



左右转向节臂是典型的长轴类锻件,其平面主轴线基本上是直线,侧视图主轴线虽是折线,但落差不大,故属于第Ⅱ类锻件(见表3-2)。
针对左右转向节臂形状比较复杂,垂直主轴线断面面积差别显著的特点,变形工步采用辊锻机上制坯、热模锻压力机上预锻和终锻三个工步。其中,冷锻件图设计、预锻和终锻工步图及型槽设计的方法及步骤与上例相似,因此不再赘述,设计结果见图8-21、图8-22、图8-23和图8-24。

图8-19 中间常啮合齿轮终锻工步图及终锻镶块
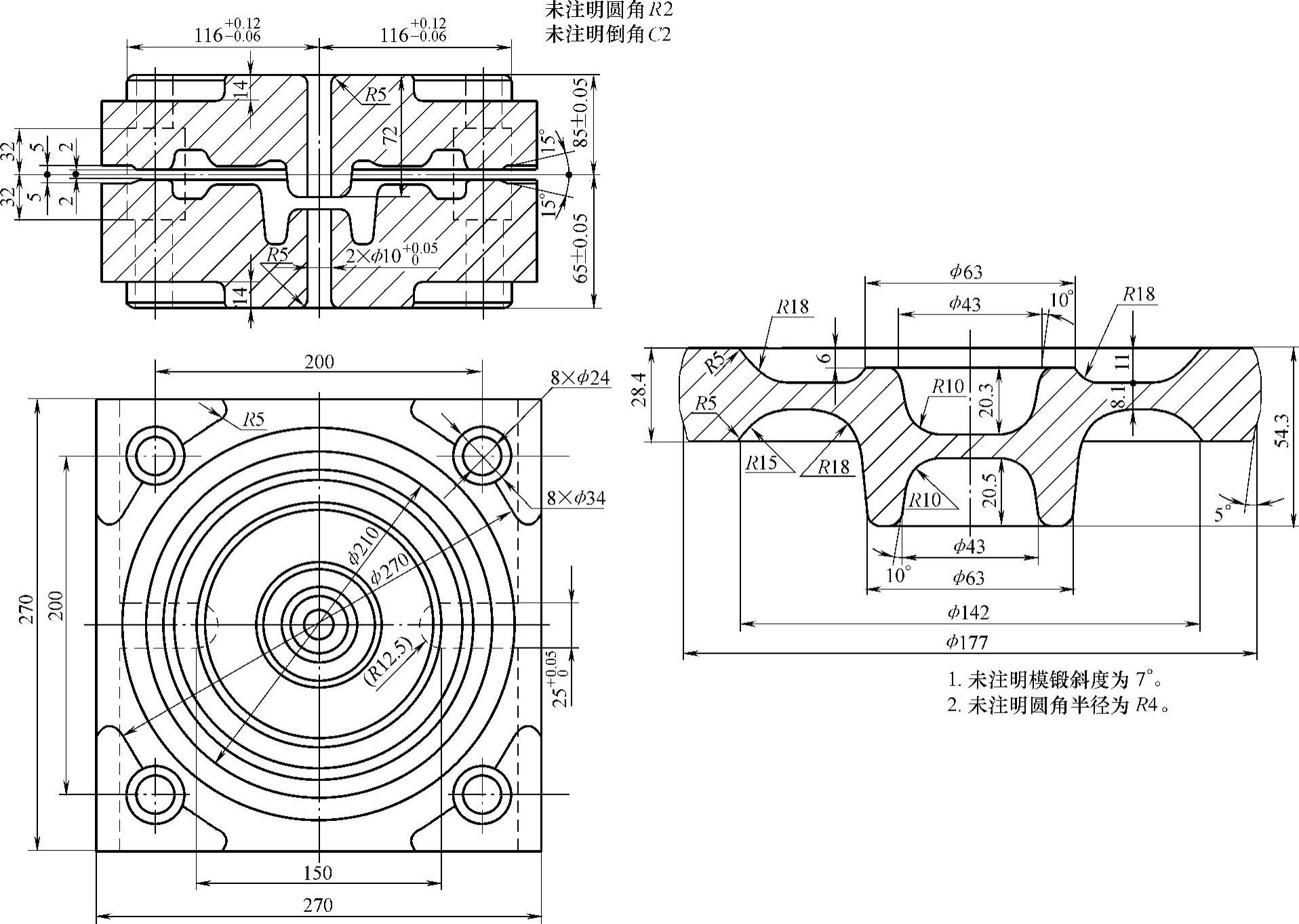
图8-20 中间常啮合齿轮预锻工步图及预锻镶块

