



学习目标
1)能熟悉操作数控铣床操作面板。
2)能进行试切对刀。
3)能运用软件编写加工程序,通过传输软件传送程序进行零件在线加工。
4)能在加工过程中进行尺寸控制。
5)能进行数控铣床的日常维护。
学习地点
数控铣学习工作站。
学习准备
1)派工单、图样、多媒体、互联网。
2)数控铣床。
3)安全操作规程、《数控铣床编程与操作》、《数控铣床CNC使用手册》。
学习过程
步骤一:数控铣床操作
1.认识操作面板
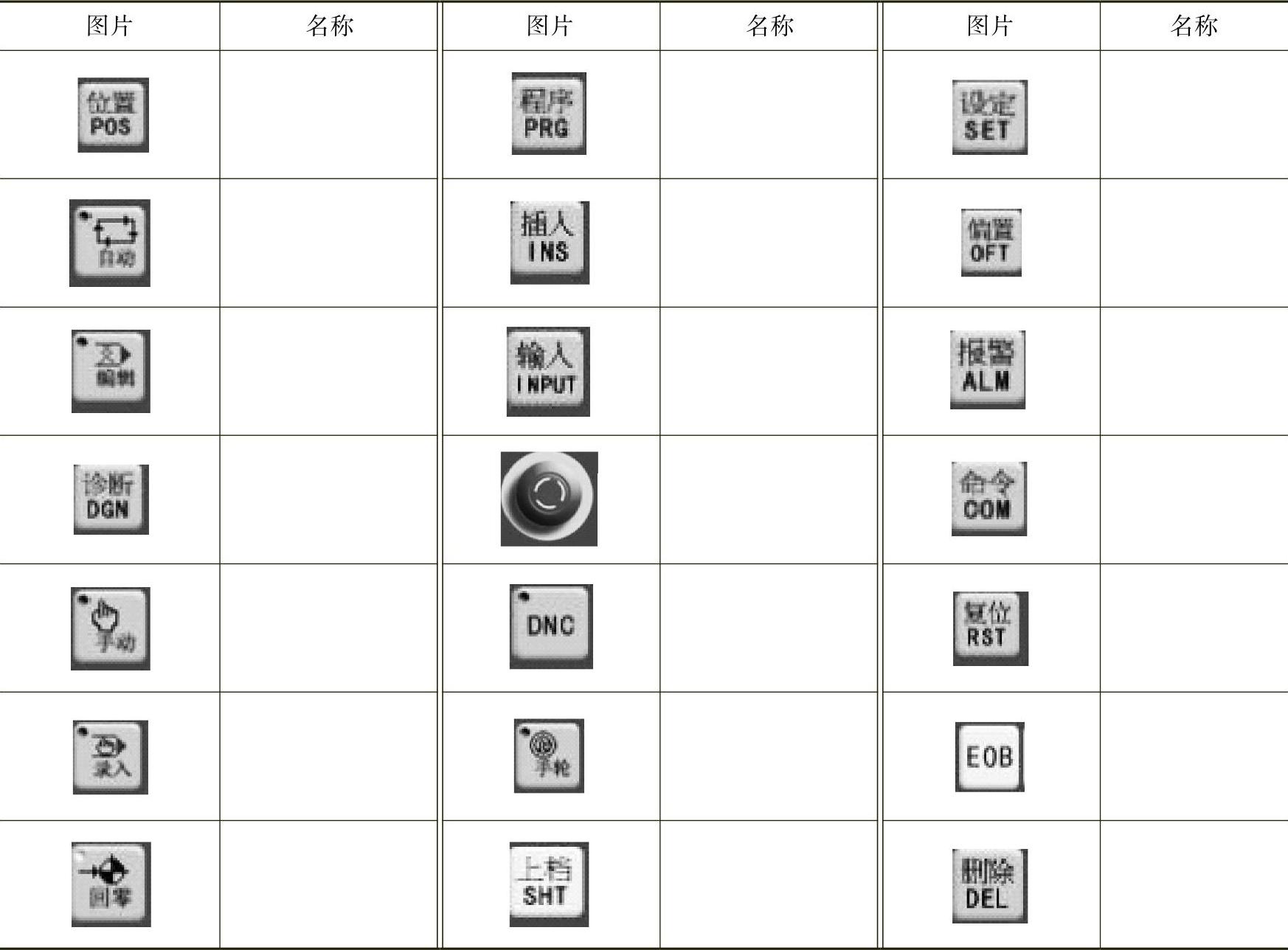
对照机床面板结合《机床操作手册》完成表1-10。
表1-10 操作面板按键认知表
2.机床基本操作
1)正确开机。请将下面内容按开机要求正确排序:____→____→____→____→____。
A.合上总电源
B.打开系统电源
C.做好开机前的准备工作
D.打开机床后部强电开关
E.顺时针旋转急停开关
下列图片分别是机床强电开关、急停开关和系统电源开关,请辨别:
 是____,
是____,
 是____,
是____,
 是____。
是____。
2)手动返回机床参考点。请将下面内容按返回参考点要求正确排序:____→____→____→____。
