



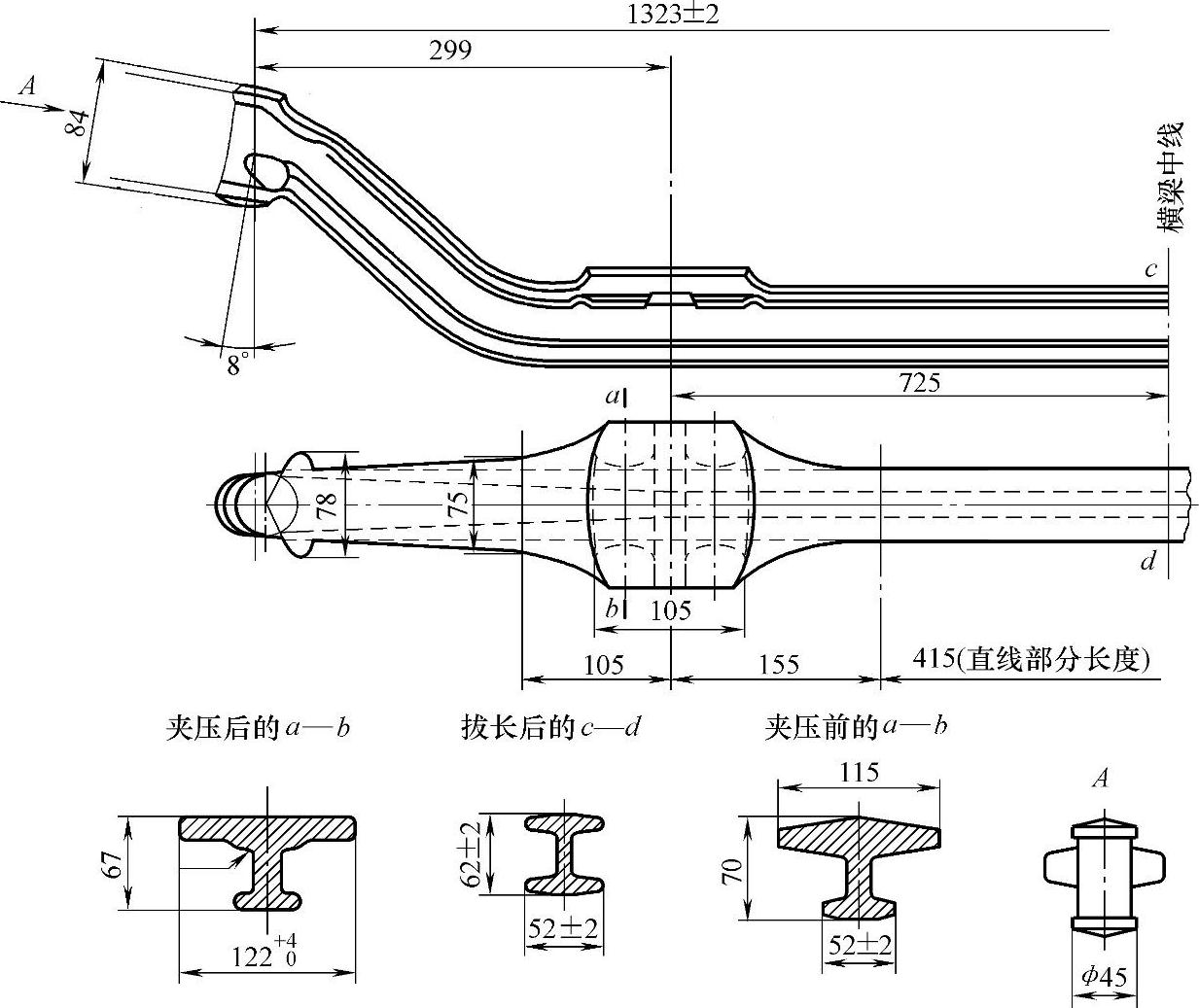
如图8-12所示为汽车前轴梁锻件的检验图。由于外形较复杂,尺寸较大,托座ab有薄条,因而大都在机械化程度较高的专用生产线上进行(见图1-22),或者采用落重较大的锻锤整体模锻,如10t模锻锤。然而在缺乏所需吨位的锻锤时,就只能采用5t锤分段模锻的办法。前轴梁模锻常见的一个方案就是分两次来进行,每次只模锻一半锻件。尽管可能会造成二次加热和锻件长度精确性等问题,但是分段模锻也不失为一种模锻方法,在实际生产中时常用到。由于冷锻件图设计、预锻和终锻工步图及型槽设计的方法及步骤与上例相似,因此不再赘述,本例着重介绍汽车前轴分段模锻的工艺流程。
(1)考虑一半锻件的展开图
根据长395mm上最费工的部分进行选择。确定飞边槽尺寸,按照一般规则计算并作出计算坯料。
(2)选择模锻工步
1)选用边长为60mm,边缘倒圆的方形坯料。
2)采用闭式辊锻来作制坯型槽:滚压型槽根据图8-13所得的计算坯料作成,并勾成此较圆浑的断面轮廓。但是由于上面所述的分段模锻工艺,型槽的前部要稍稍改变。坯料辊锻形状见图8-13。
3)锻件在平面图的外形需要采用弯曲型槽。