图8-21 左右转向节臂终锻工步图

图8-22 左右转向节臂预锻工步图

图8-23 左右转向节臂预锻镶块

图8-24 左右转向节臂终锻镶块
本例着重介绍制坯辊锻工艺及辊锻模具设计过程。
1.设计辊锻毛坯图
在锻件横断面面积变化剧烈处取若干个典型断面,计算得锻件断面图。假定辊锻后坯料断面为圆形,则由锻件断面图可得辊锻后的毛坯图(见图8-25)。按
 计算下料坯料直径,经圆整得d0=50mm。
计算下料坯料直径,经圆整得d0=50mm。
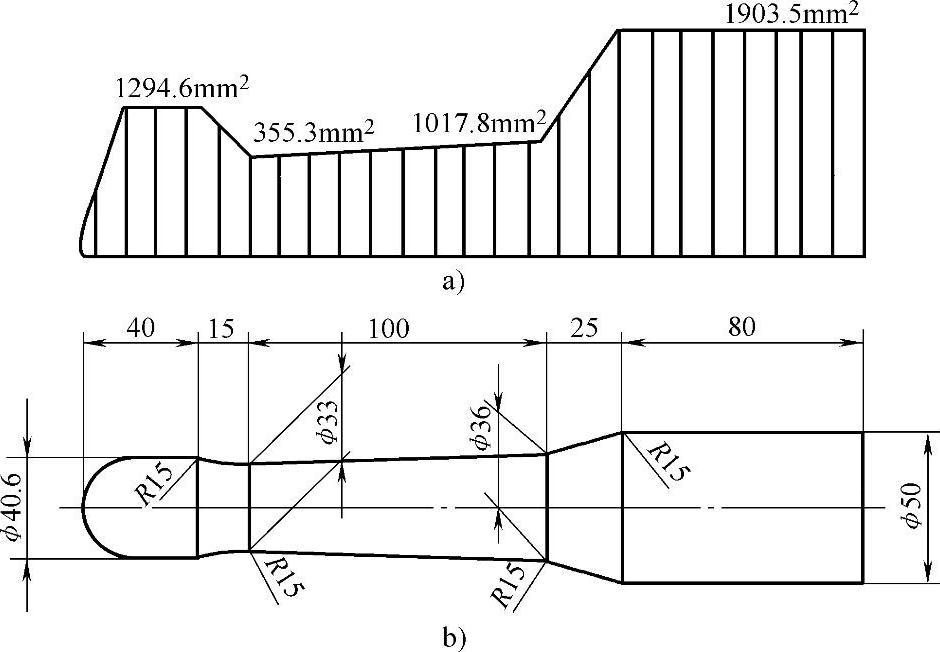
图8-25 左右转向节臂辊锻毛坯图
2.确定辊锻道次
由辊锻毛坯图可知Amax=1963.6mm2,Amin=855.3mm2,则有

若采用圆—椭圆—圆型槽孔型系,在表7-13查得λcp=1.4,故辊锻道次为

圆整为n=2。
3.选取型槽孔型系(https://www.xing528.com)
采用圆—椭圆—圆孔型系。
4.辊锻型槽设计
根据终锻工步设计中确定的热模锻压力机公称压力(10000kN)查表7-4,选取公称直径D0=300mm的辊锻机。
采用图解法设计第一道次辊锻的椭圆断面坯料及型槽尺寸,如图8-25b所示。取1-1,2-2和3-3三个典型断面(图8-26),按图7-13求得设计结果,列于表8-4。