A.选择 ,选择
,选择 的X10档
的X10档
B.选择 方式
方式
C.选择
D.选择 和
和
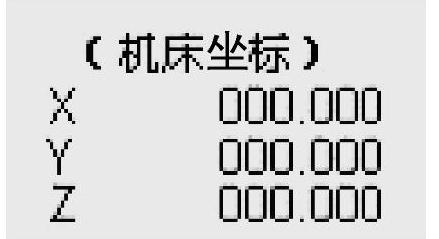
图1-36 机床坐标显示
执行完以上操作后,在显示屏上的机床坐标值为零(图1-36)。
3)点动进给。点动进给能够使机床移动。
①把方式选择开关设定在____位置。
②选择点动进给速度。
③选择运动轴,机床沿选择方向移动。
4)快速移动。按着此按钮,可使轴在选定方向上作快速移动。
5)手轮进给。用手摇脉冲发生器,对机床的进给进行精确调整。
①把“方式选择”开关设定在____位置。
②选择移动轴。
③旋转手动脉冲发生器的手摇盘。
④选择移动量。有的操作面板带有下面的选择旋钮:“×10”表示设定的移动量乘以10,“×100”表示设定的移动量乘以100,以此类推。
步骤二:工件装夹
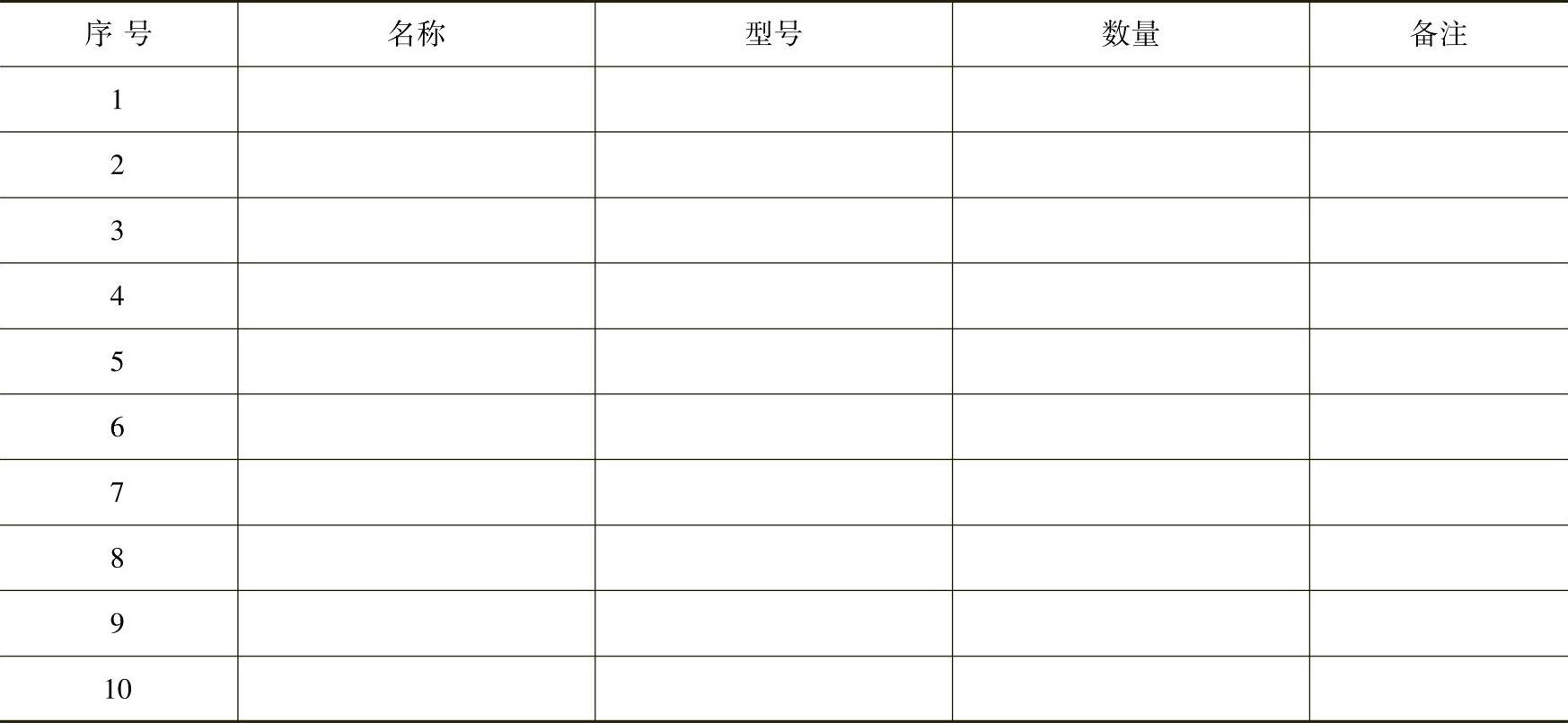
1.小组拟定物品领用清单
包括工具、量具、刃具等,填写表1-11。
表1-11 物品领用清单
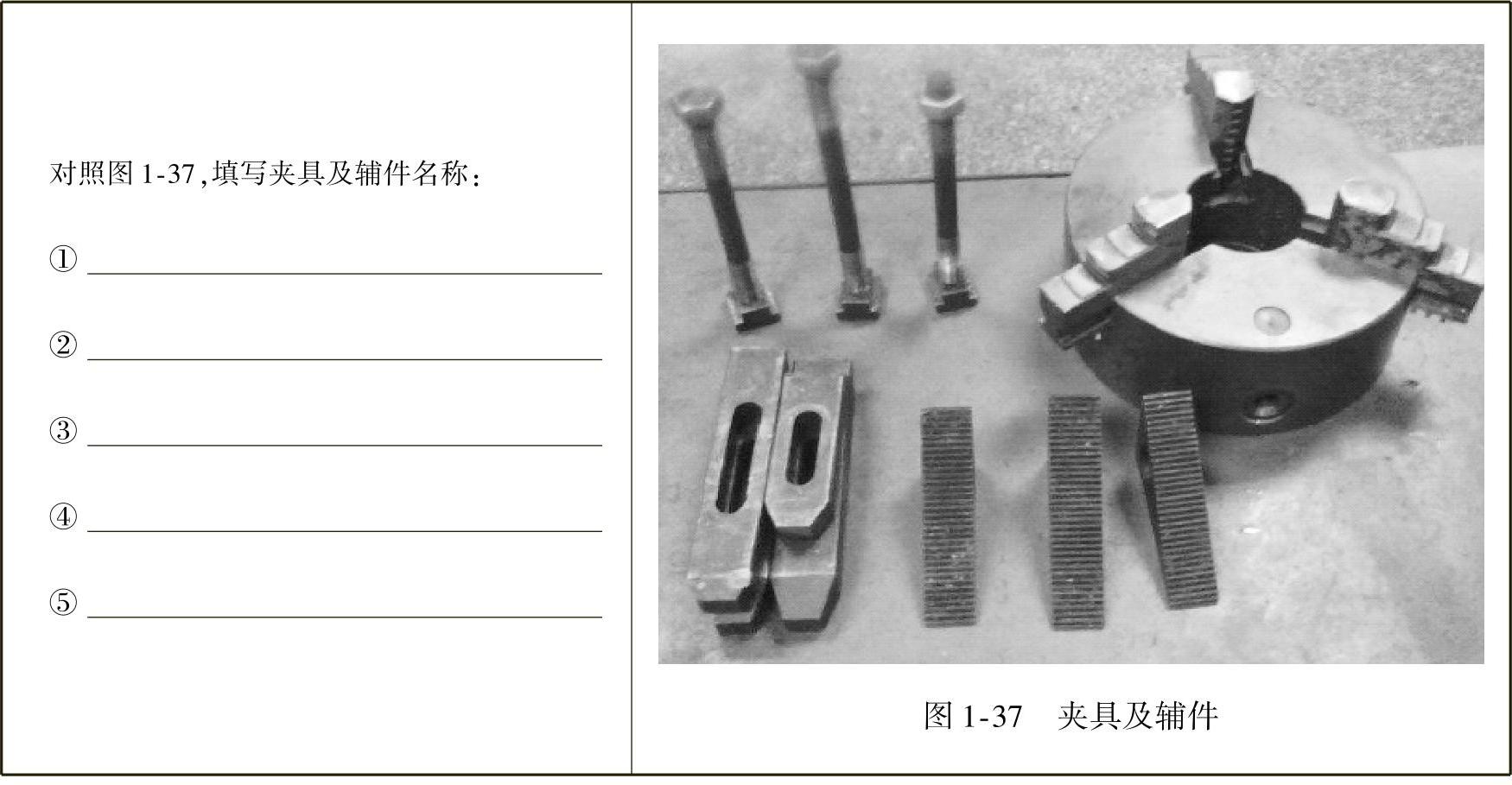
