



正确采用辊锻型槽孔型系,与辊锻过程顺利进行以及辊锻质量有密切关系。选择孔型系时,除了需要考虑模锻对辊锻后坯料断面形状的要求外(例如模锻时,坯料以镦粗成形方式充满预、终锻模膛),还应着重考虑每道辊锻型槽应对坯料有良好的导向作用。忽略这一点,坯料将在辊锻过程中产生扭曲,甚至会使坯料尾部偏离型槽而制出废品。
1.型槽孔型系
(1)椭圆—方型槽孔型系(见图7-9) 这是辊锻制坯中最常用的孔型系之一,具有以下优点:
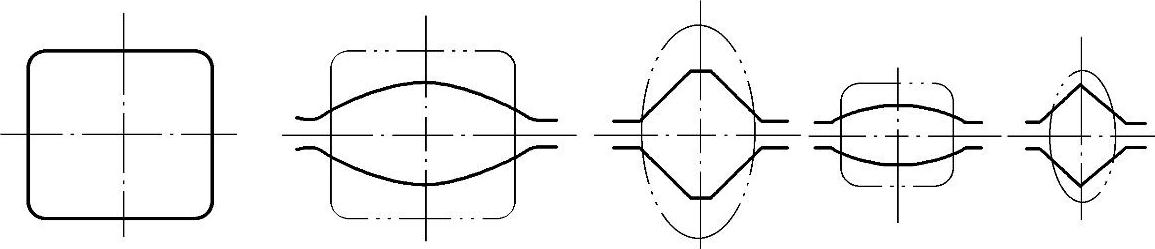
图7-9 椭圆—方型槽孔型系
1)坯料在椭圆—方型槽系中变形时,金属的四面均受到压缩,使坯料的角部经常变换位置。
在椭圆型槽中辊制方形坯料时,方形的棱角被压平,而在下一型槽(方形型槽)中辊锻时,方形棱角又在新的位置上呈现出来,这样可使坯料周边的金属得到均匀的冷却。由于四面反复受压,对变形金属的组织与性能也有好的影响。
2)可以获得较大的延伸系数:在椭圆型槽中延伸系数可以达到2,在方形型槽中延伸系数可以达到1.8,因此生产率高。
3)椭圆断面坯料在方形型槽中及方形断面坯料在椭圆型槽中辊锻时稳定性较好,该型槽孔型系的主要缺点是沿型槽宽度变形型槽分布不均匀。
(2)椭圆—圆型槽孔型系(见图7-10) 这种型槽孔型系适合于辊锻低塑性金属坯料,其优点是:
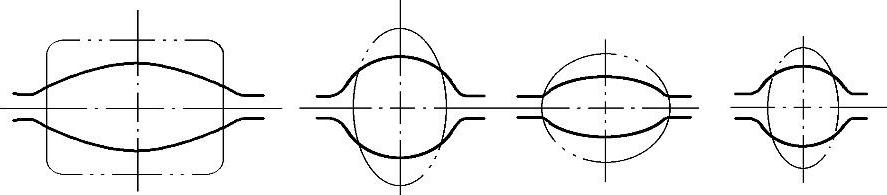
图7-10 椭圆—圆型槽孔型系
1)型槽周边皆由弧线构成,因此能使坯料周边和断面形状平稳地转变,所以能有效地防止在局部区域呈现局部应力。
2)型槽没有尖角,坯料断面能均匀地冷却,在辊锻时不易产生裂纹,能得到良好的表面。
椭圆—圆型槽系的缺点:
1)允许的延伸系数较小,一般为1.4~1.5,因此使变形道次增加。
2)沿型槽宽度上变形分布不很均匀。
3)椭圆坯料在圆形型槽中的稳定性不好,往往要求使用导板。
4)当坯料金属稍多时,在圆形型槽中易于产生飞边。
(3)菱—方型槽孔型系(图7-11) 其优点是:
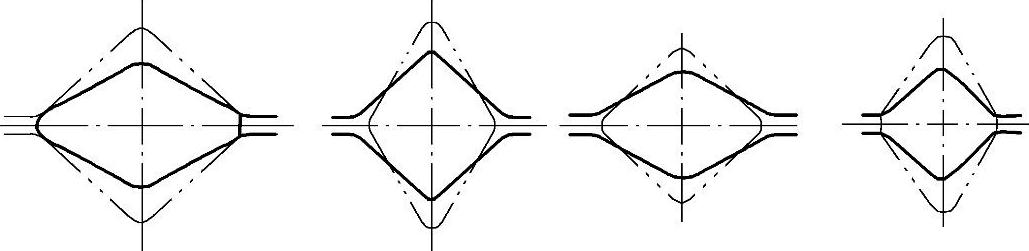
图7-11 菱—方型槽孔型系
1)能使坯料得到准确的方型断面。
2)坯料型槽宽度的变形较均匀。
3)能采用较大的延伸系数,一般在1.4~1.8范围内选取。
4)辊锻时坯料的稳定性较好。
其缺点是坯料断面角隅处冷却快,且只能在两个彼此垂直方向上变形,易产生缺陷。(https://www.xing528.com)
(4)矩形型槽孔型系 其优点是坯料在整个断面的宽度上变形均匀,辊锻时坯料不易发生扭转。但坯料只能在两个方向上变形,辊锻后坯料断面形状不精确。
(5)六角—方型槽孔型系 它与椭圆—方型槽孔型系很相似,且具有在坯料宽度上变形更均匀的优点。
2.坯料在型槽中的稳定性
坯料在型槽中的稳定性,是关系到辊锻过程能否正常进行的重要问题。影响辊锻过程中坯料在型槽中的稳定性的因素有:型槽的断面形状、辊制坯料的断面形状、轴长比的大小以及辊锻模的制造及安装精度等。
