



【摘要】:M-20发动机连杆的工字肋高度较大,宽度较小,内部的圆角较小,表面不允许有缺陷,常常是各个厂的关键锻件。2)毛坯工序:摩擦压力机上不宜于拔长和滚压工序,常采用自由锻锤型砧制坯相配。图8-28 M-20发动机连杆图和锻模图3)模锻工序:4500kN摩擦压力机。M-20发动机连杆图和锻模图如图8-28所示,系采用整体式结构,因摩擦压力机承受偏心载荷的能力较差,故设置角导锁来防止上、下模错移和旋转。4)切边工序:1500kN冲床,终锻连续热切边。
M-20发动机连杆的工字肋高度较大,宽度较小,内部的圆角较小,表面不允许有缺陷,常常是各个厂的关键锻件。还要控制锻件的重量,因此加热次数愈少愈好,其工艺过程介绍如下:
1)材料:45钢,毛坯形状尺寸和重量分别为:ϕ55×67mm,1.25kg。
2)毛坯工序:摩擦压力机上不宜于拔长和滚压工序,常采用自由锻锤型砧制坯相配。连杆的大头、小头和杆部的型砧制坯工序是分段滚压和拔长,即大头、小头和杆部分别在同一型砧上的三个分段型槽中进行滚压和拔长,具体步骤为400kg空气锤夹大头—大头打扁—拔细杆部—夹小头—杆部闭口滚挤。空气锤旁边宜设一压缩空气喷嘴,操作时吹掉氧化皮,其它的工序过程及模具形状见图8-28。
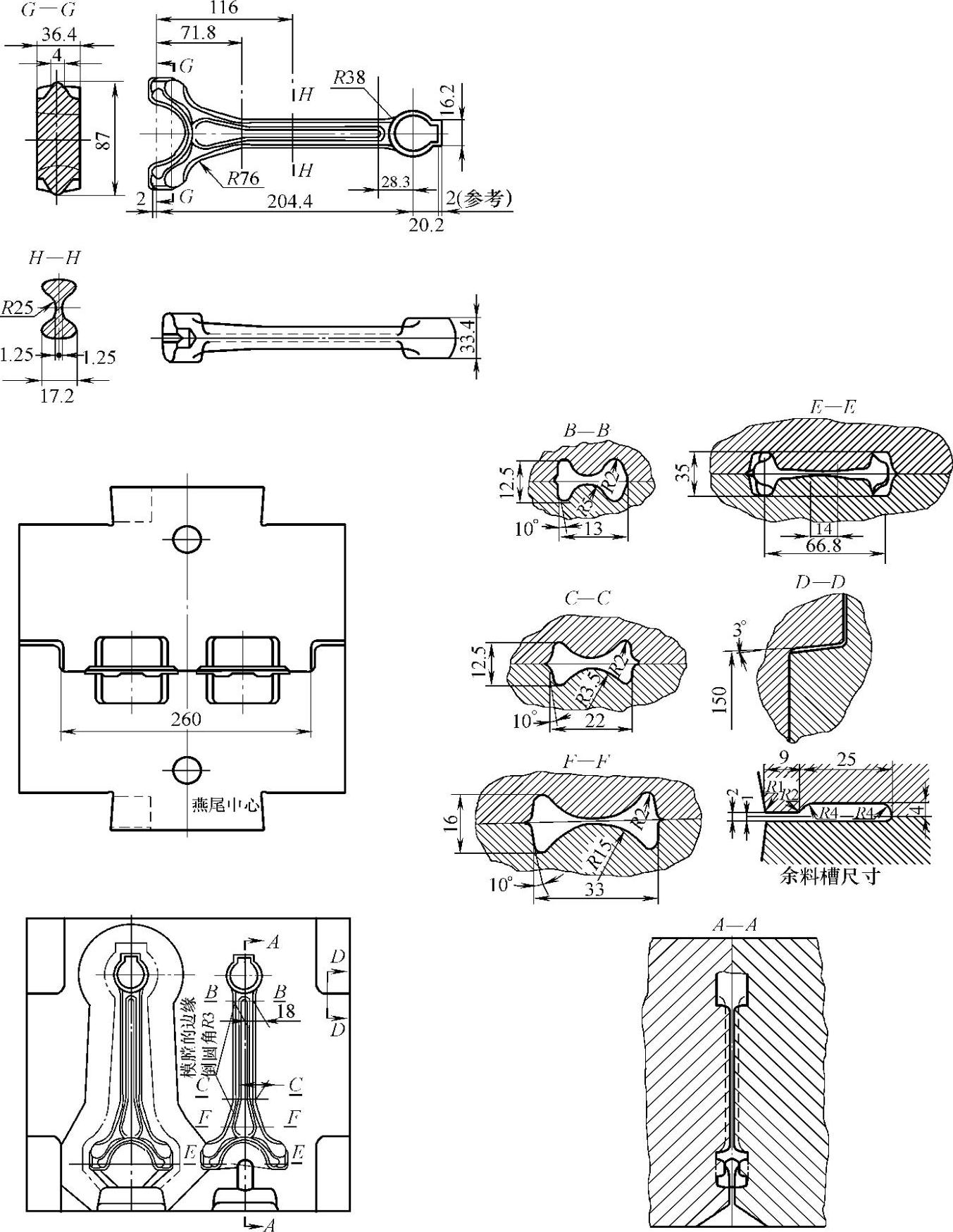
图8-28 M-20发动机连杆图和锻模图
3)模锻工序:4500kN摩擦压力机。工步为预锻和终锻。
M-20发动机连杆图和锻模图如图8-28所示,系采用整体式结构,因摩擦压力机承受偏心载荷的能力较差,故设置角导锁来防止上、下模错移和旋转。该锻模上的预锻型槽和终锻型槽的设计与锤上锻模设计举例的相应部分完全相同。(https://www.xing528.com)
4)切边工序:1500kN冲床,终锻连续热切边。
5)去毛刺:砂轮机。
6)热处理:调质(并酸洗)。
7)冷校正:1t夹板锤。
因为这种连杆的技术要求里必须保证锻件的重量不超过规定,为了延长锻模寿命,因此终锻型槽及校正模的深度,可按热、冷锻件图在全高度上减低0.5mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。