2.夹具安装
1)夹具准备。
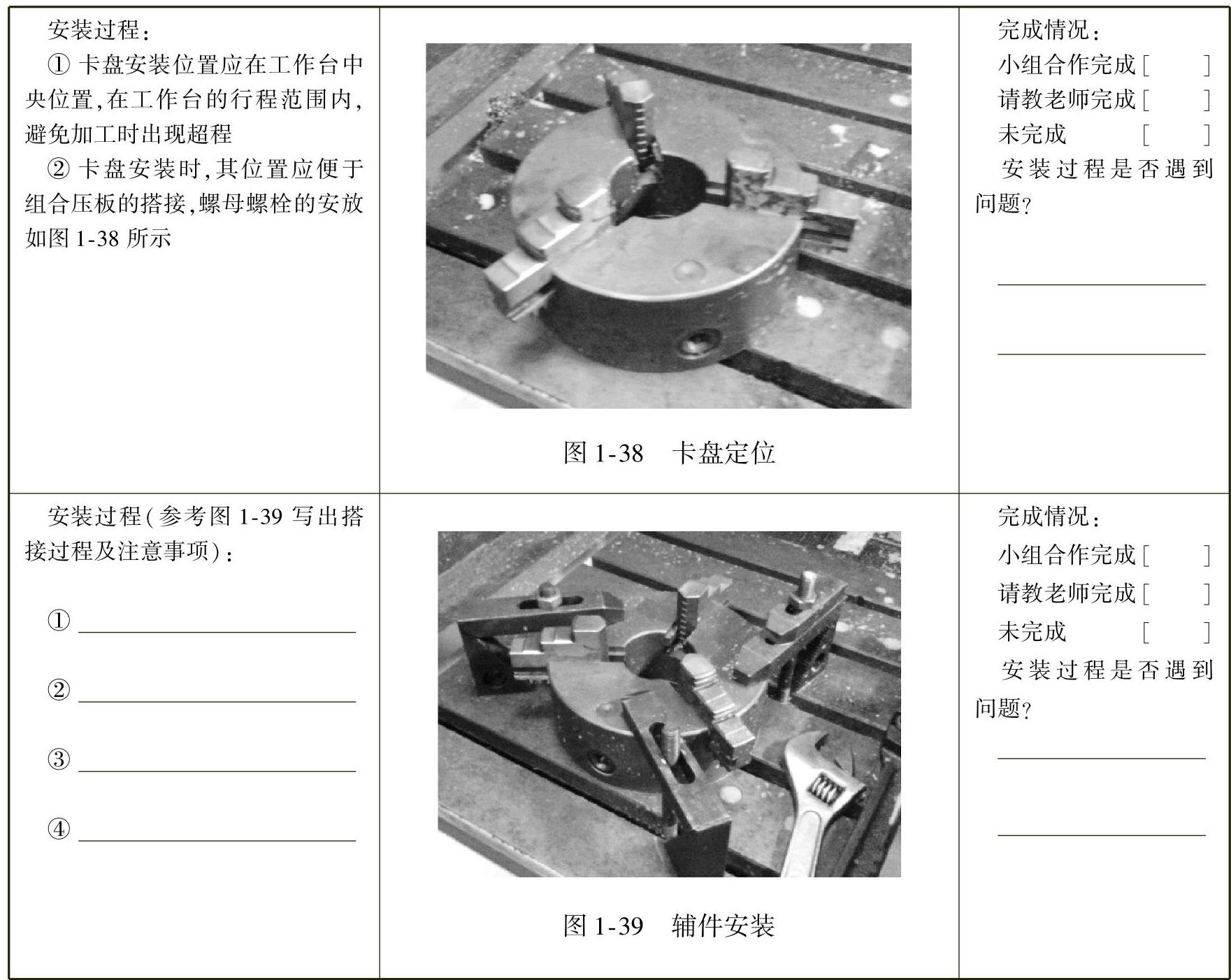
2)通过手动或者手轮模式将工件台移动到中间位置。将工作台面及卡盘擦拭干净。
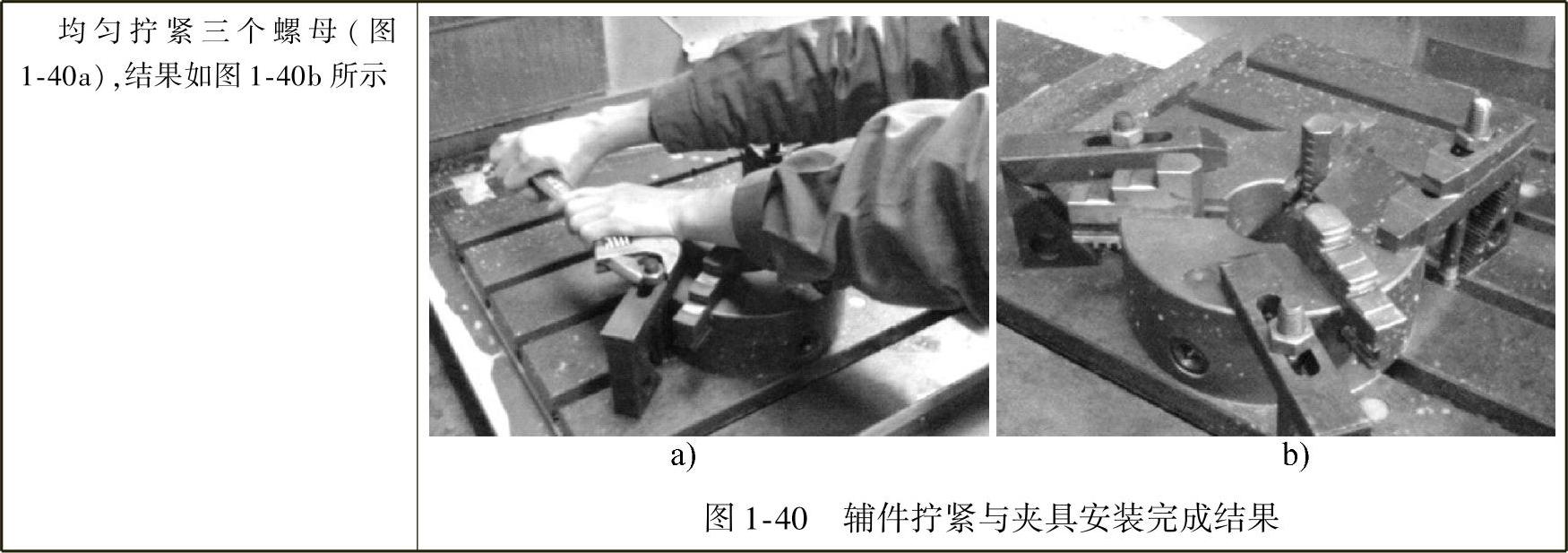
3)夹具安装。
2.工件装夹
将毛坯放入卡盘并拧紧。

延伸阅读
机床坐标系是机床固有的坐标系,机床坐标系的原点也称为机床原点或机床零点。在机床经过设计制造和调整后,这个原点便被确定下来,是固定的点。
数控铣床坐标系的确定原则如下:
1)数控铣床坐标系为右手笛卡儿坐标系(图1-42)。
2)三个坐标轴互相垂直。
3)以机床主轴轴线方向为Z轴;刀具远离工件的方向为Z轴正方向。
4)X轴与工件安装表面平行;对于立式铣床,人面对机床主轴,右侧方向为X轴正方向。
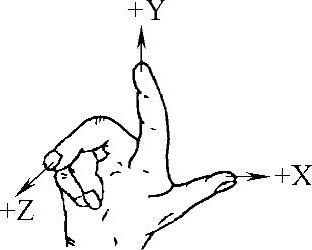
图1-42 右手直角笛卡儿坐标系
5)Y轴方向根据X,Z轴按右手笛卡儿直角坐标系来确定。
工件坐标系是固定于工件上的笛卡儿坐标系,是编程人员在编制程序时用来确定刀具和程序起点的,该坐标系的原点可由使用人员根据具体情况确定,但坐标轴的方向应与机床坐标系一致并且与之有确定的尺寸关系。