型槽形状和在该型槽中辊锻的坯料断面形状的相互配合关系不同,其稳定性也不同。例如,椭圆断面坯料在方形型槽中的稳定性就比其进入圆形型槽要好,因为方形型槽侧壁对椭圆坯料有较好的夹持作用。因此,不同型槽系的稳定性的条件是不同的。椭圆—方和六角—方型槽系具有较好的稳定性,而椭圆—椭圆和菱—菱型槽系具有较差的稳定性。
坯料断面的轴长比b/h对稳定性有很大影响。送入型槽中的坯料轴长比越大,变形量就越大,但稳定性也越差,因此欲增大变形量,往往要受到稳定性条件,即极限轴长的限制。但应指出的是,辊锻时坯料在型槽内的稳定性,比轧钢时要好得多,因为轧钢时轧件很长,长的轧件在轧制过程中很容易歪扭。因此在轧钢时,轧辊前后都装右进出口导板。在辊锻时,坯料短得多,因此稳定性条件大为改善。例如,椭圆或八角形坯料在方形型槽中辊锻时,其断面轴长比达到4时仍可顺利进行辊锻,所以不必使用导板。
各种形状坯料在不同的型槽中辊锻时,其极限轴长比a0如下:
椭圆坯料进方形型槽:a0=5.0;
椭圆坯料进圆形型槽:a0=3.5;
椭圆坯料进椭圆型槽:a0=2.5;
菱形坯料进菱形型槽:a0=2.5;
矩形坯料进箱形型槽:无夹持时a0=2.0;
矩形坯料进箱形型槽:有夹持时a0=2.5。
3.常见辊锻型槽系的选择
在选择辊锻型槽系时,要考虑以下原则:
1)锻件模锻对辊锻毛坯几何形状的要求。在锻件模锻时,从有利于模锻成形出发,往往对毛坯断面的几何形状有一定的要求。在选择辊锻型槽系时,这一因素必须加以考虑。如模锻要求毛坯具有椭圆形断面,则在辊锻时就要考虑选用椭圆—方型槽系或“椭圆—圆”型槽系,而不宜于选用其他型槽系。有时为了使毛坯形状适合模锻的要求,在最后一道型槽中,可以考虑采用具有限制展宽或者带有飞边的型槽。
2)原始毛坯的几何形状(圆形、方形和矩形)。不同的原始毛坯断面形状,与所选型槽系有直接的关系,因此必须考虑这一情况。在变形允许的条件下,通常多选用圆坯,因为圆坯价格较为便宜。
3)辊锻道次。根据延伸系数之值来确定是选用单型槽辊锻还是多型槽辊锻。在多型槽辊锻中,在每辊锻完一道移向下一型槽时,往往需要旋转90°或45°。
根据工厂的实践经验,推荐下列几种孔型系:
1)圆(或方)—椭圆—圆:允许拔长系数较小,辊锻稳定性差,但型槽加工简单,适用于变形长度小于150mm的辊坯。
2)圆(或方)—椭圆—方:允许拔长系数大,辊锻稳定性好,适用于变形长度大于150mm的辊坯。
3)圆(或方)—菱形—方:允许拔长系数较大,辊锻稳定性较好,适用于要求辊坯几何形状准确、角度填充良好的方坯。
上述几种孔型系中,前两种应用最多(见图7-12)。如果辊锻道数很多,可按选定的孔型系反复使用。
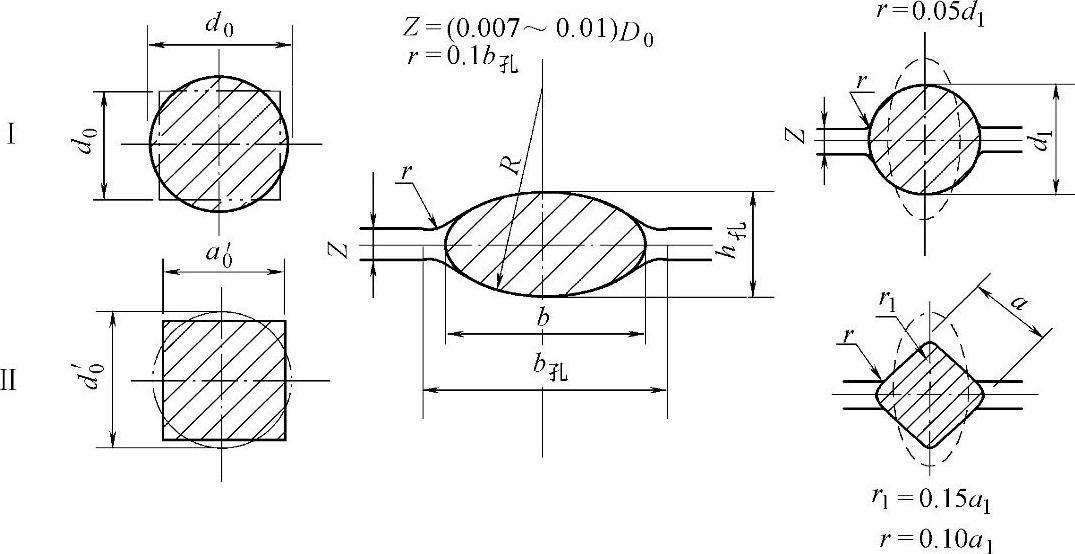
图7-12 常用辊锻型槽孔型系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。