



【摘要】:中间常啮合齿轮属于第Ⅰ类第一组中形状比较复杂的锻件,变形工步采用镦粗、预锻和终锻。在图8-18中,双点划线表示零件轮廓形状,带圆括号的尺寸数值为零件尺寸,模锻斜度按热模锻压力机锻件设计章节选取。
中间常啮合齿轮属于第Ⅰ类第一组中形状比较复杂的锻件(见表3-2),变形工步采用镦粗、预锻和终锻。
1.冷锻件图设计
分型面取在轮缘中部位置(见图8-18)。
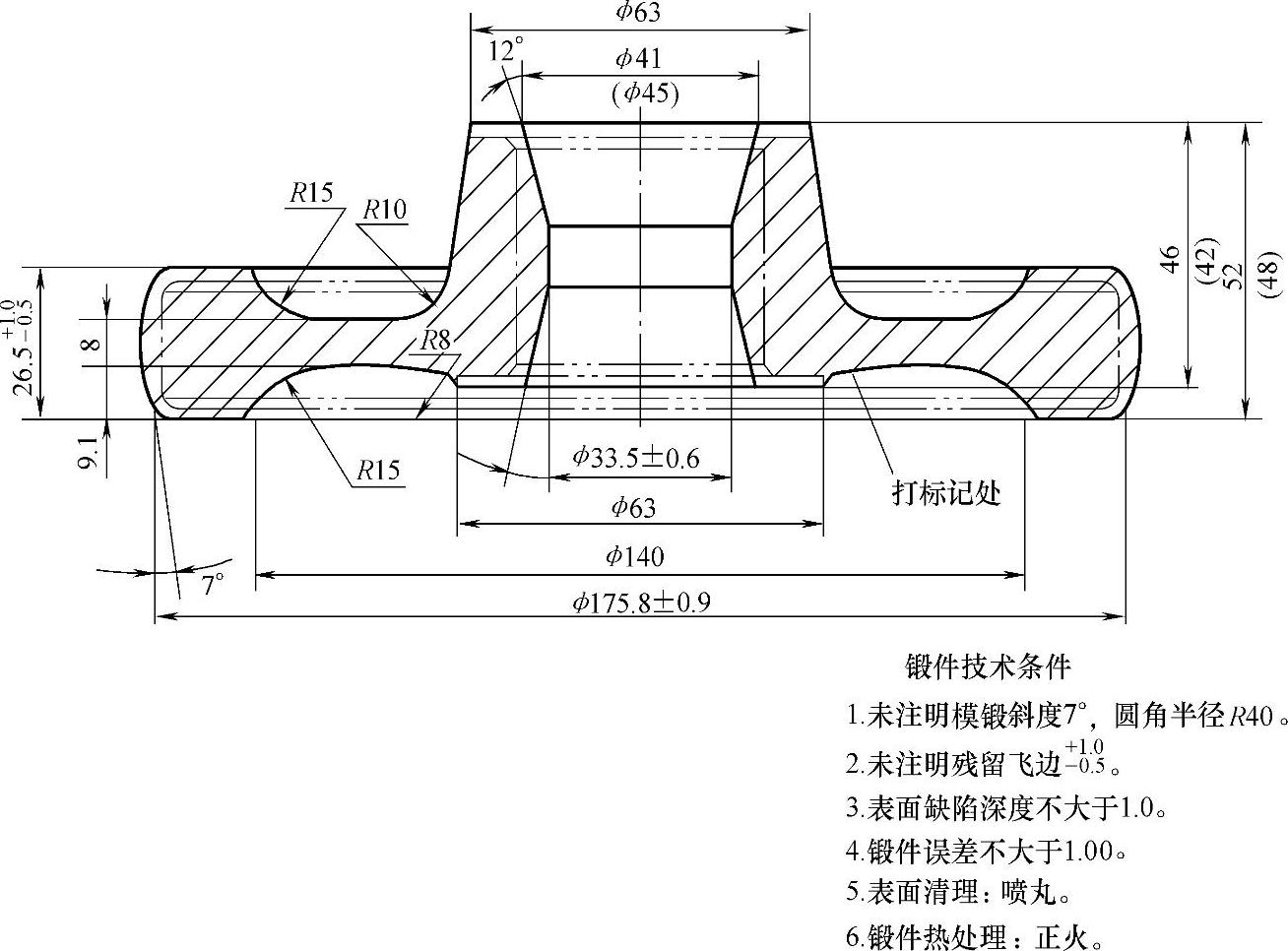
图8-18 中间常啮合齿轮冷锻件图
锻件公差及机械加工余量按下列依据,并参考GB/T 12362—2003《钢质模锻件公差及机械加工余量》、表2-4、表2-5和表2-6查取。
1)锻件精度等级为普通级。
2)锻件重量m锻=3.84kg(根据计算结果)。
3)锻件形状复杂系数:

4)锻件材质系数取为M1。
5)相应零件尺寸。在图8-18中,双点划线表示零件轮廓形状,带圆括号的尺寸数值为零件尺寸,模锻斜度按热模锻压力机锻件设计章节选取。为保证从型槽中顺利顶出锻件,本锻件的模锻斜度取值较一般稍大。(https://www.xing528.com)
鉴于零件上中心孔ϕ45mm较大,模锻时可以锻出,考虑到孔的径深比小于2.5,可以采用平底连皮。
2.终锻工步及型槽设计
从表3-6中选择热模锻压力机变形力,18000~25000kN的热模锻压力机即可满足需要。查表3-7得飞边桥部高度h=1.0mm,宽度b=12mm,入口半径r=3mm。终锻工步图及终锻镶块见图8-19。
3.预锻工步及型槽设计
按预锻工步高度尺寸比终锻工步高度尺寸大2~5mm,宽度尺寸适当减少的原则设计预锻工步图。预锻型槽也设飞边槽,其桥部高度尺寸应略大于终锻型槽飞边槽桥部高度尺寸。预锻工步的圆角半径也应增大,详见图8-20。
4.镦粗工步设计
采用平板间自由镦粗制坯,其高度按坯料计算,即

5.模具结构设计
采用定位键式模架,预、终锻镶块见3.4节中热模锻压力机模具结构及紧固。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。