步骤三:对刀
1.X.Y向对刀
1)确认工件已经夹紧,并查看工件试切位置余量足够。
2)启动机床主轴,选择____方式,重复两次“命令”键,依次键入____,按输入键,再依次键入____,按输入键,输入完毕,按____键,主轴正转。
3)快速移动工作台,让刀具靠近工件的左侧(保持一定距离)。
4)改用手轮操作,让铣刀慢慢接触到工件左侧,观察刀具与工件位置,发生轻微切削即可,然后按____,再按____键清零。
5)抬起刀具至工件上表面之上,快速移动工作台,让刀具移动至工件右侧。
6)改用手轮操作,移动刀具至对刀高度,让刀具慢慢接触到工件右侧,直到刀具与工件发生切削,记下此时机械坐标系中的X坐标值,如X轴为“82.6”。
7)由以上操作可得X轴中心相对坐标为“82.6/2=41.3”,将刀具抬到安全高度,并移动到相对坐标“41.3”处,将此时的机械坐标的X值输入至G54的X坐标处,即完成X轴的对刀。
8)Y轴坐标值同理可得。
2.Z向对刀。
1)将加工所用刀具抬高到____,保持主轴正转。
2)让刀具端面慢慢接触到工件上表面。
3)记下此时____中的Z值,如“Z-250.800”。(https://www.xing528.com)