图8-26 左右转向节臂辊锻制坯工步图
表8-4椭圆断面坯料及型槽尺寸
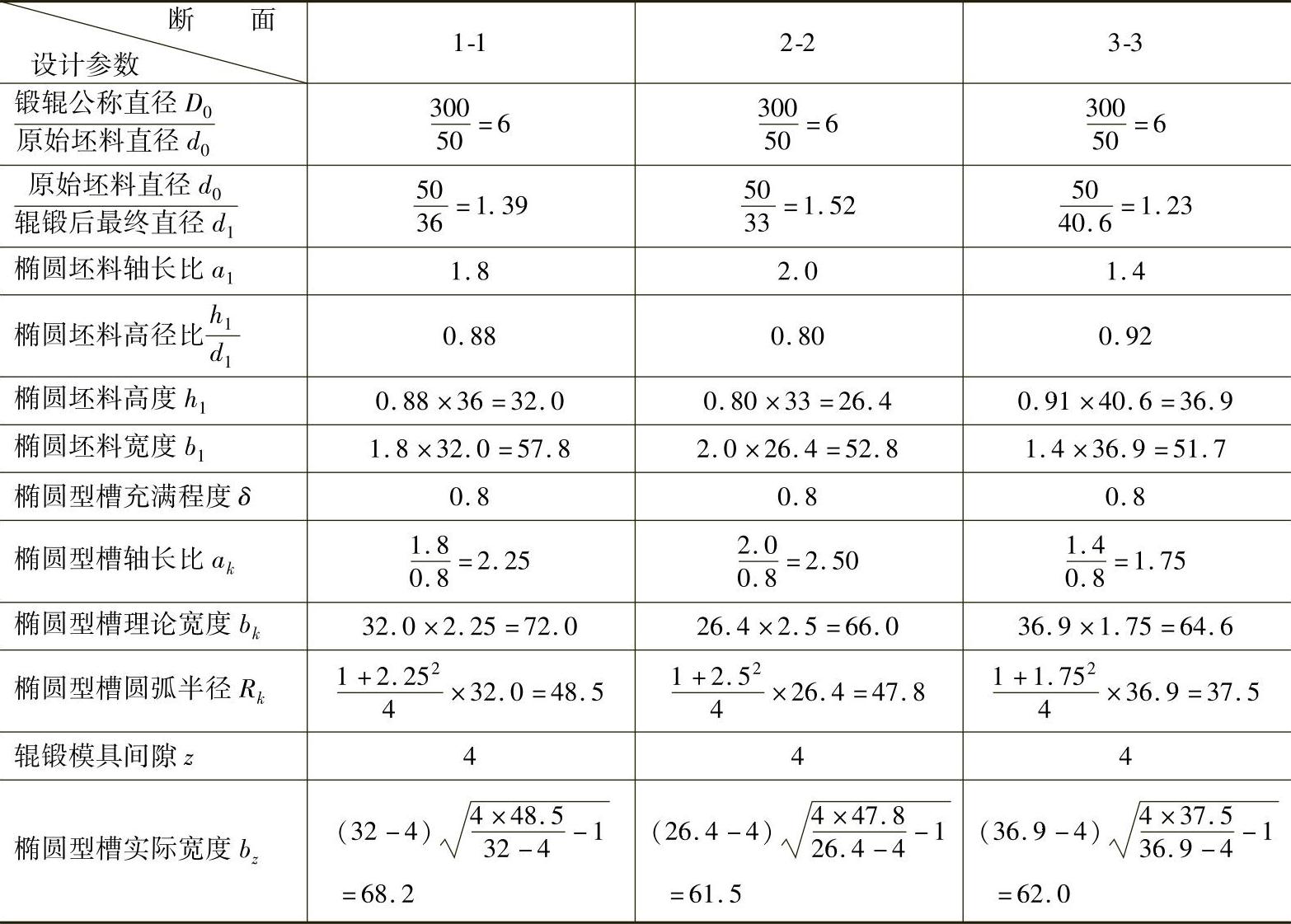
圆形坯料在椭圆型槽中辊锻时的延伸系数λ1由图7-13确定,椭圆坯料在圆形型槽中辊锻时的延伸系数λ2=d20/d21λ1,计算结果列于表8-5。
表8-5延伸系数λ1及λ2