4)终锻型槽:如果成形工序选择闭辊—弯曲—预锻—终锻,那么预锻型槽和终锻型槽放在一个锻模内,不仅需要很宽的锻模,还会在模锻过程中造成强烈的偏心打击。但如不采用预锻型槽,那么要在一个终锻型槽得到托座薄条又很困难。可采用在弯曲型槽内一并进行横向夹压的方法来撤销预锻型槽,即在弯曲型槽内对锻件内托座所在部分施以横向夹压,将肋条进行压凹,以便预先获得托座的雏形。这样,在模锻这种锻件时就应采用下列成形工艺:闭滚—弯曲—终锻。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-12 汽车前轴梁锻件

图8-13 汽车前轴梁锻件辊锻形状图
模锻时在终锻型槽内离开中心线40mm之处的一段重复印压,以便锻件先后模锻的两部分在接合处能得到所需要的形状。
模锻结构详见图8-14。
由于分段模锻时不可能精确地维持锻件长度,故锻件还要在平锻机上的专用夹具内锻成所需的长度尺寸。
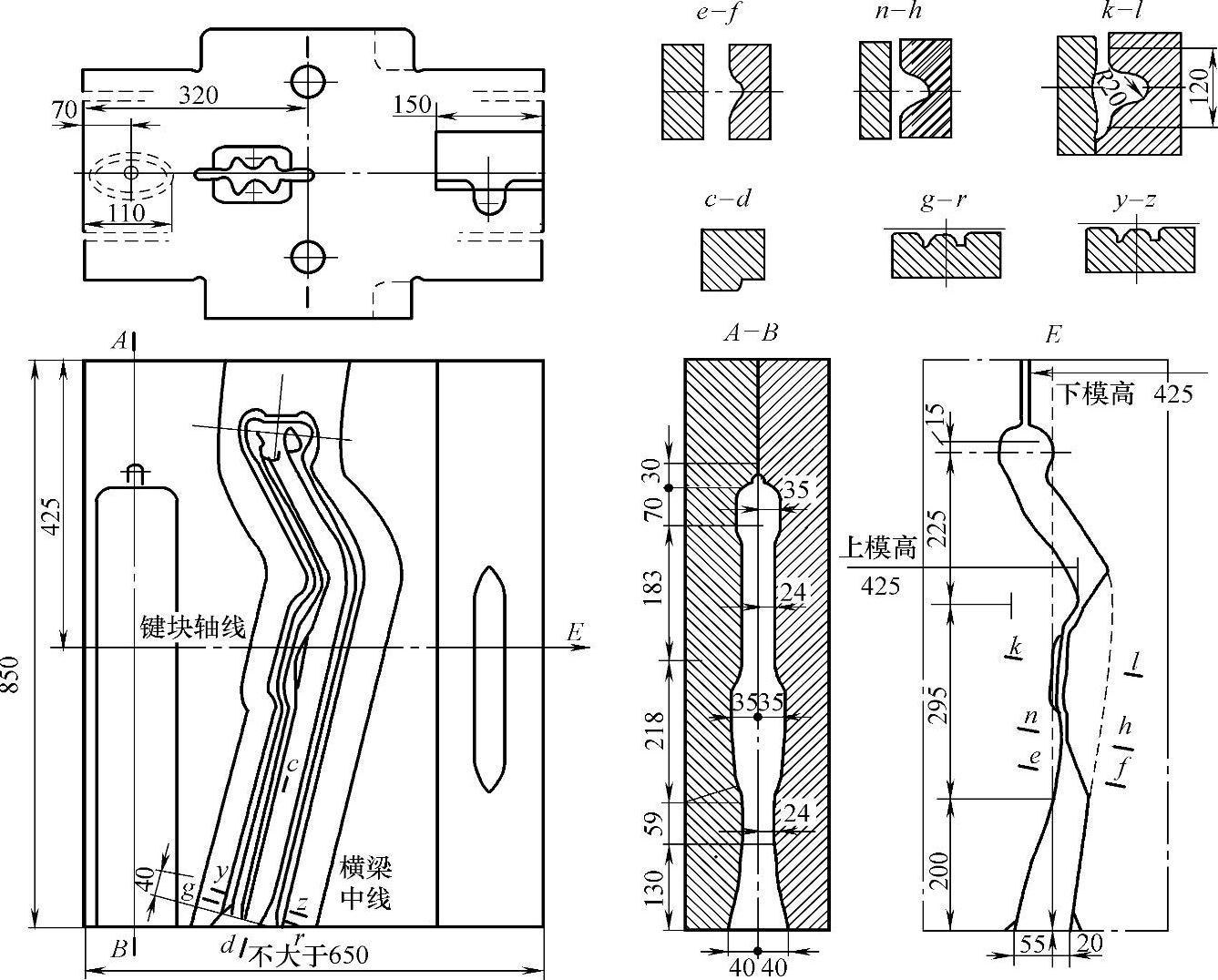
图8-14 汽车前轴梁锻模图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。