4)将测得的Z值输入到机床工件坐标系存储地址中(一般使用G54~G59代码存储对刀参数)。按____键,再根据显示选择坐标系软键,光标移动到____位置,依次输入坐标值即完成对刀。
步骤四:加工半联轴器
1.半联轴器工序1(编写刀路)
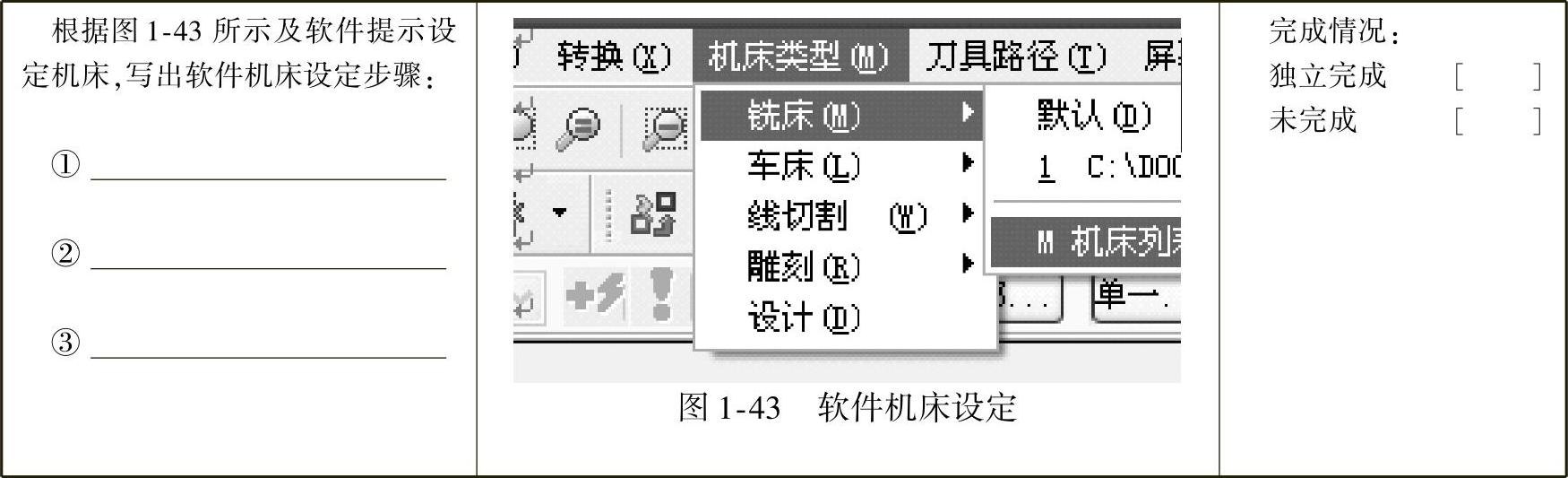
1)软件机床设定。
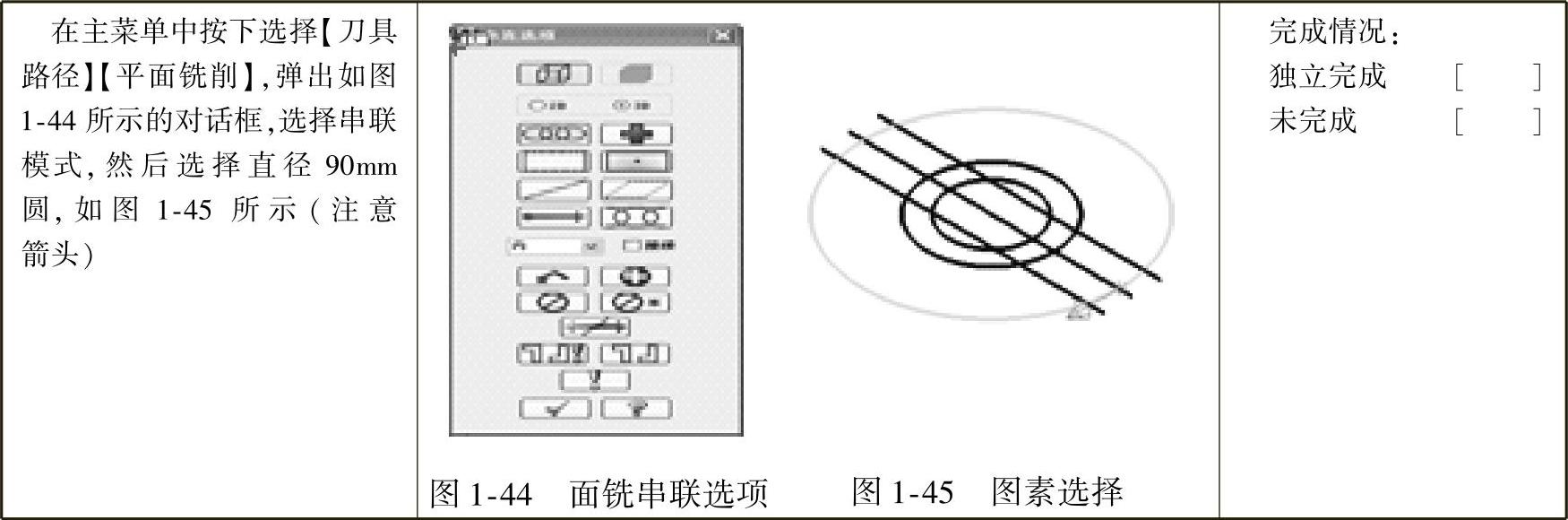
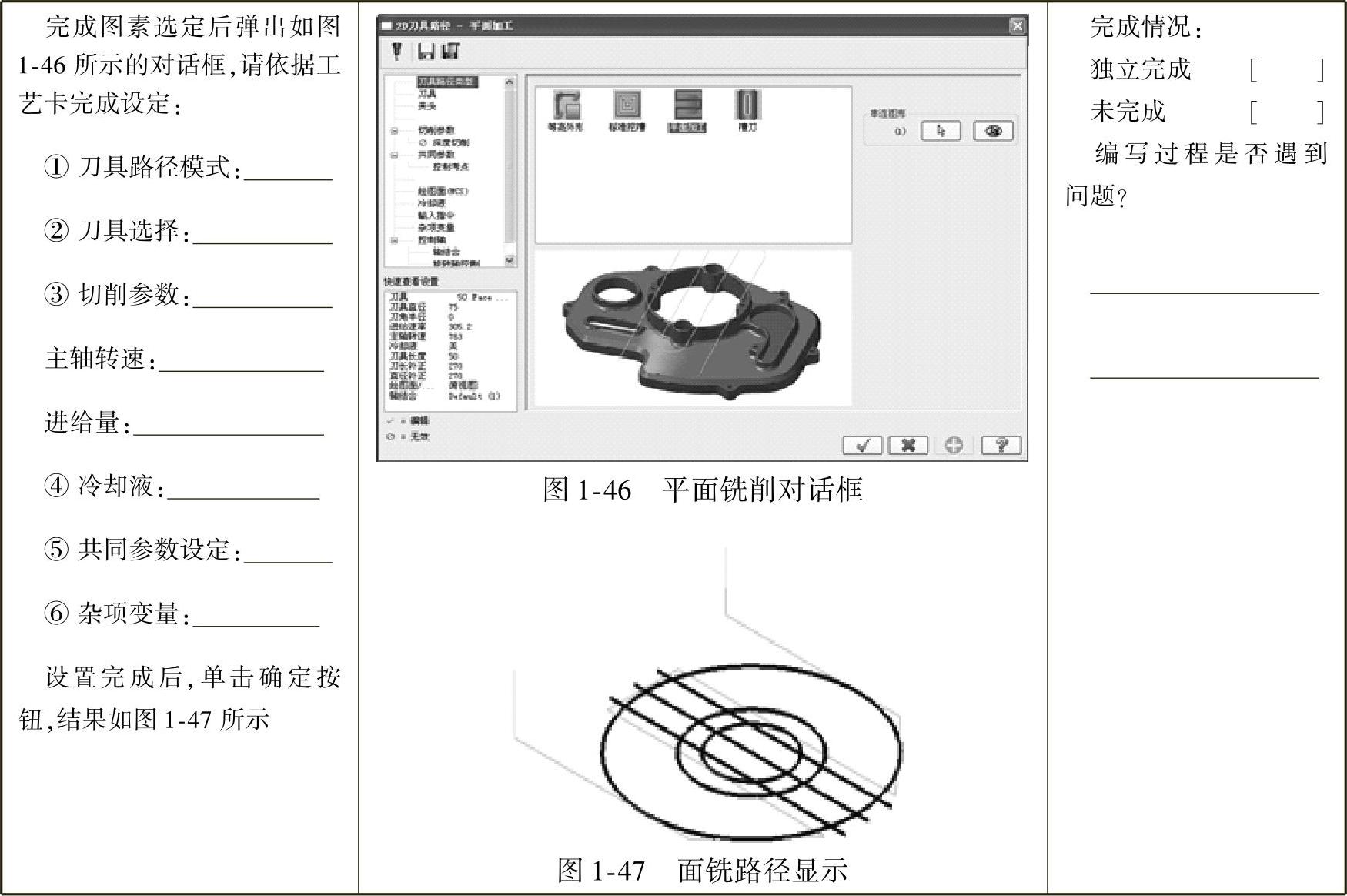
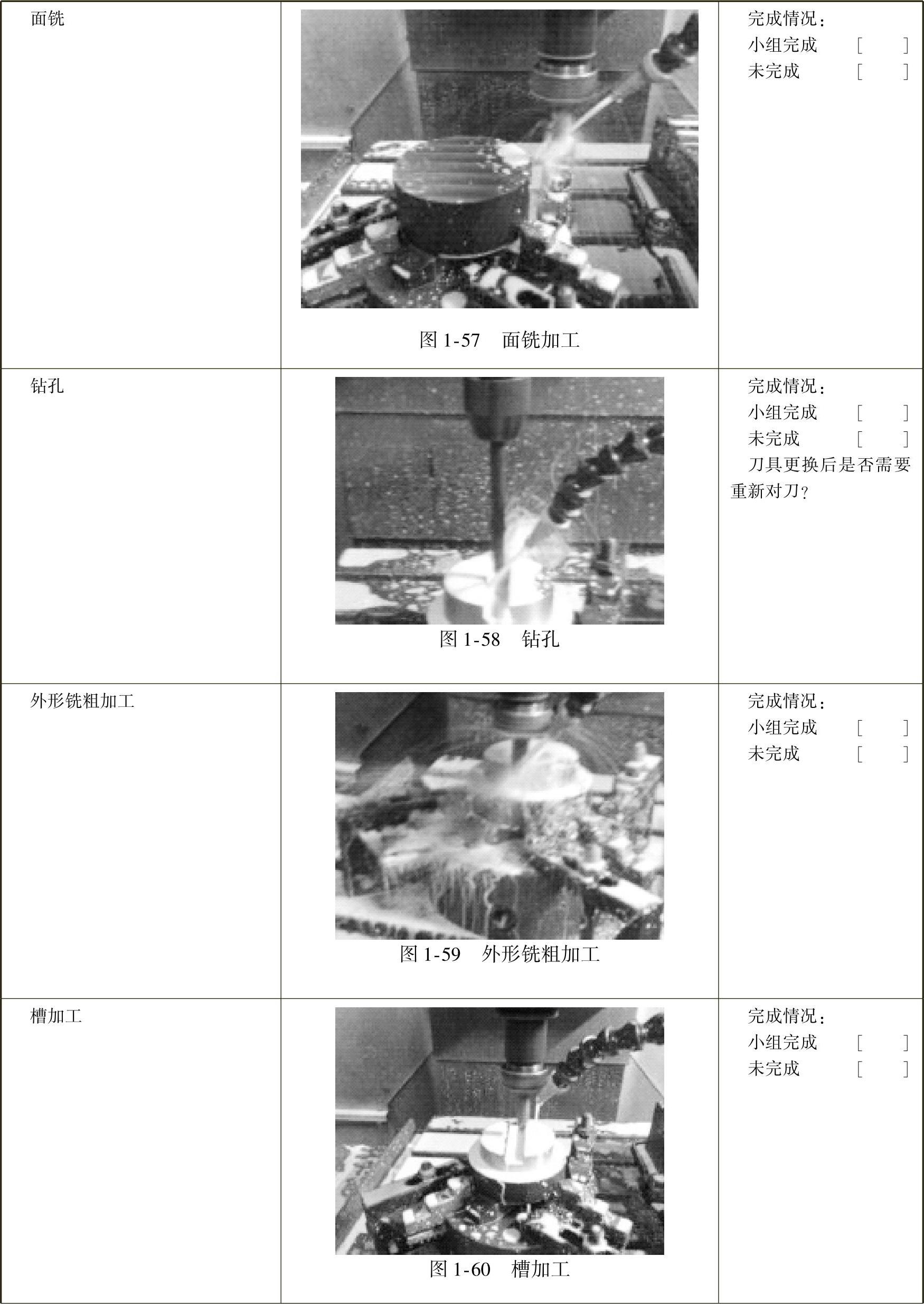
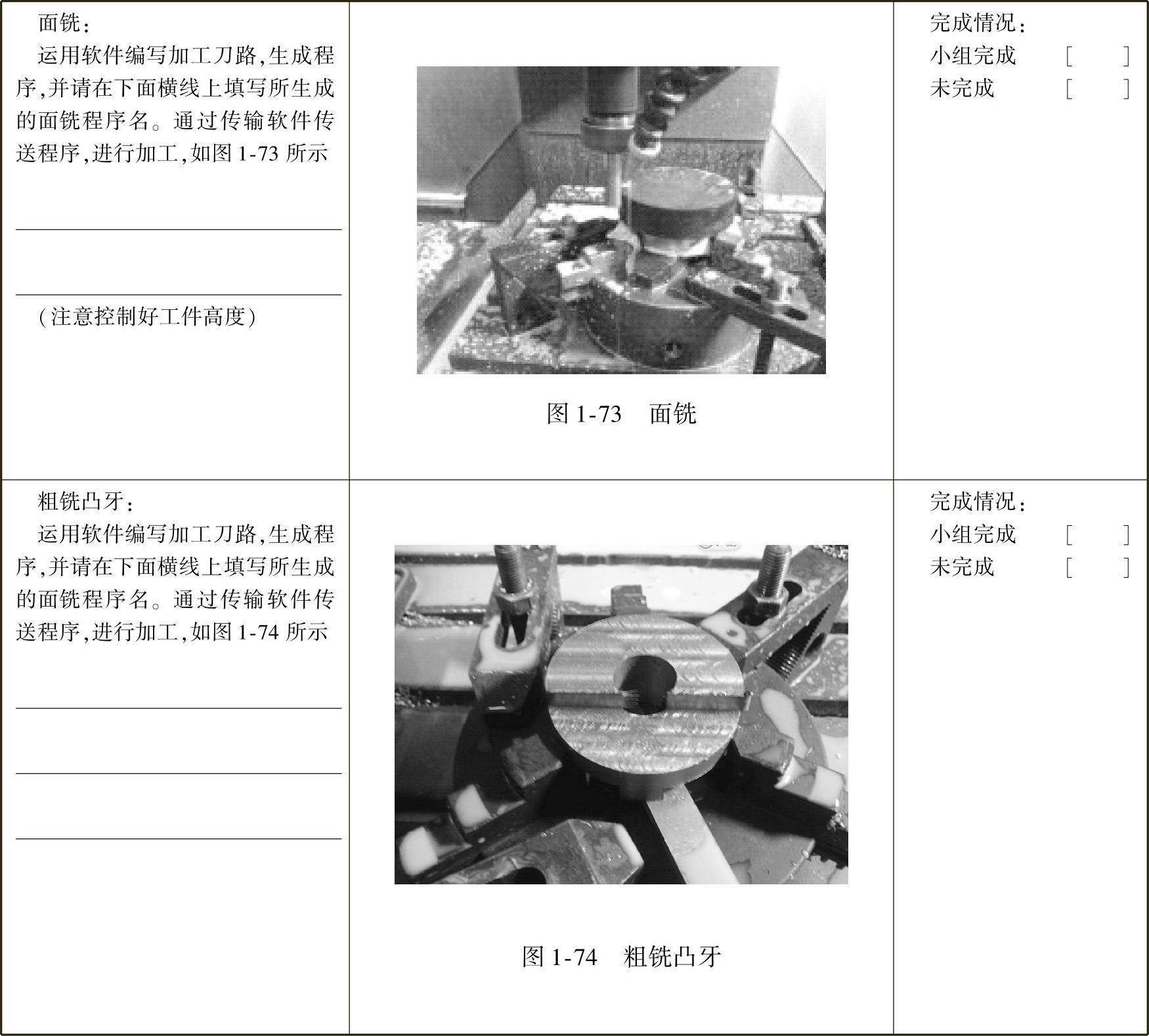
2)刀路编写:面铣。
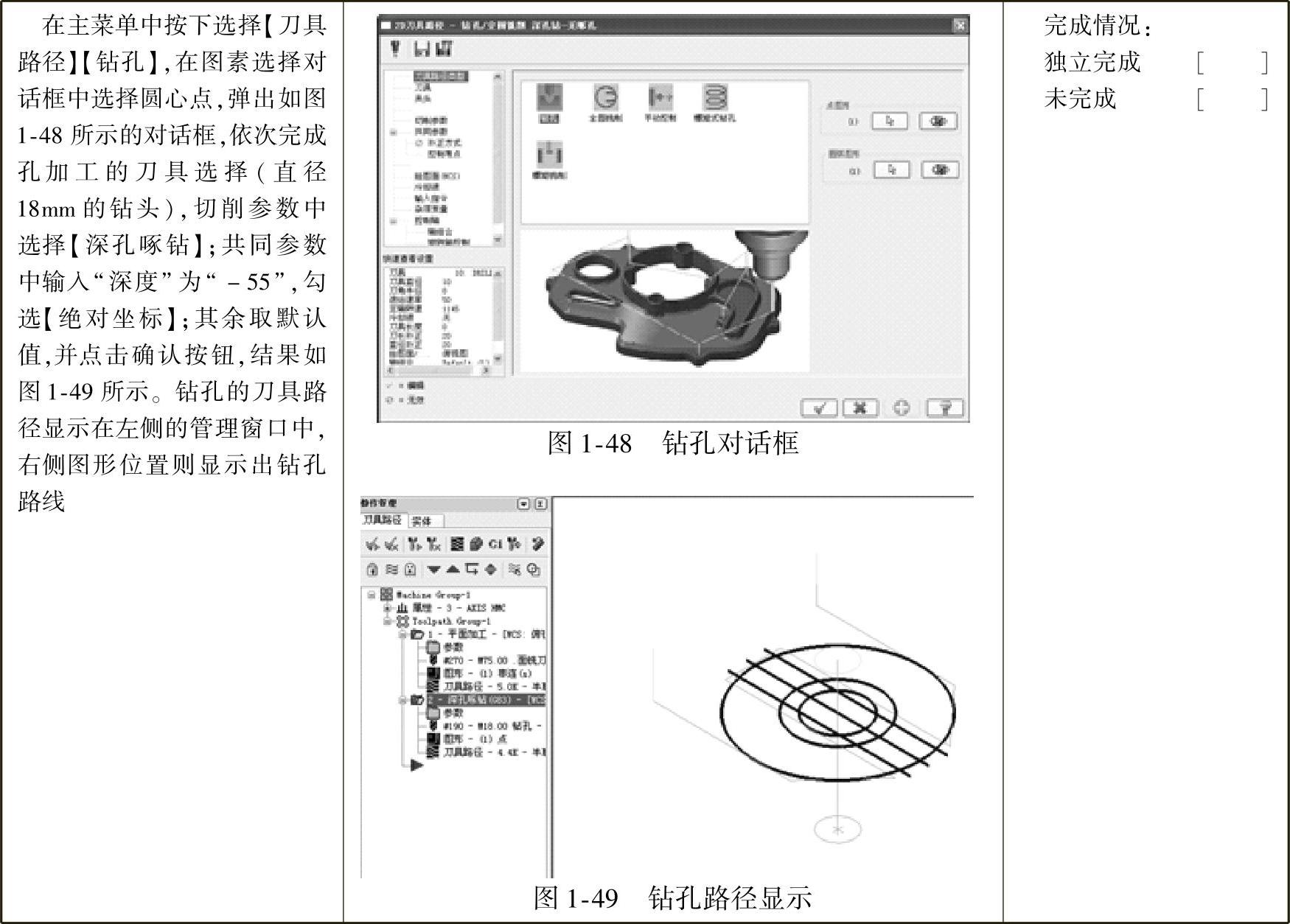
3)刀路编写:钻孔。
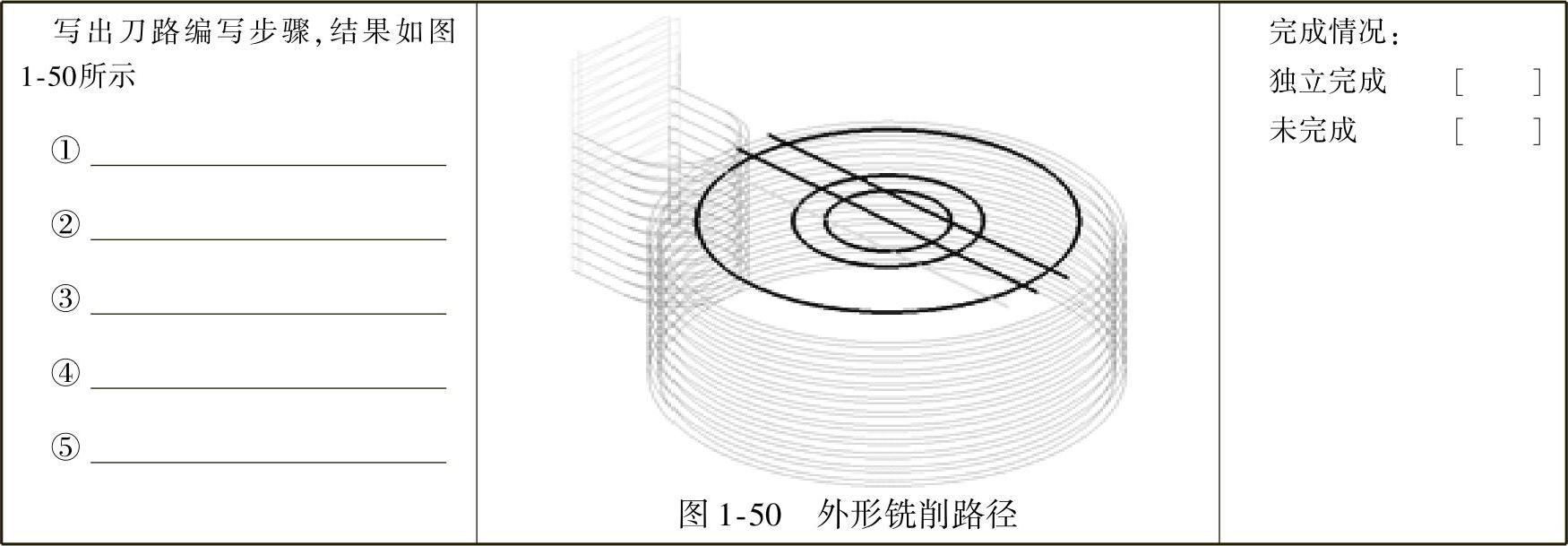
4)刀路编写:粗加工外形。
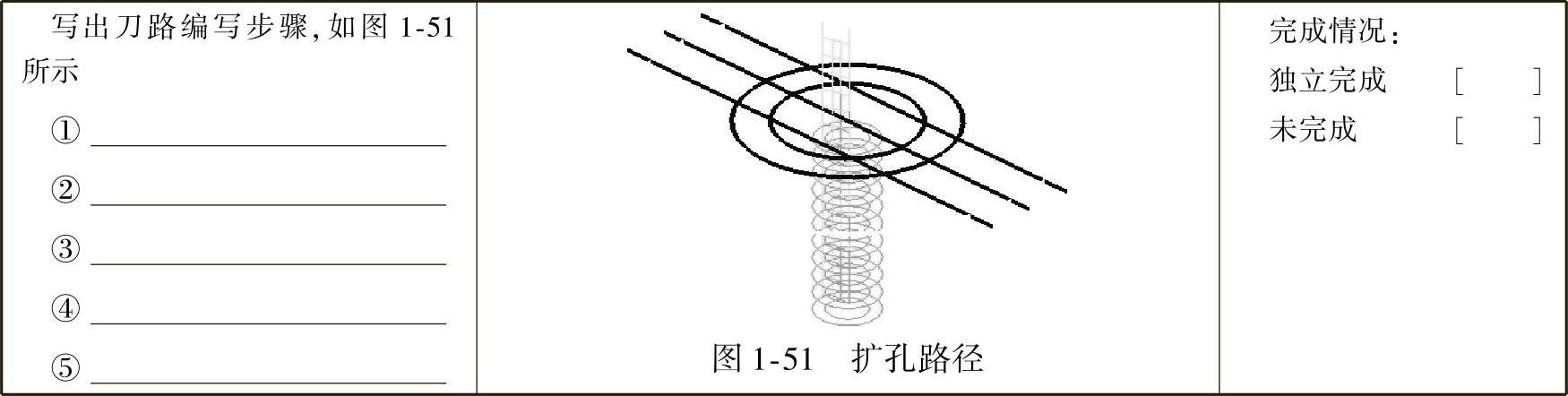
