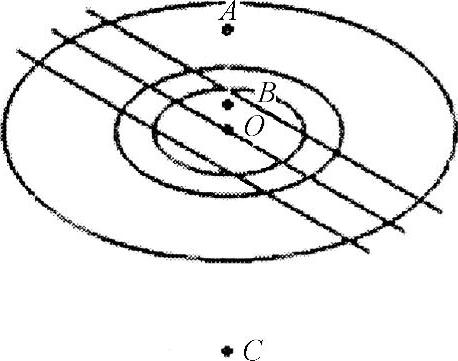
图4-6 加工路线
4.编制外形铣程序一
1)选择刀具为ϕ16mm的立铣刀。
2)数学处理,请在字母后面写上相应点的坐标值(图4-7)。
A____B____
C____D____
E____F____
G____H____
切入圆弧半径为____
3)确定切削方式和补正方向____。
4)确定切削用量。
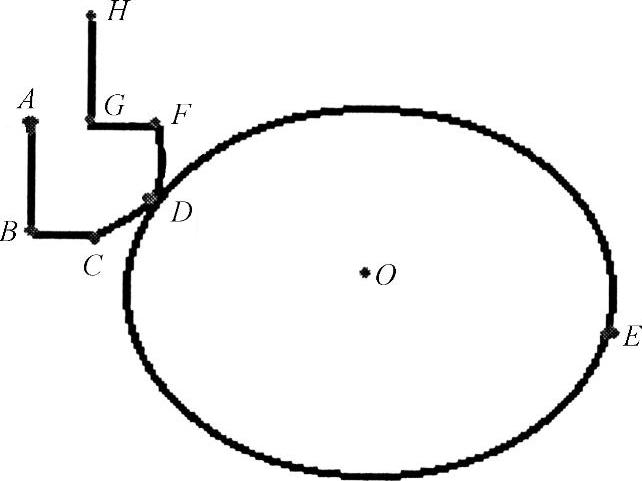
图4-7 数学处理
5)编写程序(查找资料明确以下指令作用并完成表4-3)。
G02指令____G03指令____。
G17指令____G18指令____。
G19指令____G21指令____。
G41指令____G42指令____。
G90指令____G91指令____。
表4-3 外形铣一
5.编制外形铣程序二
补全表4-4,在图4-8中描出加工路线,并在下方字母后填写基点坐标。
表4-4 外形铣二
A____B____