5.辊锻型槽纵向尺寸设计
1)辊锻坯料过渡区段尺寸计算:根据辊锻毛坯图及前面算得的结果,可求出原始坯料在第一道次辊锻时的过渡区段长度,计算结果列于表8-6。第二道次辊锻时坯料的过渡区段长度可按相同方法计算,最终结果可见图8-26。
表8-6第一道次辊锻时的坯料过渡区段长度

2)型槽纵向长度尺寸计算:除过渡区段长度外,还需计算在第一道次辊锻后相应于第二道次辊锻后长40及100mm的长度。计算结果列于表8-7。
表8-7第一道次辊锻型槽纵向长度 (单位:mm)

3)纵向型槽图的绘制:将上述各段长度换算成模具中心角,得到第一道次辊锻型槽长度对应的中心角,计算结果列于表8-8。
表8-8辊锻型槽纵向长度中心角α

根据以上有关数据,绘制出纵向型槽图,如图8-27所示。
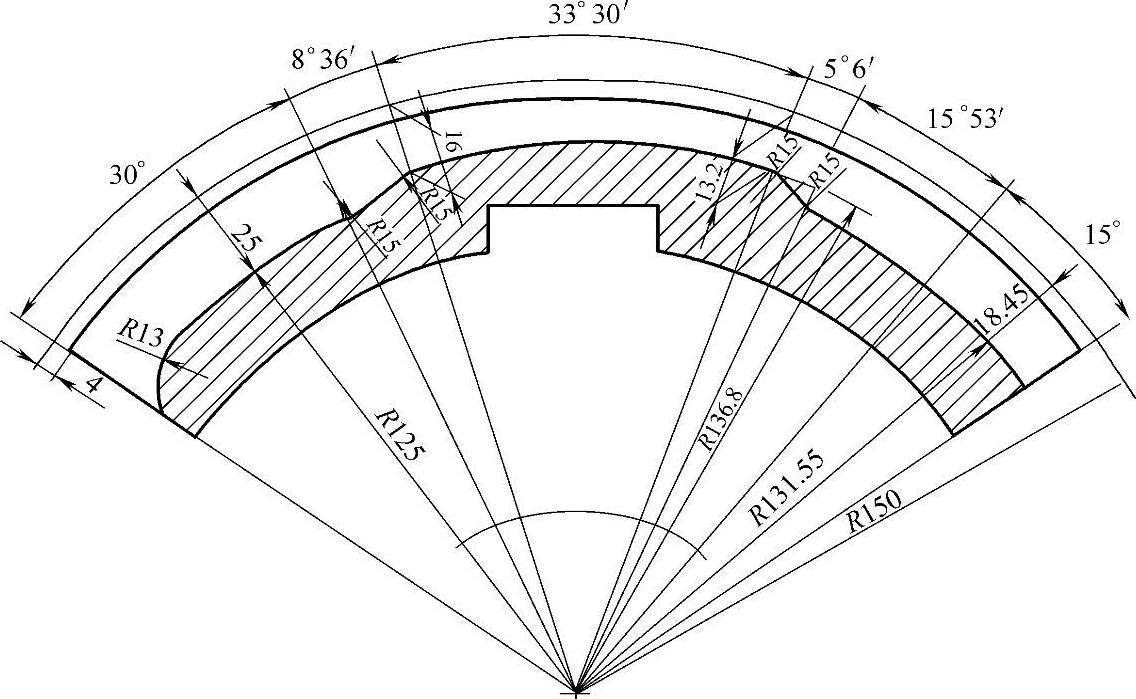
图8-27 辊锻纵向型槽图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。