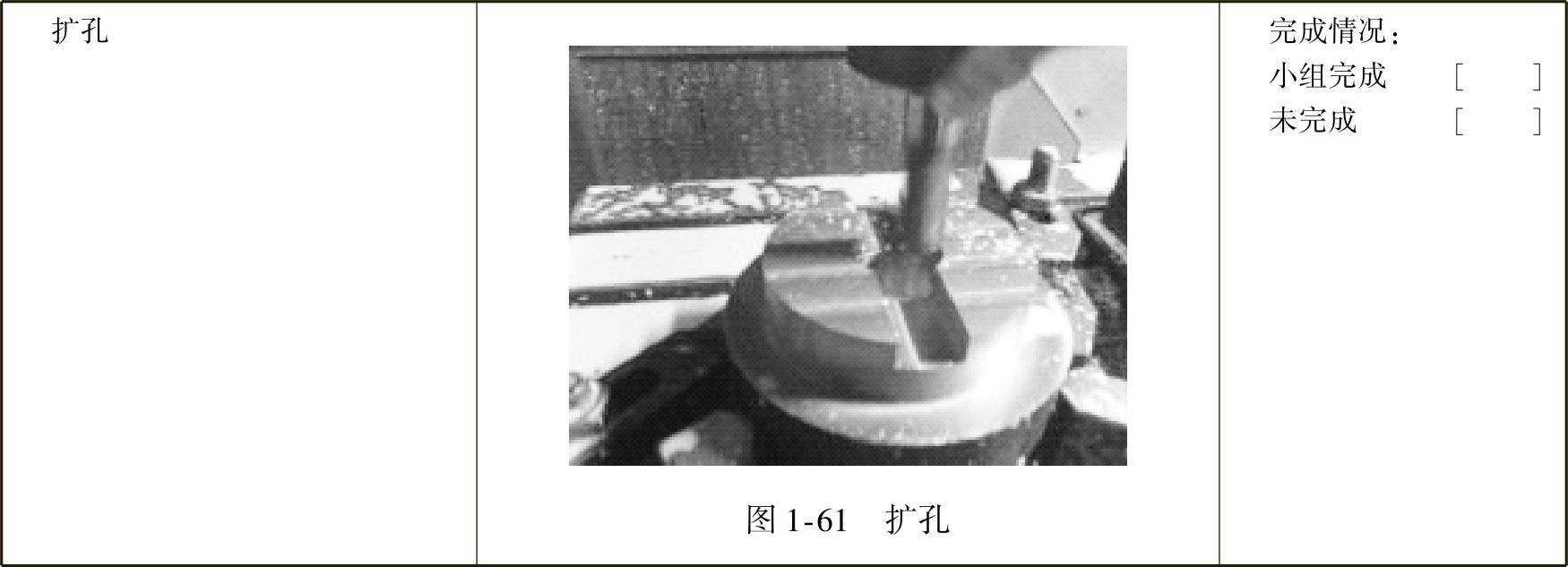
5)刀路编写:扩孔。
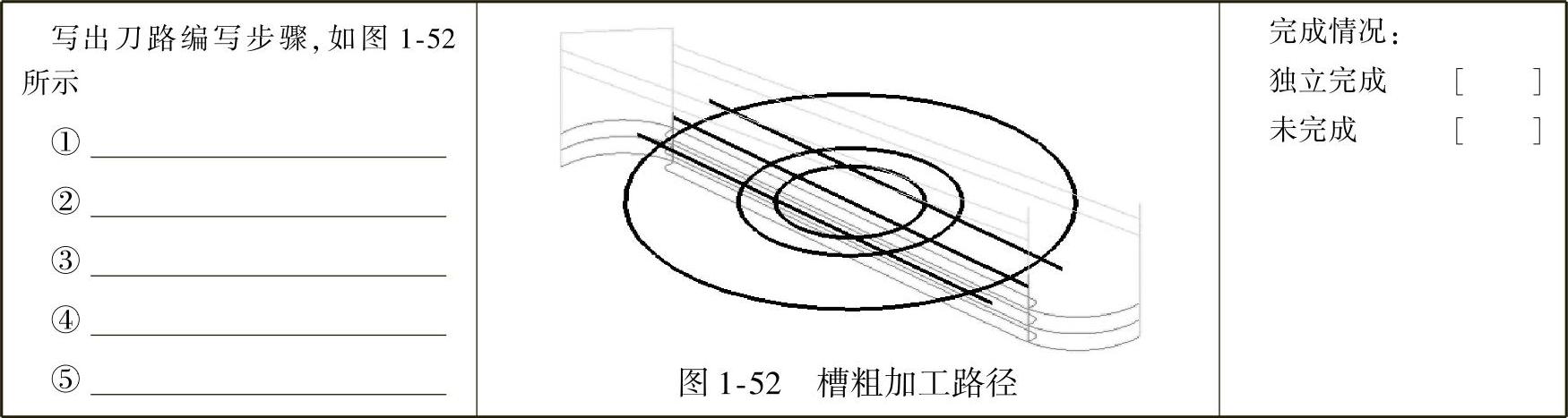
6)刀路编写:粗加工槽。
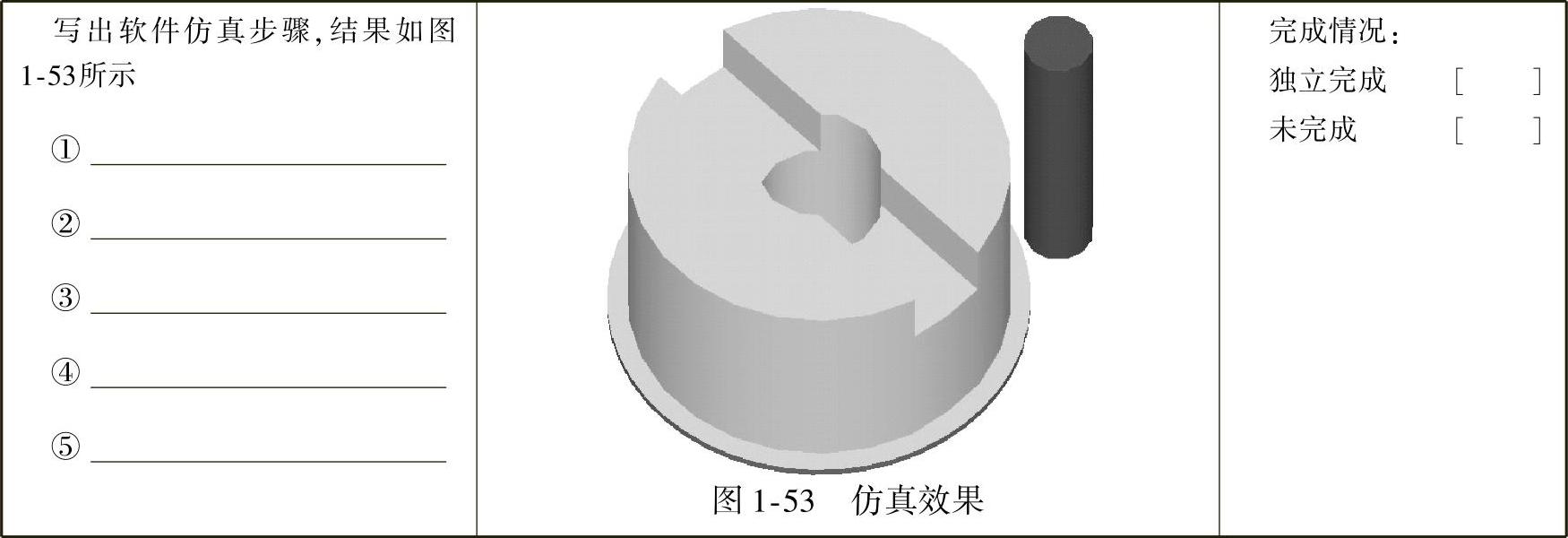
7)软件仿真。
2.半联轴器工序1
1)程序生成与修正。
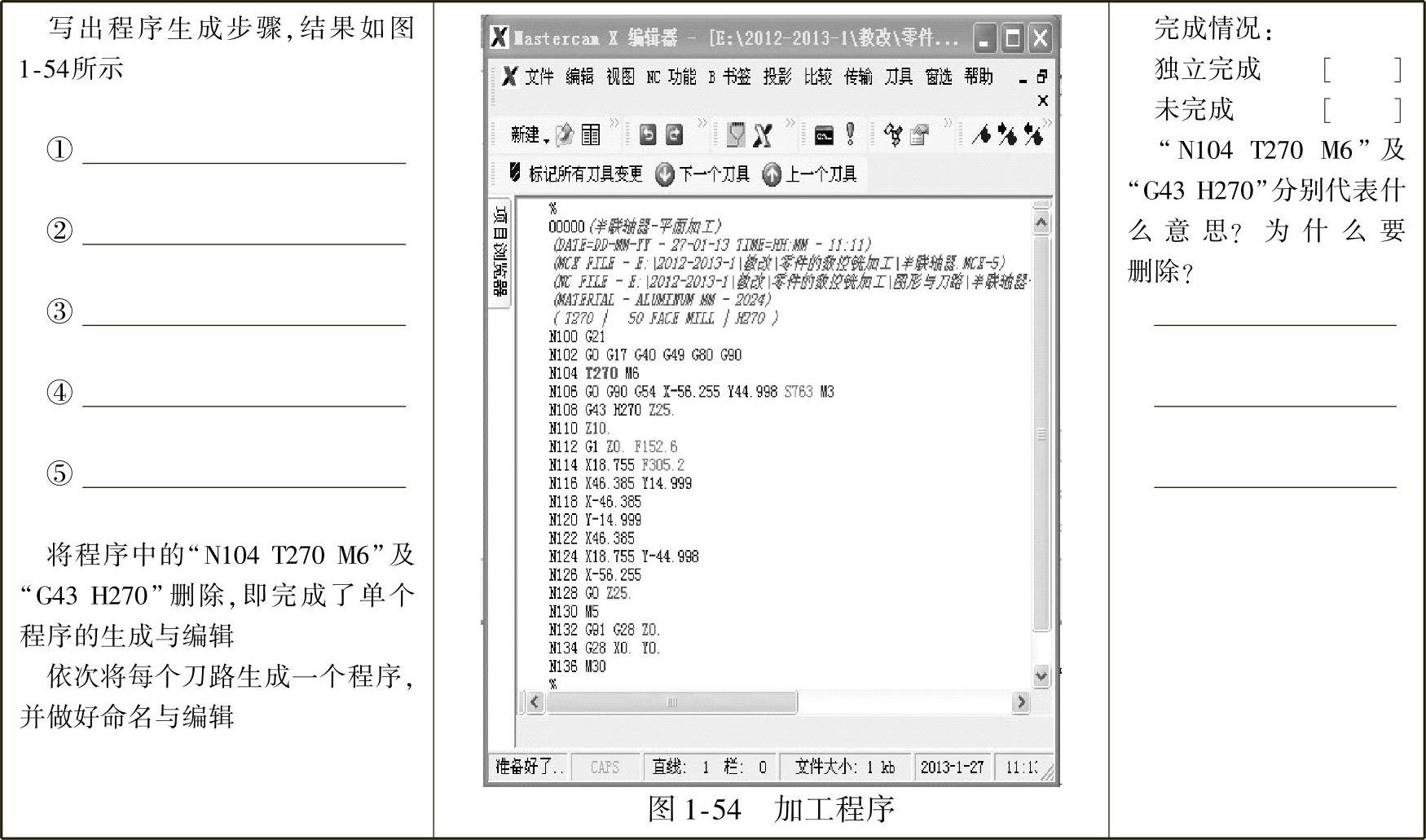
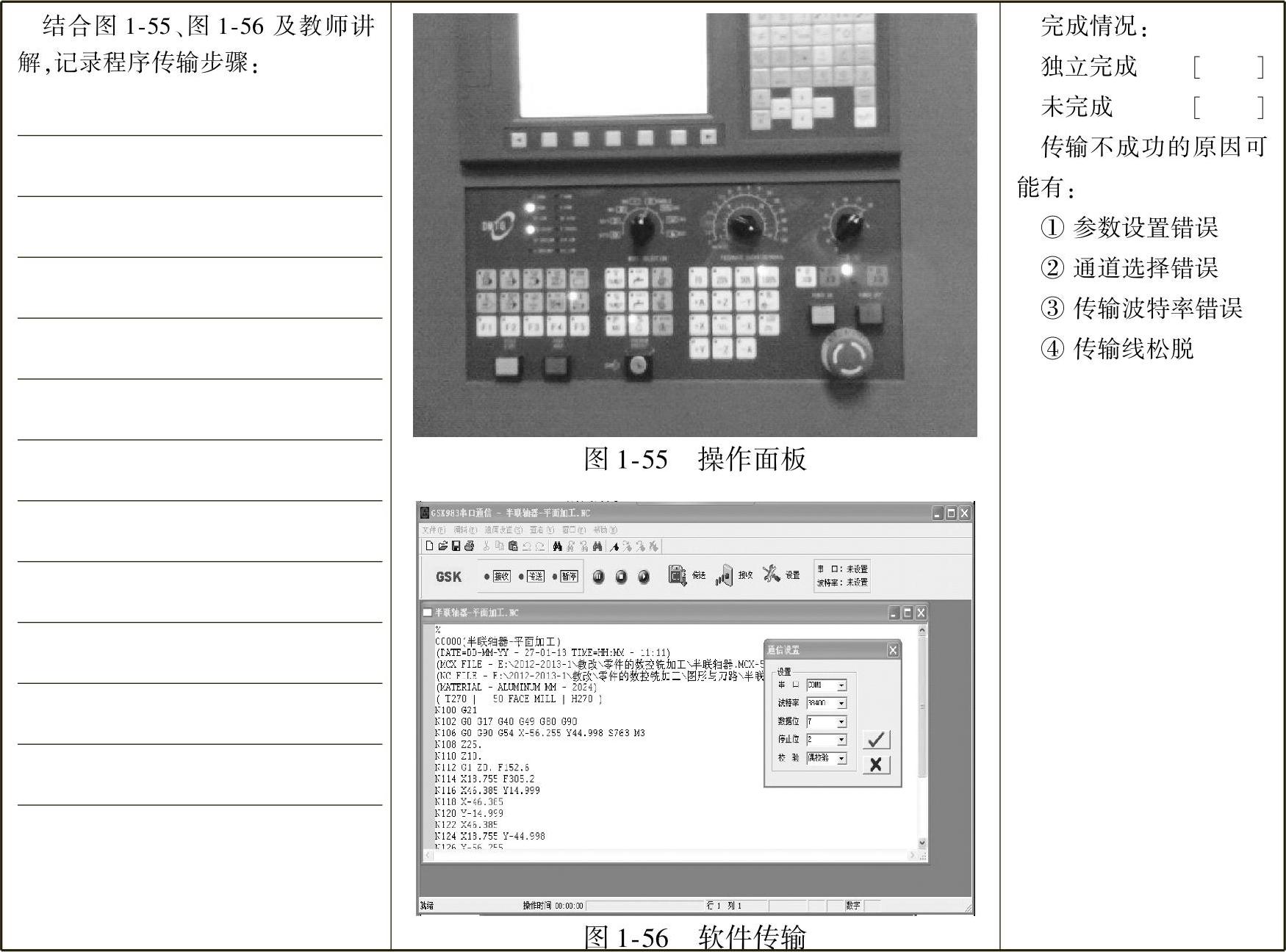
2)程序传输。
3)工序1粗加工。
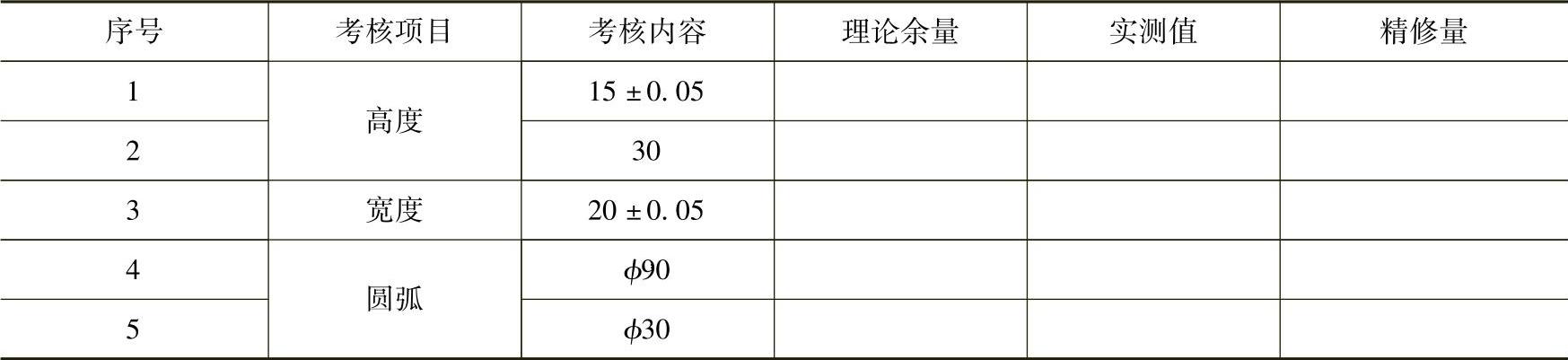
4)工序1精加工的上部粗加工完成后,检测工件,将结果填入表1-12。
表1-12 工序1精加工检测表 (单位:mm)
根据计算得出的精修量,对粗加工中的加工余量进行调整,生成精加工程序并运行程序加工。工序1的全部加工完成。
3.半联轴器工序2
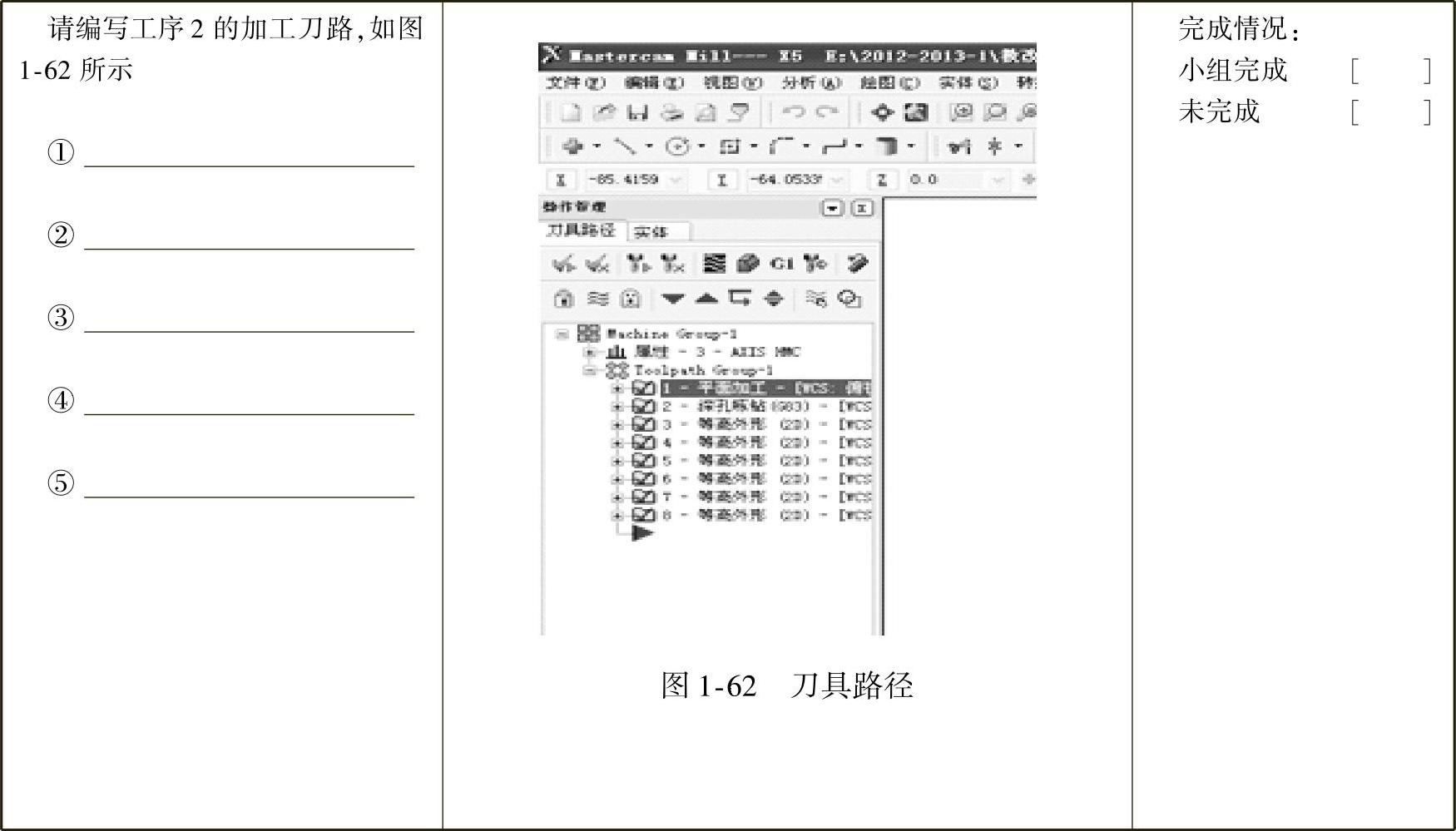
1)刀路编写。
2)程序生成与粗加工。
3)半联轴器工序2半精加工的粗加工完成后,检测工件,将结果填入表1-13。