C____D____
E____F____
G____H____
切入圆弧半径为____
6.槽的粗加工
补全表4-5,在图4-9中描出加工路线,并在下方字母后写上基点坐标。
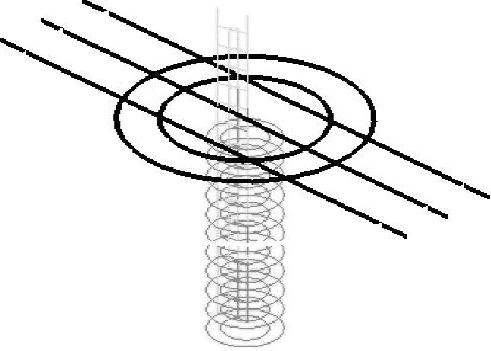
图4-8 加工路线
表4-5 槽的粗加工
A____B____
C____D____
E____F____
G____H____
切入圆弧半径为____
依次将程序录入后验证。程序正确后即可进行工件的加工。
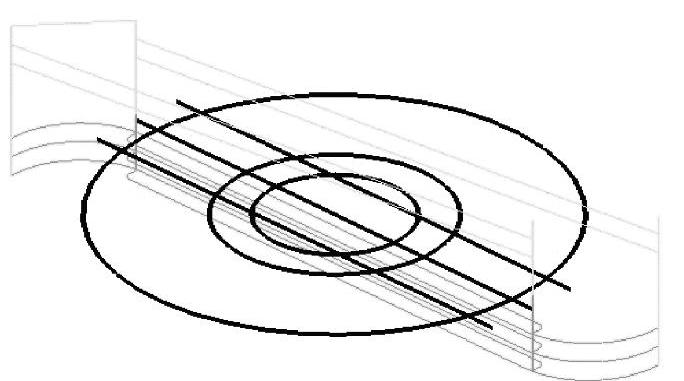
图4-9 加工路线
精修小技巧:只要将刀具半径补偿值进行调整,就可以用同一个程序实现粗精加工。
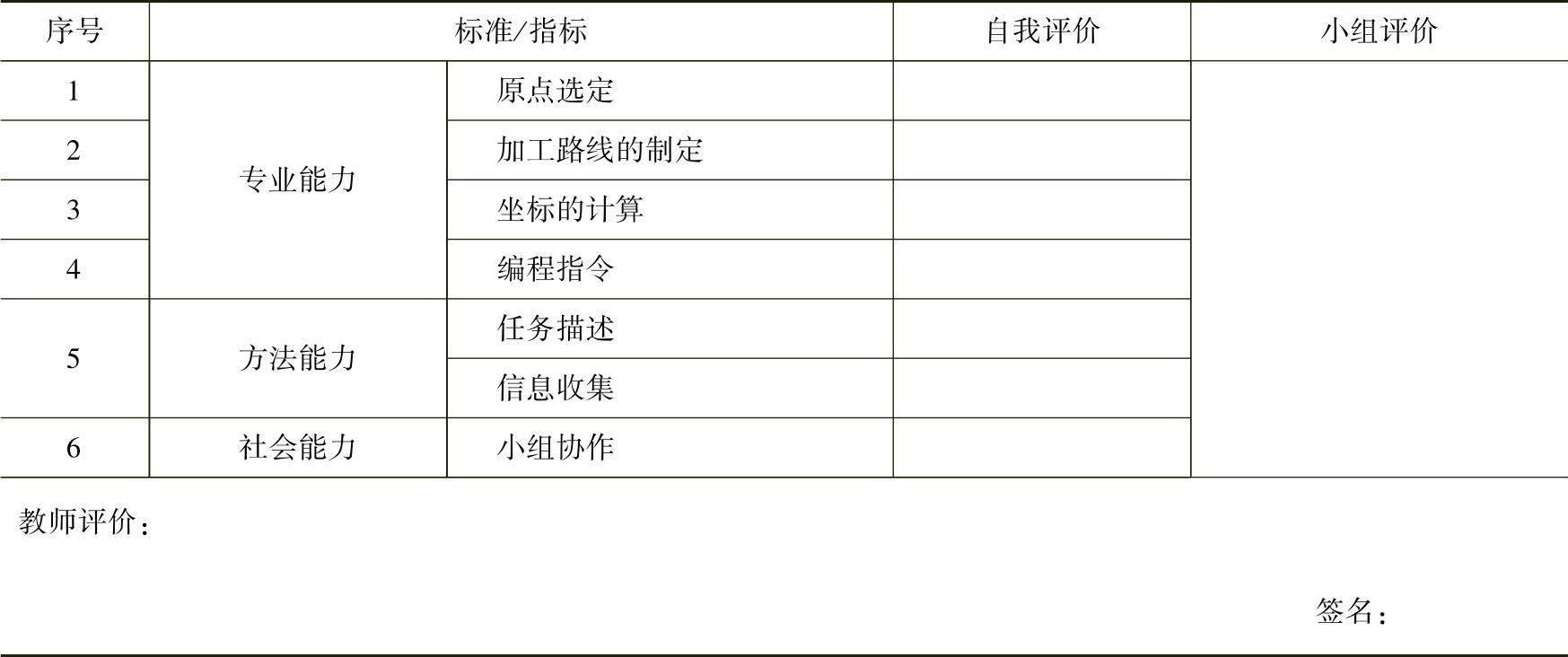
7.评价各小组完成学习情境评价表(表4-6)。
表4-6 活动评价表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。