表1-13 工序2半精加工检测表

根据计算得出的精修量,对粗加工中的加工余量进行调整,生成半精加工程序并运行程序加工。工序2的全部加工完成,完成半联轴器的加工,如图1-65、图1-66所示。
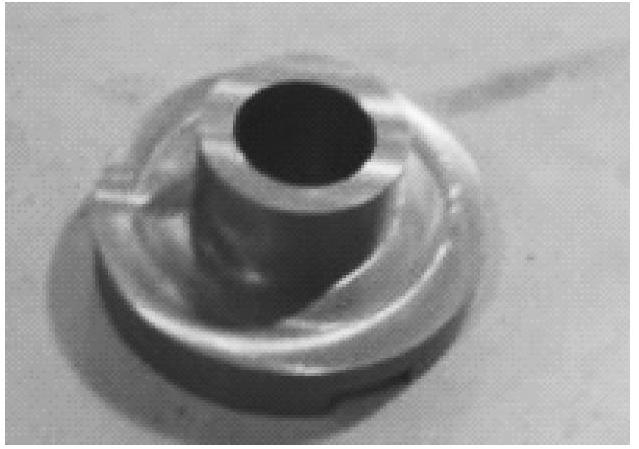
图1-65 半联轴器正面
图1-66 半联轴器背面
步骤五:十字滑块的加工
1.十字滑块工序1
1)刀路编写。
2)程序生成与粗加工。
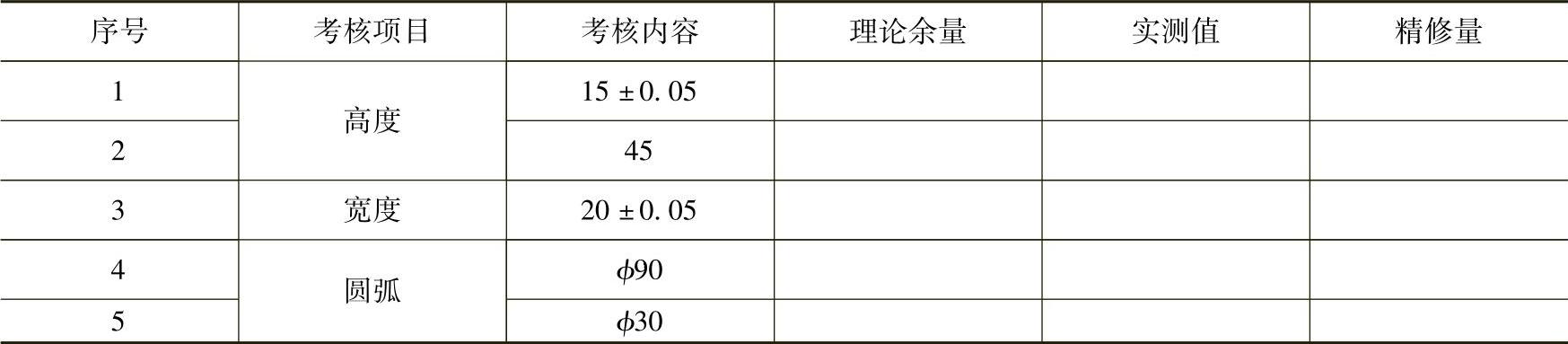
3)十字滑块加工工序1的粗加工完成后,检测工件,将结果填入表1-14。
表1-14 十字滑块工序1粗加工检测表
根据计算得出的精修量,对粗加工中的加工余量进行调整,生成半精加工程序并运行程序加工。工序1的全部加工完成。
2.十字滑块加工工序2
1)十字滑块工序2粗加工。
2)十字滑块加工工序2粗加工完成后,检测工件,将结果填入表1-15。
表1-15 十字滑块工序2粗加工检测表

根据计算得出的精修量,对粗加工中的加工余量进行调整,生成半精加工程序并运行程序加工。工序2的全部加工完成。十字滑块加工完成,如图1-75所示,与半联轴器装配后效果如图1-76所示。
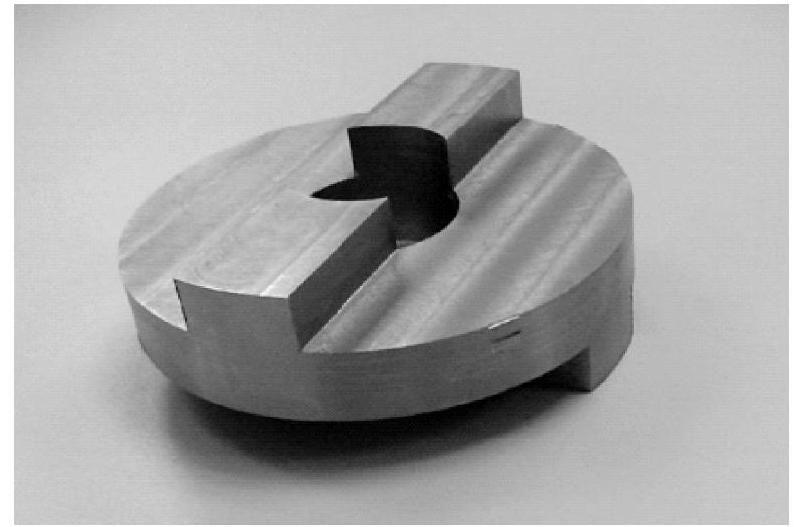
图1-75 十字滑块

图1-76 滑块联轴器
步骤六:机床清洁与保养
1)实训工场实行6S管理,应严格按照要求进行现场的清理清洁。请参考图1-77,填写6S名称并表述其含义:
1S____。
2S____。
3S____。
4S____。
5S____。
6S____。
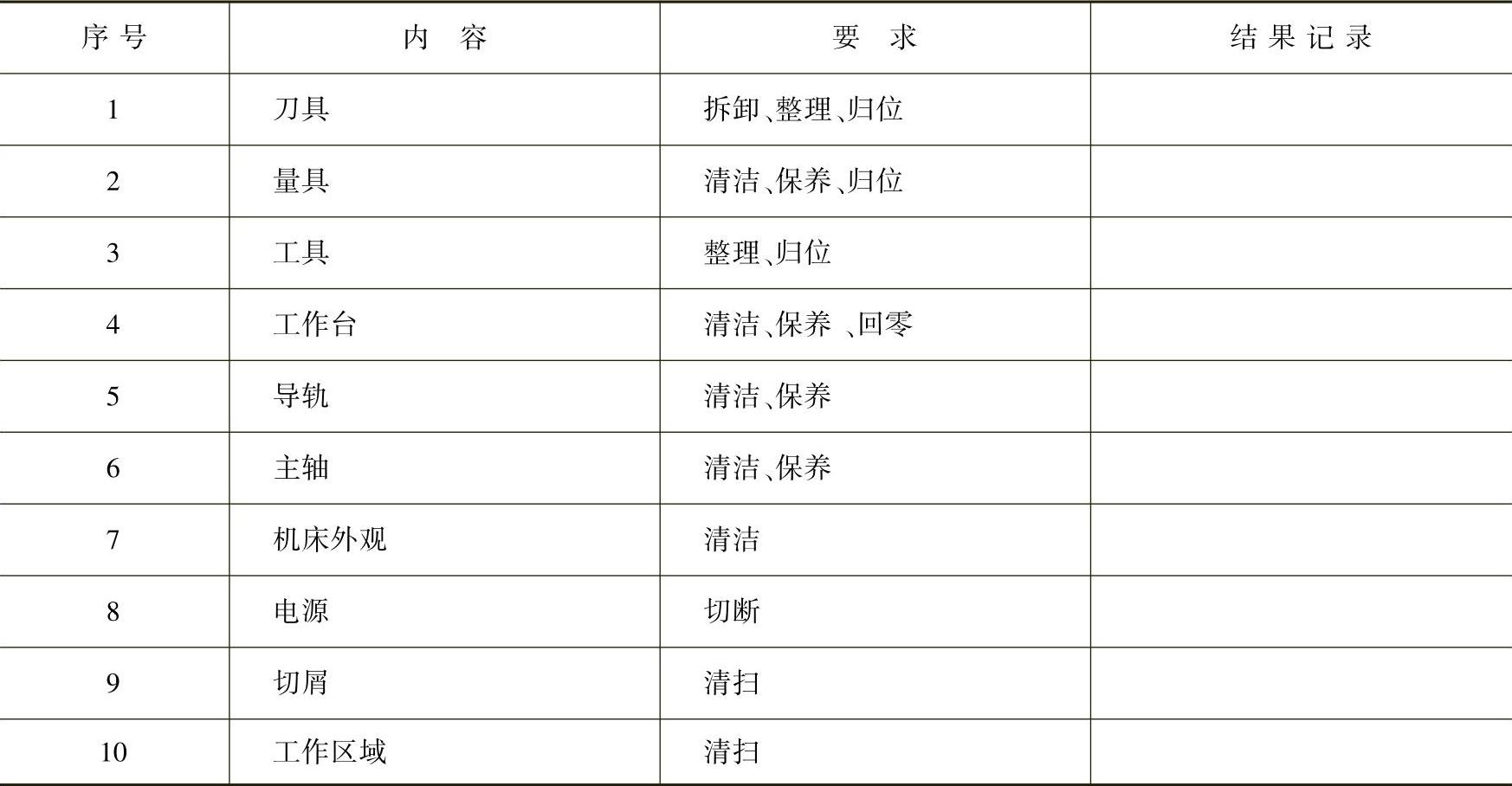
2)各小组进行机床清洁与保养,并由组长负责检查,记录在表1-16中。

图1-77 6S管理
表1-16 机床清洁与保养记录单
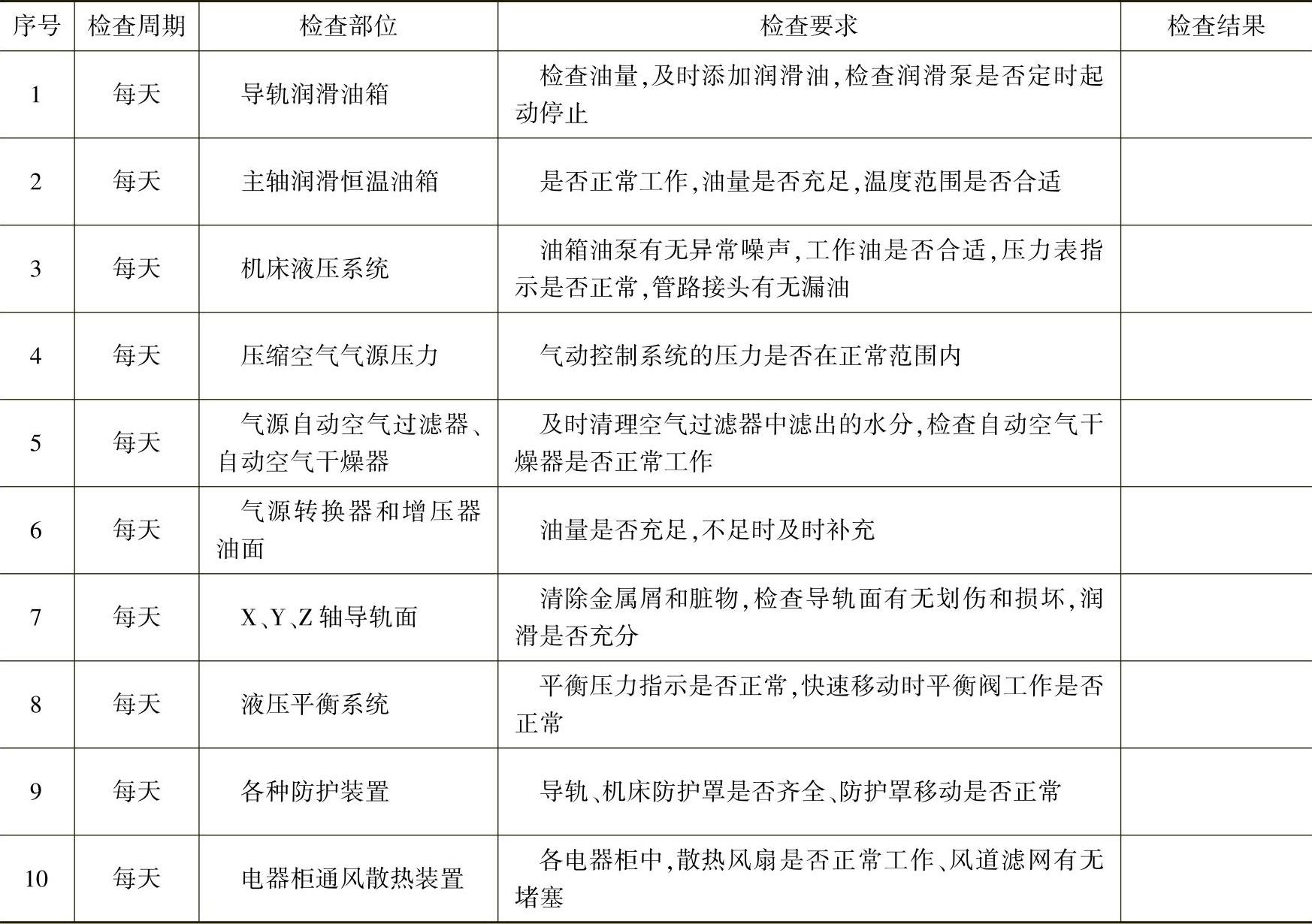
3)数控铣床日常维护(表1-17)
表1-17 数控铣床日常维护
步骤七:小组活动评价
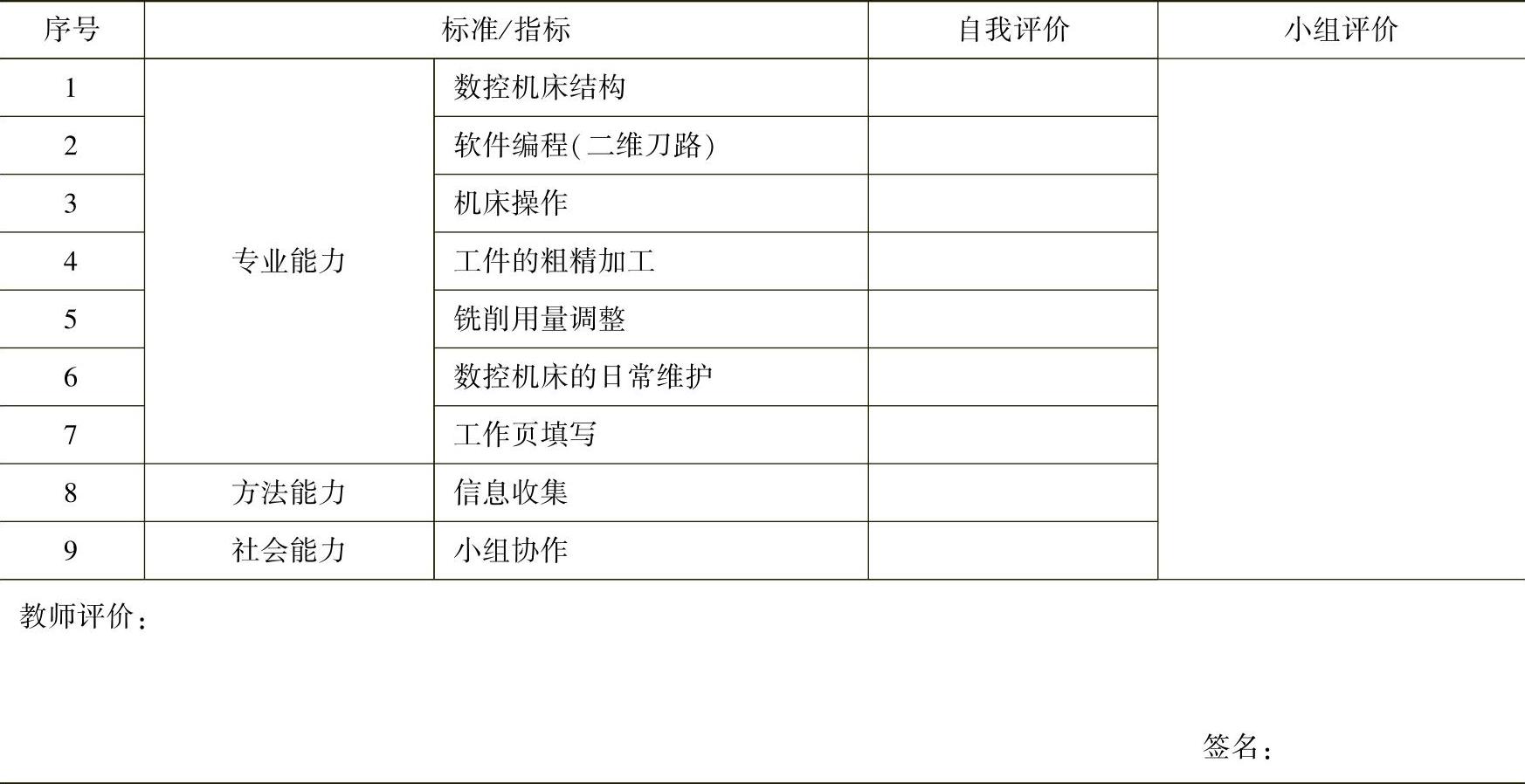
各组依据各自实训表现及学习情况完成评价表(表1-18)。
表1-18 活动三评价表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。